.jpeg)
The cement production industry stands at the precipice of transformative change as artificial intelligence technologies revolutionize manufacturing processes that have remained largely unchanged for decades. This critical sector—producing the essential building material that literally forms the foundation of global infrastructure, construction, and economic development—faces mounting pressures including demanding sustainability requirements, intense energy costs, quality consistency challenges, operational efficiency imperatives, and competitive market dynamics that make technological innovation not merely advantageous but essential for survival and growth.
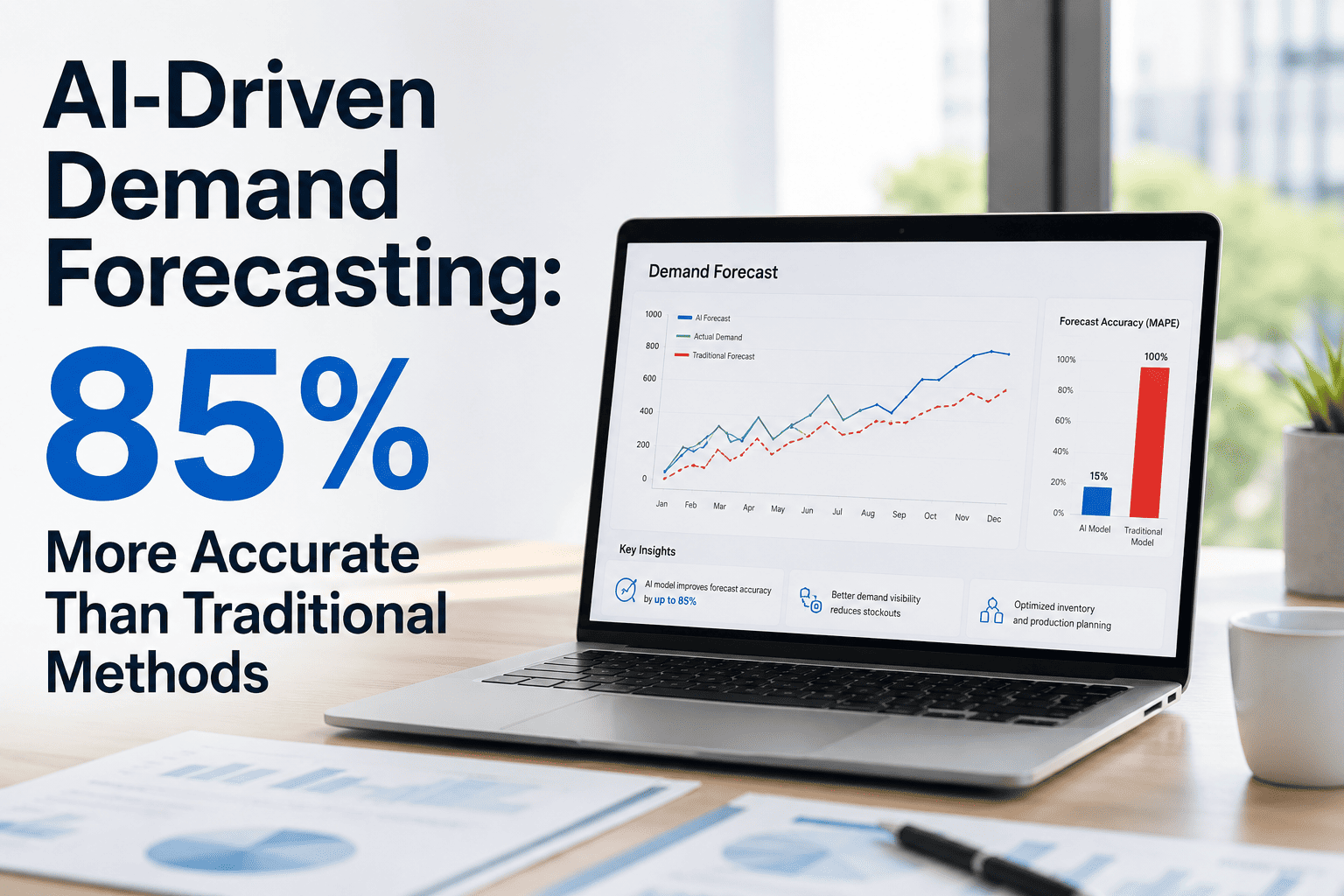
AI in cement production enables manufacturers to address these multifaceted challenges through intelligent optimization, predictive capabilities, autonomous control, and data-driven decision-making that collectively deliver remarkable performance improvements. Leading cement producers implementing comprehensive AI solutions through platforms like iFactoryapp are achieving 25-40% energy efficiency gains, 30-45% quality improvements, 20-35% production increases, 35-50% maintenance cost reductions, and 40-60% emissions decreases—results that simultaneously improve profitability, competitiveness, and environmental performance positioning them as industry leaders in the transition toward sustainable, efficient, technologically advanced cement manufacturing.
Global cement production AI market by 2030
Of cement plants investing in AI technologies
Average energy efficiency improvement
Reduction in quality variation achieved
What is AI in Cement Production?: Intelligent Manufacturing Tools
AI in cement production encompasses the strategic application of artificial intelligence technologies including machine learning, computer vision, predictive analytics, optimization algorithms, and autonomous control systems across cement manufacturing operations—from raw material quarrying and processing through clinker production, grinding, quality control, and packaging. These intelligent systems analyze vast amounts of operational data from sensors, process controls, quality tests, and equipment monitoring to identify optimization opportunities, predict outcomes, prevent problems, and autonomously adjust operations maintaining optimal performance despite variations in raw materials, equipment conditions, and environmental factors.
Unlike traditional process control systems that follow pre-programmed rules regardless of changing conditions, AI systems continuously learn from operational experience, adapt to variations dynamically, discover novel optimization strategies humans might never identify, and improve performance progressively over time. This cognitive capability transforms cement manufacturing from reactive execution of static procedures to proactive self-optimizing operations that anticipate issues before they occur, respond intelligently to disturbances, and continuously evolve toward peak efficiency, quality, and sustainability performance.
Process Optimization
AI algorithms continuously analyze kiln operations, grinding processes, and material flow to optimize fuel consumption, clinker quality, throughput, and equipment utilization while adapting automatically to raw material variations and operating conditions.
Predictive Maintenance
Machine learning models analyze equipment sensor data, vibration patterns, temperature profiles, and historical failures to predict maintenance needs days or weeks in advance, preventing costly unplanned downtime and extending asset life.
Quality Control
Computer vision and AI analytics inspect raw materials, monitor process parameters, predict product characteristics, and ensure consistent cement quality meeting specifications while minimizing variation and defects through early intervention.
Core AI Technologies Transforming Cement Manufacturing
Multiple AI technologies work synergistically to revolutionize cement production operations. Machine Learning algorithms analyze historical and real-time process data to identify optimal operating parameters, predict quality outcomes, forecast equipment failures, and discover efficiency opportunities invisible to traditional analysis. These models continuously improve accuracy as they accumulate operational experience, creating self-enhancing systems that become more valuable over time.
Computer Vision provides machines with visual perception for automated quality inspection of raw materials and finished products, monitoring equipment conditions through visual anomaly detection, ensuring safety compliance through hazard identification, and tracking material movement throughout facilities. Predictive Analytics forecast future states including equipment failures, quality deviations, energy consumption patterns, and production bottlenecks enabling proactive management rather than reactive crisis response.
Optimization Algorithms balance complex trade-offs across multiple objectives—minimizing energy consumption while maximizing throughput and maintaining quality specifications—discovering optimal solutions to problems too complex for manual analysis or trial-and-error approaches. Autonomous Control Systems execute AI-generated optimization strategies automatically adjusting process parameters in real-time responding to changing conditions faster and more precisely than human operators can achieve.
Digital Twins create virtual replicas of cement plants enabling risk-free experimentation, scenario simulation, operator training, and process optimization in digital environments before implementing changes physically. Natural Language Processing enables AI systems to analyze unstructured data from maintenance logs, operator notes, and technical documentation extracting insights that complement structured sensor data.
Why AI Matters in Cement Production: Meeting Critical Industry Demands
The cement production industry faces unique challenges that make AI adoption particularly critical and impactful. Energy costs represent 30-40% of total cement manufacturing expenses, making even modest efficiency improvements highly valuable—AI optimization delivering 25-40% energy reductions translates directly to substantial cost savings and improved competitiveness. The industry's massive carbon footprint—accounting for approximately 8% of global CO2 emissions—creates intense pressure from regulators, customers, and investors to reduce environmental impact urgently. AI enables simultaneous improvements in efficiency and emissions reduction that were previously considered mutually exclusive trade-offs.
Quality consistency challenges arise from natural variations in raw material composition, equipment aging, environmental conditions, and process complexity involving chemical reactions, heat transfer, and material transformations occurring over hours at extreme temperatures exceeding 1450°C. Traditional control approaches struggle to maintain consistent quality across these variations, resulting in product variability that frustrates customers and generates waste. AI systems adapt dynamically to variations, maintaining quality consistency despite changing conditions while optimizing parameters humans cannot adjust precisely or quickly enough.
Equipment reliability in cement plants directly impacts profitability as unplanned downtime disrupts production, wastes energy during startup/shutdown cycles, delays customer deliveries, and requires expensive emergency repairs. Predictive maintenance enabled by AI shifts from reactive repairs or time-based schedules to condition-based interventions performed exactly when needed, preventing failures while optimizing maintenance resource utilization. Labor productivity and safety concerns drive automation needs as cement manufacturing involves hazardous environments, physically demanding tasks, and skilled labor shortages. AI augments human capabilities, handles dangerous work, and enables smaller workforces to operate more efficiently. Schedule a consultation to discover how AI addresses your specific cement production challenges.
Transform Your Cement Operations with AI Intelligence
Discover how iFactoryapp's AI-powered solutions enable cement manufacturers to achieve breakthrough improvements in efficiency, quality, sustainability, and profitability through intelligent optimization and predictive capabilities.
Book a Demo Contact SupportBenefits: Achieving Superior Efficiency and Quality
AI in cement production delivers comprehensive benefits spanning operational performance, financial results, environmental impact, and competitive positioning. Cement manufacturers implementing intelligent systems using platforms like iFactoryapp achieve measurable improvements including 25-40% energy efficiency gains, 30-45% quality improvements, 20-35% production increases, 35-50% maintenance cost reductions, 40-60% emissions decreases, and 15-25% overall operating cost reductions creating substantial competitive advantages and sustainability leadership.
Dramatic Energy Efficiency and Cost Reduction
Energy efficiency represents the most impactful benefit area for cement manufacturers given energy's dominant role in production economics and environmental footprint. AI optimization of kiln operations—the most energy-intensive process consuming 60-70% of total plant energy—delivers 25-40% fuel consumption reductions through multiple mechanisms. Machine learning algorithms discover optimal temperature profiles, airflow patterns, and feed rates that minimize fuel requirements while maintaining clinker quality and throughput. The systems continuously adapt to raw material variations ensuring optimal combustion and heat transfer efficiency regardless of changing input characteristics.
Predictive control anticipates disturbances and adjusts parameters proactively rather than reacting after quality or efficiency problems emerge. AI coordinates multiple interrelated process variables simultaneously—something human operators cannot accomplish effectively given the complexity and speed of required adjustments. Grinding operations consume 30-40% of plant electricity, and AI optimization reduces power consumption 15-30% through intelligent control of mill operations, separator efficiency, and material flow rates balanced against product fineness requirements.
These energy efficiency improvements translate directly to cost savings typically delivering $2-5 million annually for medium-sized cement plants and proportionally more for larger facilities. The rapid payback—often 12-18 months—makes AI optimization among the highest-ROI investments available to cement manufacturers. Beyond direct cost savings, improved energy efficiency reduces carbon intensity addressing sustainability requirements, enhances competitiveness in carbon-constrained markets, and positions companies favorably with environmentally conscious customers and investors.
Enhanced Quality Consistency and Product Excellence
Quality consistency improvements from AI in cement production strengthen customer satisfaction, reduce waste, and enable premium positioning. Cement quality depends on complex chemical and physical properties influenced by raw material composition, processing conditions, and equipment performance—variables that fluctuate continuously creating quality challenges for traditional control approaches. AI systems maintain target specifications with 30-45% reduction in variability through predictive quality control that forecasts product characteristics based on current process parameters and material properties, enabling proactive adjustments before quality deviations occur.
Computer vision inspects raw materials identifying composition variations requiring process adjustments, monitors clinker nodules ensuring optimal burning, and verifies finished cement characteristics with consistency exceeding human inspection capabilities. Real-time optimization adjusts processing parameters continuously maintaining quality despite raw material variations that would cause significant quality fluctuations with static control approaches. The systems learn optimal responses to different material characteristics and processing conditions, accumulating expertise that improves over time.
Consistent quality reduces customer complaints, eliminates costly rework or disposal of off-specification material, enables premium pricing for certified consistent products, and strengthens brand reputation. For cement producers serving demanding applications—high-strength concrete, specialized construction, infrastructure projects with strict specifications—AI-enabled quality consistency creates competitive differentiation and justifies higher pricing. Reduced quality variation also simplifies inventory management and logistics as products meet specifications reliably without requiring extensive testing and sorting.
Increased Production and Equipment Reliability
Production improvements from AI optimization and predictive maintenance combine delivering 20-35% capacity increases within existing facilities without capital investment in additional equipment. Process optimization discovers operating points that maximize throughput while maintaining quality and efficiency—often revealing that plants operated below optimal capacity due to conservative settings, suboptimal parameter combinations, or operators' inability to identify best performance strategies. AI systems explore operating space systematically discovering high-performance configurations humans might never find through trial-and-error approaches.
Predictive maintenance prevents unplanned downtime that disrupts production and wastes energy during extended startup periods required for cement kilns. AI analyzes equipment sensor data—vibration, temperature, power consumption, acoustic signatures—identifying subtle patterns indicating impending failures days or weeks before breakdowns occur. Maintenance teams schedule interventions during planned shutdowns, obtain necessary parts in advance, and complete repairs efficiently rather than scrambling during emergency breakdowns. The approach typically reduces unplanned downtime 60-80% while optimizing maintenance resource utilization avoiding unnecessary interventions on equipment operating normally.
Extended equipment life results from AI optimization operating assets within ideal performance envelopes avoiding conditions that accelerate wear and degradation. Reduced thermal cycling, optimized mechanical stresses, and prevention of extreme operating conditions collectively extend asset life 20-40% deferring capital replacement costs and improving return on existing infrastructure investments. For cement plants where equipment represents hundreds of millions in capital investment, extended asset life delivers substantial financial benefits beyond operational cost savings.
Key Benefits of AI in Cement Production:
- 35% Energy Efficiency: Fuel and power optimization reduces costs and emissions
- 40% Quality Improvement: Consistent specifications through predictive control
- 30% Production Increase: Optimized operations maximize existing capacity
- 45% Maintenance Savings: Predictive interventions prevent costly failures
- 50% Emissions Reduction: Efficiency gains support sustainability goals
- 25% Cost Decrease: Comprehensive savings across operations
- 20% Asset Life Extension: Optimized conditions reduce equipment wear
How It Works: AI-Powered Production Technologies
Implementing AI in cement production involves systematic integration of intelligent technologies across manufacturing operations following proven methodologies that manage complexity while delivering incremental value. Successful implementations follow structured approaches combining technology deployment, process optimization, and organizational capability development creating sustainable intelligent manufacturing capabilities.
Conduct comprehensive assessment of current operations identifying optimization opportunities, evaluating existing instrumentation and data infrastructure, and prioritizing high-value AI applications. Install additional sensors filling data gaps critical for AI algorithms—temperature, pressure, flow, vibration, composition analysis, and equipment condition monitoring. Establish data collection, storage, and management infrastructure including historians, cloud platforms, and data integration middleware connecting operational technology and information technology systems. Implement data governance ensuring quality, consistency, and accessibility.
Deploy pilot AI applications on highest-value use cases demonstrating quick wins and building organizational confidence. Common initial applications include kiln fuel optimization, grinding efficiency improvement, or predictive maintenance for critical equipment. Train machine learning models using historical operational data, validate performance through simulation and controlled trials, and refine algorithms based on operational feedback. Establish monitoring dashboards providing real-time visibility into AI system performance and delivered benefits. Document results quantifying improvements in efficiency, quality, reliability, and costs building business cases for broader deployment.
Scale successful pilots across additional processes and equipment throughout facilities. Deploy AI optimization for complete production workflows from raw material preparation through clinker burning, grinding, and packaging. Implement predictive quality control monitoring process parameters and forecasting product characteristics enabling proactive adjustments. Establish closed-loop control systems where AI algorithms automatically adjust process parameters maintaining optimal performance without manual intervention. Integrate AI capabilities with existing distributed control systems and SCADA infrastructure creating unified intelligent manufacturing environments.
Deploy advanced AI capabilities including digital twins for virtual testing and operator training, computer vision for automated inspection and monitoring, and predictive analytics for demand forecasting and supply chain optimization. Integrate AI insights with enterprise systems including ERP, maintenance management, and business intelligence platforms enabling data-driven decision-making across operational and strategic functions. Establish continuous learning frameworks where AI systems automatically update models incorporating new operational data maintaining accuracy as conditions evolve. Develop organizational capabilities for ongoing AI system management, optimization, and innovation.
Advance toward autonomous manufacturing with AI systems managing increasingly sophisticated operational decisions with minimal human supervision. Implement reinforcement learning enabling systems to discover novel optimization strategies through experimentation in simulation environments then deploy successful approaches in production. Establish innovation programs continuously exploring emerging AI technologies and applications maintaining competitive advantages through technology leadership. Create self-optimizing cement plants that continuously improve performance through accumulated operational experience and machine learning advancement.
Case Studies: Real-World Cement Manufacturing Success
Cement manufacturers globally have achieved remarkable results through comprehensive AI implementations, demonstrating technology's capacity to deliver substantial competitive advantages. These success stories illustrate how systematic intelligent manufacturing adoption creates measurable improvements in efficiency, quality, sustainability, and financial performance while strengthening competitive positioning in increasingly demanding markets.
Global Cement Producer: Energy Efficiency Breakthrough
A leading global cement manufacturer operating 23 plants across multiple continents implemented comprehensive AI optimization using iFactoryapp addressing challenges including high energy costs representing 35% of operating expenses, demanding carbon emission reduction requirements, inconsistent quality across facilities, and aging equipment requiring optimized operations to extend asset life while maintaining productivity and competitiveness in price-sensitive markets.
Reduction in fuel consumption per ton
Decrease in quality variation achieved
Annual energy cost savings across facilities
Reduction in CO2 emissions intensity
Regional Cement Producer: Quality and Reliability Excellence
A regional cement manufacturer operating six plants implemented AI-powered quality control and predictive maintenance addressing challenges including variable raw material quality requiring constant process adjustments, frequent unplanned equipment failures disrupting production, customer complaints about inconsistent product specifications, and skilled operator shortages limiting ability to optimize operations manually requiring intelligent automation augmenting workforce capabilities.
Reduction in unplanned equipment downtime
Improvement in product quality consistency
Decrease in customer quality complaints
Combined savings from quality and reliability
Specialty Cement Manufacturer: Production Optimization
A specialty cement producer focusing on high-performance products for demanding construction applications implemented comprehensive AI optimization achieving production increases within existing capacity constraints. Digital twin technology, advanced process control, and machine learning optimization addressed challenges of complex product specifications, frequent product changeovers, and premium market requirements for consistent performance requiring optimization sophistication exceeding manual capabilities. Contact our team to explore how AI can deliver similar transformative results for your cement operations.
Increase in production capacity achieved
Faster product changeover time reduction
First-time quality achievement rate
Additional annual revenue from capacity gains
Challenges: Addressing Technology Costs and Implementation Barriers
While AI in cement production delivers substantial benefits, organizations face implementation challenges requiring systematic approaches and comprehensive mitigation strategies. Understanding common obstacles and proven solutions is essential for managing transformation risks and ensuring successful outcomes delivering expected business value.
High Initial Investment Requirements
AI implementation requires substantial upfront investment in sensors and instrumentation, data infrastructure and connectivity, AI software platforms, system integration, and training programs—creating financial barriers particularly for smaller cement producers with limited capital budgets requiring creative financing or phased approaches.
Data Infrastructure Limitations
Many cement plants operate with limited instrumentation, disconnected systems, and insufficient data collection infrastructure required for AI algorithms. Establishing comprehensive data foundations requires significant investment and planning before AI applications deliver value, testing organizational patience and financial commitment.
Process Complexity and Variability
Cement production involves complex chemical reactions, thermal processes, and material transformations influenced by numerous variables creating modeling challenges for AI algorithms. Raw material variability, equipment aging, and environmental factors create constantly changing conditions requiring robust, adaptive AI systems maintaining performance across diverse operating scenarios.
Skills Gaps and Organizational Readiness
Successful AI implementation requires capabilities in data science, machine learning, process optimization, and change management—skills scarce in cement manufacturing organizations traditionally focused on mechanical engineering and chemical processes requiring strategic workforce development and partnerships accessing external expertise.
Integration with Legacy Systems
Cement plants typically operate with decades-old control systems, SCADA platforms, and enterprise software lacking modern integration capabilities. Connecting AI applications with legacy infrastructure requires custom development, middleware platforms, and careful migration planning avoiding disruption to ongoing operations during technology transitions.
Cultural Resistance and Trust
Operators and managers accustomed to manual control approaches may resist AI recommendations or doubt system capabilities, particularly when algorithms suggest counterintuitive actions or operate differently from traditional practices. Building trust requires demonstrated benefits, transparent explanations, and gradual expansion of AI decision-making authority as confidence develops.
Strategic Approaches to Challenge Mitigation
Successful organizations address implementation challenges through comprehensive strategies combining technology, financial, organizational, and change management interventions. Phased implementation approaches beginning with focused pilots on highest-ROI applications—typically kiln optimization or critical equipment predictive maintenance—demonstrate benefits quickly while building organizational capabilities and confidence for broader deployment. Quick wins proving value within 6-12 months overcome skepticism and justify additional investment in comprehensive transformation.
Creative financing strategies reduce upfront capital barriers including vendor performance guarantees where technology providers share implementation risk accepting payment based on delivered benefits, leasing or subscription models spreading costs over time rather than requiring large capital outlays, energy savings agreements where improvements fund technology investments, and government incentives supporting industrial efficiency and emissions reduction. These approaches make AI adoption financially accessible for organizations facing capital constraints.
Partnerships with experienced providers like iFactoryapp accelerate implementation while reducing risks through proven platforms specifically designed for cement manufacturing, industry expertise understanding unique process requirements and constraints, implementation support managing technical complexities, and ongoing optimization services ensuring sustained value realization. External partnerships complement internal capabilities enabling AI adoption without requiring complete internal expertise development before beginning transformation. Schedule a discussion to explore customized implementation approaches addressing your specific challenges and constraints.
Future: Cement Manufacturing Outlook and Emerging Technologies
The future of cement production promises increasingly sophisticated AI capabilities as technologies mature and industry adoption accelerates. Understanding emerging trends enables cement manufacturers to make strategic technology investments positioning them for sustained competitive success in evolving markets where environmental performance, operational efficiency, and technology mastery increasingly determine viability and profitability.
Autonomous Cement Plants and Self-Optimization
Future cement manufacturing will feature autonomous operations where AI systems manage production with minimal human supervision, continuously optimizing processes, coordinating equipment, maintaining quality, and adapting to changing conditions automatically. Self-optimizing plants will discover novel process improvements through reinforcement learning experimentation in digital twin environments, implementing successful strategies in physical operations and accumulating operational intelligence that compounds advantages over time. Human operators will focus on strategic oversight, exception handling, and continuous improvement rather than routine process control and parameter adjustments that AI systems handle more effectively.
Carbon Capture and Circular Economy Integration
AI will enable practical implementation of carbon capture technologies in cement plants through optimization managing energy consumption, capture efficiency, and operational costs making environmental solutions economically viable. Circular economy approaches utilizing alternative fuels, recycled materials, and waste-derived inputs will require AI managing complexity of variable input materials while maintaining quality and efficiency. Comprehensive environmental optimization will balance production efficiency, product quality, energy consumption, emissions, and resource utilization simultaneously—trade-offs too complex for manual management but addressable through advanced AI optimization algorithms.
Advanced Materials and Smart Cement Products
AI-powered materials science will accelerate development of advanced cement formulations with superior performance characteristics, reduced environmental impact, and novel functionality. Smart cement products embedded with sensors providing structural health monitoring, adaptive properties responding to environmental conditions, and self-healing capabilities will create new market opportunities and value propositions. AI will optimize production of these complex materials enabling commercialization of innovations previously too difficult or expensive to manufacture at scale.
Supply Chain Integration and Demand Prediction
AI will extend beyond plant operations to comprehensive supply chain optimization including demand forecasting enabling better production planning and inventory management, logistics optimization reducing transportation costs and emissions, supplier coordination ensuring raw material quality and availability, and dynamic pricing maximizing revenue based on market conditions and production capacity. End-to-end integration creates value chain advantages beyond individual plant efficiency through coordinated optimization across suppliers, producers, distributors, and customers.
Organizations investing in AI capabilities today establish foundations for capturing future opportunities while building competitive advantages through accumulated operational intelligence and organizational learning that late adopters struggle to replicate.
Emerging AI Trends in Cement Manufacturing:
- Autonomous Operations: Self-managing plants with minimal human intervention
- Carbon Capture Optimization: AI-enabled environmental technology implementation
- Circular Economy: Optimized utilization of alternative fuels and materials
- Advanced Materials: AI-accelerated development of novel cement formulations
- Supply Chain Integration: End-to-end optimization across value chains
- Edge AI: Real-time intelligence directly on manufacturing equipment
- Digital Twins: Comprehensive virtual plant models for optimization
- Quantum Computing: Breakthrough optimization of complex processes
Conclusion: Transform Cement Production Through AI Intelligence
AI in cement production represents essential evolution for manufacturers seeking to thrive in markets where operational efficiency, quality consistency, environmental performance, and technology mastery determine competitive success and long-term viability. The combination of energy optimization, quality improvement, production increases, maintenance cost reduction, and emissions decreases creates comprehensive value propositions delivering both immediate financial benefits and strategic positioning for future market requirements around sustainability and operational excellence.
Success requires systematic approaches integrating AI technologies with existing operations, developing organizational capabilities to leverage intelligent systems effectively, and maintaining commitment through implementation challenges toward realizing substantial long-term benefits. Cement manufacturers who embrace AI strategically while building necessary infrastructure, skills, and processes position themselves as industry leaders capable of meeting demanding customer requirements, regulatory mandates, and competitive pressures that increasingly separate winners from losers in global cement markets.
Partnering with experienced providers like iFactoryapp accelerates AI adoption through proven platforms specifically designed for cement manufacturing, industry expertise understanding unique process requirements, implementation support managing technical complexities, and ongoing optimization ensuring sustained value realization. The combination of advanced technology, domain knowledge, and dedicated partnership creates foundation for transformation success and competitive leadership.
Learn more at iFactoryapp.com! Discover how leading cement manufacturers worldwide are implementing AI technologies to achieve breakthrough improvements in efficiency, quality, sustainability, and profitability. Our cement industry specialists will collaborate with you to assess opportunities, develop customized implementation strategies, and guide deployment ensuring you realize full potential of intelligent manufacturing. Begin your transformation journey today and position your organization for sustained success in the evolving cement manufacturing landscape!
Frequently Asked Questions
What specific AI applications deliver the most value in cement production?
The highest-value AI applications for cement manufacturers typically include kiln fuel optimization reducing energy consumption 25-40% through intelligent control of combustion, temperature profiles, and material flow—delivering immediate cost savings and emissions reductions with rapid payback. Predictive maintenance for critical equipment including kilns, mills, crushers, and conveyors prevents costly unplanned downtime reducing maintenance costs 35-50% while improving reliability and production consistency. Quality control optimization maintains consistent product specifications despite raw material variations, improving quality 30-45% while reducing waste and customer complaints. Grinding optimization reduces power consumption 15-30% while maintaining or improving product fineness through intelligent control of mill operations and separator efficiency. Production scheduling optimizes throughput, energy consumption, and equipment utilization simultaneously discovering operating strategies balancing multiple objectives better than manual approaches. Computer vision enables automated inspection of raw materials, clinker quality, and finished products with consistency exceeding human capabilities. The optimal combination of applications depends on specific operational challenges, cost structure, competitive positioning, and strategic priorities, but energy optimization and predictive maintenance consistently deliver highest immediate returns justifying initial AI investments and building cases for broader transformation.
How long does AI implementation take in cement plants and what are typical costs?
AI implementation timelines and costs vary based on plant size, existing infrastructure, project scope, and organizational readiness. Focused pilot projects addressing specific high-value applications like kiln optimization can deliver results within 4-6 months with investments of $200,000-$500,000, demonstrating benefits and building organizational confidence. Comprehensive plant-wide AI deployment typically requires 18-24 months and $2-5 million investment including sensors and instrumentation, data infrastructure, AI software platforms, system integration, and training programs. Multi-plant implementations across cement company operations may span 2-4 years with investments of $10-30 million depending on facility count and complexity. However, phased approaches enable value realization throughout implementation—early pilots often achieve positive ROI within 12-18 months from energy savings alone, funding subsequent phases and reducing effective investment requirements. Total cost of ownership includes ongoing software licenses, system maintenance, and continuous optimization services but remains small relative to delivered benefits. Most cement manufacturers achieve 3-5x return on AI investment within three years through energy savings, quality improvements, production increases, and maintenance cost reductions. Platforms like iFactoryapp reduce implementation time and costs through proven cement-specific solutions, pre-built integrations, and experienced implementation support accelerating deployment and value realization versus custom development approaches.
What data infrastructure is required for AI in cement manufacturing?
Effective AI implementation requires comprehensive data infrastructure capturing operational information at sufficient detail and frequency for algorithm training and real-time optimization. Essential components include process sensors measuring temperature, pressure, flow, composition, and equipment conditions at critical points throughout production processes; vibration monitoring, acoustic sensors, and thermal imaging for predictive maintenance applications; quality testing data from laboratory analysis and online analyzers; and operational data from distributed control systems, SCADA platforms, and manufacturing execution systems. Many existing cement plants require instrumentation upgrades filling data gaps critical for AI algorithms, particularly advanced sensors providing continuous measurements versus intermittent manual testing. Data collection infrastructure includes industrial networks connecting sensors and control systems, edge computing devices enabling real-time processing, historians storing time-series operational data, and cloud platforms providing scalable analytics infrastructure. Data integration middleware connects operational technology and information technology systems creating unified data environments accessible to AI applications. Data governance frameworks ensure quality, consistency, and accessibility through standardized naming conventions, validation procedures, security protocols, and management processes. While comprehensive data infrastructure represents significant upfront investment, it provides foundation enabling multiple AI applications and continuous capability expansion beyond initial implementations, making infrastructure development strategic investment rather than sunk cost supporting only limited applications.
How does AI in cement production impact workforce and what skills are needed?
AI transforms cement manufacturing workforce rather than simply eliminating jobs, shifting skill requirements toward higher-value roles while addressing industry challenges including skilled labor shortages and aging workforce demographics. Operators evolve from manual process control to supervisory roles overseeing AI systems, handling exceptions beyond automated capabilities, and contributing domain expertise improving algorithm performance. Maintenance teams focus on strategic condition monitoring and planned interventions rather than reactive repairs, enabled by predictive maintenance capabilities. New roles emerge including data scientists developing and refining AI models, AI system administrators managing platforms and ensuring reliable operation, process optimization specialists leveraging AI insights for continuous improvement, and change management leaders guiding organizational adaptation. However, complete AI expertise is not required internally as partnerships with technology providers like iFactoryapp access necessary specialized skills through managed services and ongoing support. Essential workforce capabilities include digital literacy for interpreting AI recommendations and system outputs, analytical thinking for understanding data-driven insights, adaptability for working with evolving technologies, and process knowledge combining domain expertise with AI capabilities. Organizations address skill gaps through targeted training programs developing existing workforce capabilities, strategic hiring bringing specialized expertise for critical roles, partnerships accessing external skills, and collaboration with educational institutions creating talent pipelines. Rather than workforce reduction, most cement manufacturers experience workforce upgrading toward higher-skill, better-compensated positions while improving productivity and competitiveness through AI augmentation.
What is the future of AI in cement manufacturing and how should companies prepare?
Future AI evolution in cement manufacturing will feature autonomous operations requiring minimal human supervision, carbon capture optimization enabling practical environmental technology implementation, circular economy approaches utilizing alternative fuels and materials, advanced materials development accelerated by AI-powered materials science, comprehensive supply chain integration optimizing end-to-end value chains, edge AI providing real-time intelligence directly on equipment, advanced digital twins enabling sophisticated virtual testing and optimization, and potential quantum computing breakthroughs solving complex optimization problems currently intractable. Cement manufacturers should prepare by establishing AI as strategic priority with executive sponsorship and adequate long-term resources, building foundational data infrastructure supporting current and future applications, starting implementation with focused pilots delivering quick wins while developing organizational capabilities, creating partnerships with AI providers accessing expertise and proven solutions, monitoring emerging technologies through industry collaboration and innovation programs, investing in workforce development emphasizing digital skills and analytical thinking, and maintaining strategic flexibility adapting implementation roadmaps as technologies mature and opportunities emerge. Organizations treating AI adoption as continuous evolution journey rather than one-time project position themselves to capitalize on emerging capabilities while building competitive advantages through accumulated operational intelligence and organizational learning. Starting AI implementation today establishes foundations for future capabilities while delivering immediate benefits justifying investments and accelerating subsequent phases toward comprehensive intelligent manufacturing transformation.
Ready to Transform Your Cement Production with AI?
Join leading cement manufacturers worldwide leveraging iFactoryapp to implement proven AI solutions that deliver measurable improvements in efficiency, quality, sustainability, and profitability through intelligent optimization and predictive capabilities.
Book a Demo Contact Support