.jpeg)
The smart factory revolution represents the convergence of advanced digital technologies, artificial intelligence, and manufacturing expertise creating production environments that fundamentally reimagine how goods are manufactured, quality is ensured, resources are optimized, and business value is created. This transformation extends far beyond simple automation or digitization, encompassing comprehensive integration of cyber-physical systems, intelligent decision-making, adaptive processes, and data-driven operations that collectively deliver unprecedented levels of efficiency, flexibility, quality, and innovation velocity impossible through traditional manufacturing approaches.
Manufacturers embracing emerging smart factory trends powered by artificial intelligence through platforms like iFactoryapp are achieving remarkable competitive advantages including 55-75% productivity improvements, 50-70% quality enhancements, 40-60% cost reductions, 60-80% faster innovation cycles, and 45-65% greater operational flexibility—results that establish them as industry leaders capable of adapting rapidly to market disruptions, customer demands, and technological advances while competitors struggle to maintain relevance using outdated manufacturing paradigms.
Global smart factory market by 2028
Of manufacturers investing in smart technologies
Average productivity gain from AI integration
Return on smart factory investments
What are Smart Factory Trends?: AI-Driven Industrial Evolution
Smart factory trends encompass emerging technologies, methodologies, and business practices reshaping manufacturing through intelligent automation, data-driven decision-making, and adaptive operations powered by artificial intelligence and advanced digital capabilities. These trends reflect the manufacturing industry's ongoing evolution toward fully connected, autonomous, self-optimizing production environments where machines, systems, and human workers collaborate seamlessly through AI coordination, real-time data exchange, and predictive intelligence that continuously improves performance without manual intervention.
Unlike previous industrial revolutions focused primarily on mechanizationelectrification, or basic automation, the smart factory movement emphasizes cognitive capabilities—systems that perceive their environment through sensors and vision, reason about optimal actions using AI algorithms, learn from experience through machine learning, and act autonomously while adapting to changing conditions dynamically. This intelligence layer transforms manufacturing from reactive execution of predetermined plans to proactive optimization anticipating problems, discovering opportunities, and implementing improvements automatically.
AI-Powered Automation
Intelligent systems that go beyond rule-based automation to make autonomous decisions, optimize complex processes, predict outcomes, and continuously improve operations through machine learning algorithms analyzing real-time and historical data.
Digital Twin Technology
Virtual replicas of physical assets and processes enabling risk-free experimentation, scenario simulation, predictive optimization, and training in digital environments before implementing changes in actual production operations.
Connected Ecosystems
Comprehensive integration of IoT devices, enterprise systems, supply chain partners, and customer touchpoints creating end-to-end visibility and coordination that optimizes value creation across entire manufacturing networks.
Key Trends Shaping Smart Factories
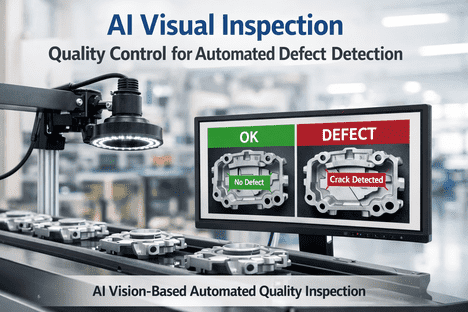
Multiple converging trends collectively define the smart factory landscape and drive manufacturing transformation. Artificial Intelligence and Machine Learning represent the foundational trend enabling autonomous decision-making, predictive analytics, optimization algorithms, and continuous learning that differentiate smart factories from simply digitized or automated operations. AI applications span quality inspection, predictive maintenance, production scheduling, demand forecasting, energy optimization, and process control—delivering intelligence across all operational domains.
Industrial Internet of Things (IIoT) provides comprehensive connectivity infrastructure with sensors, smart devices, and communication networks capturing real-time operational data from equipment, processes, materials, products, and environments. This connectivity creates the data foundation supporting AI analytics while enabling remote monitoring, coordination, and control. Edge Computing brings processing power directly to manufacturing equipment enabling real-time analytics and control with millisecond latency impossible with cloud-only architectures.
Digital Twins and Simulation create virtual manufacturing environments for testing changes, optimizing processes, training operators, and predicting outcomes before physical implementation. Collaborative Robotics enables safe human-robot cooperation where intelligent machines work alongside human workers, learning from demonstration and adapting to individual preferences. Additive Manufacturing combined with AI design optimization enables rapid prototyping and customized production impossible with traditional methods.
Augmented Reality provides workers with digital information overlays guiding maintenance, assembly, quality inspection, and training through immersive interfaces. Blockchain Technology ensures transparent, tamper-proof records for supply chain traceability, quality documentation, and sustainability verification. 5G Connectivity enables ultra-low latency communication supporting coordinated automation at scale and mobile connectivity throughout facilities.
Why Smart Factory Trends Matter: Future-Proofing Manufacturing
Embracing smart factory trends has evolved from competitive advantage to business imperative as technology capabilities increasingly determine manufacturing success across industries. Customer expectations have fundamentally shifted toward personalized products, rapid delivery, transparent sustainability performance, and flexible ordering—requirements that traditional mass production approaches cannot satisfy economically. Markets reward agility enabling quick response to demand changes, fast new product introductions, and adaptation to disruptions while punishing inflexibility through lost market share and margin compression.
Competitive dynamics intensify as digitally advanced manufacturers achieve superior cost structures through efficiency, faster innovation cycles enabling market leadership, better quality consistency building brand reputation, and enhanced customer experiences strengthening loyalty. Technology companies entering manufacturing markets leverage digital capabilities disrupting established players. Global supply chains face unprecedented volatility requiring visibility, predictability, and resilience impossible without smart factory technologies spanning supplier networks, logistics coordination, and demand forecasting.
Workforce challenges including skilled labor shortages, aging demographics, and safety concerns require intelligent automation augmenting human capabilities while creating engaging work environments attracting younger generations. Sustainability imperatives drive optimization of energy consumption, material utilization, waste reduction, and environmental impact documentation that smart factory technologies enable. Investment communities favor manufacturers demonstrating technology leadership and adaptation capabilities reflected in valuation premiums and capital access advantages. Organizations failing to embrace smart factory trends face escalating competitive disadvantages, market relevance risks, and potential obsolescence as technology mastery becomes fundamental to manufacturing viability. Schedule a consultation to explore how smart factory technologies can future-proof your operations.
Transform Your Factory with AI-Powered Intelligence
Partner with iFactoryapp to implement cutting-edge smart factory technologies that deliver measurable improvements in productivity, quality, flexibility, and competitiveness through proven AI-driven solutions.
Book a Demo Contact SupportBenefits: Driving Innovation and Maximizing Productivity
Smart factory adoption delivers comprehensive benefits spanning operational performance, strategic capabilities, financial results, and competitive positioning. Organizations implementing advanced technologies using platforms like iFactoryapp achieve measurable improvements including 55-75% productivity increases, 50-70% quality enhancements, 40-60% cost reductions, 60-80% faster innovation, 45-65% greater flexibility, 50-70% inventory reductions, and 40-55% customer satisfaction improvements creating sustainable competitive advantages.
Accelerated Innovation and Time-to-Market
Innovation velocity represents critical competitive capability where smart factory trends deliver transformative improvements. Digital design tools, simulation capabilities, AI-powered generative design, and virtual testing enable rapid iteration through design alternatives without physical prototypes. Engineers explore thousands of design options automatically, with AI identifying optimal configurations that human designers might never conceive. Digital twins allow concurrent engineering where product design and manufacturing process development proceed simultaneously, catching manufacturability issues during design rather than after production failures.
Virtual commissioning validates manufacturing processes digitally before equipment arrives, eliminating traditional debug periods consuming weeks or months. Additive manufacturing enables rapid prototyping and low-volume production of complex geometries impossible with traditional methods, compressing development cycles from months to weeks. Data-driven experimentation through A/B testing and statistical analysis accelerates learning about customer preferences and optimal designs. Collaborative platforms enable distributed teams to work simultaneously, compressing sequential workflows into parallel activities.
These capabilities combine delivering 60-80% reductions in time-to-market creating first-mover advantages, capturing emerging opportunities before competitors react, and responding to competitive threats faster than technology-lagging rivals can match. Faster innovation cycles enable more frequent product launches maintaining market excitement, rapid incorporation of customer feedback improving market fit, and continuous improvement velocity that compounds advantages over time.
Maximized Productivity Through Intelligent Optimization
Productivity improvements from smart factory technologies extend across all operational dimensions creating cumulative benefits far exceeding individual enhancements. Labor productivity increases 55-75% through intelligent automation handling routine tasks, AI augmenting human decision-making with real-time recommendations, digital work instructions reducing errors and training time, and optimized workflows eliminating waste. Workers focus on complex problem-solving, quality judgment, and continuous improvement rather than repetitive manual tasks.
Equipment utilization improves 50-70% through AI-optimized scheduling maximizing productive hours, predictive maintenance minimizing unplanned downtime, real-time monitoring enabling immediate response to performance degradation, and coordinated production flows eliminating bottlenecks. Material productivity enhances 40-55% through precise process control reducing scrap, predictive quality preventing defective production, optimization identifying opportunities for material substitution or reduced consumption, and comprehensive tracking eliminating waste from obsolescence.
Energy productivity increases 45-60% through intelligent scheduling, load balancing, optimization eliminating inefficient operating modes, and integration with renewable energy and demand response programs. Overall equipment effectiveness (OEE) improvements of 40-60% reflect combined gains in availability, performance, and quality. These productivity enhancements typically deliver 50-70% capacity expansion within existing facilities without capital investment in additional equipment or space—creating growth capacity while improving cost competitiveness.
Strategic Flexibility Enabling Mass Customization
Flexibility represents increasingly critical competitive capability where smart factory technologies enable economic production of variety and customization previously impossible or prohibitively expensive. Traditional manufacturing optimized for volume efficiency struggles with variety, requiring long production runs, dedicated equipment, and standardized products. Smart factories handle complexity through AI-powered scheduling optimizing for both variety and efficiency simultaneously, reconfigurable automation adapting quickly through software changes, digital twins enabling virtual commissioning of new products without physical trials, and modular production architectures supporting rapid capacity adjustments.
Mass customization becomes economically viable through AI managing complexity of unique products while maintaining efficiency through intelligent batching, sequencing, and resource allocation. Companies achieve variety previously impossible—offering thousands of configuration options, producing batch sizes of one economically, and rapidly introducing new products without disrupting existing production. Supply chain flexibility improves through real-time visibility, predictive analytics, and dynamic coordination enabling rapid response to demand changes, supplier disruptions, and market opportunities.
Business model flexibility enables manufacturers to pivot between different strategies—make-to-stock, make-to-order, or configure-to-order—based on market conditions while maintaining efficiency. The ability to adapt rapidly to changing requirements creates competitive advantages in volatile markets where customer demands, competitive offerings, and industry standards evolve continuously.
Key Benefits of Smart Factory Trends:
- 70% Productivity Increase: AI optimization and automation maximize output per resource
- 75% Faster Innovation: Digital tools accelerate product development and launches
- 55% Cost Reduction: Comprehensive efficiency across all operational dimensions
- 80% Quality Improvement: AI-powered control ensures consistent excellence
- 65% Greater Flexibility: Economic production of variety and customization
- 60% Inventory Reduction: Predictive demand and optimized operations
- 50% Customer Satisfaction: Superior experiences through personalization and quality
How It Works: Implementing Smart Factory Trend Applications
Successful smart factory implementation requires systematic approaches integrating multiple technologies, processes, and organizational changes working together to create intelligent, adaptive manufacturing environments. Implementation follows proven methodologies that manage complexity while delivering incremental value demonstrating benefits and building organizational support for broader transformation.
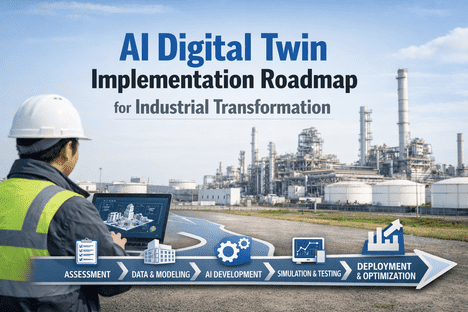
Establish smart factory vision aligned with business strategy defining desired capabilities, competitive positioning, and value creation. Conduct comprehensive assessment evaluating current operations, technology infrastructure, data maturity, organizational capabilities, and competitive positioning. Identify high-value opportunities through analysis of operational pain points, competitive gaps, customer requirements, and strategic priorities. Develop transformation roadmap with phased implementation balancing quick wins with foundational investments, defining technology selections, investment requirements, expected benefits, and success metrics.
Establish digital infrastructure including IoT connectivity, edge computing devices, cloud platforms, data integration frameworks, and cybersecurity architecture. Implement data governance establishing quality standards, management processes, and organizational accountability. Deploy pilot programs on highest-ROI applications demonstrating quick wins validating approaches before broader rollout. Initiate workforce training programs developing capabilities in digital technologies, data analytics, and new operational paradigms. Establish communication programs building awareness and support throughout organization.
Deploy AI-powered capabilities including predictive analytics, process optimization, quality control, maintenance management, and supply chain coordination. Implement digital twins for critical assets and processes enabling virtual testing and optimization. Establish real-time operational intelligence through dashboards and mobile applications. Scale successful pilots across additional equipment, processes, facilities, and business units. Integrate systems creating unified digital environment eliminating information silos and enabling end-to-end visibility.
Deploy advanced technologies including autonomous systems, augmented reality, collaborative robotics, additive manufacturing, and blockchain for transparency. Extend capabilities across value chains connecting suppliers, logistics providers, and customers. Implement advanced analytics supporting strategic decision-making on capacity planning, market positioning, and business model innovation. Establish continuous improvement frameworks where systems automatically learn and optimize from operational experience.
Advance toward autonomous manufacturing with self-optimizing systems, predictive supply chain coordination, AI-driven continuous improvement, and minimal human supervision for routine operations. Establish innovation programs continuously exploring emerging technologies and novel applications maintaining competitive advantages. Create learning organization culture where experimentation, intelligent failure, and rapid adaptation become embedded capabilities enabling sustained technology leadership and market differentiation.
Case Studies: Smart Factory Success Stories
Manufacturers across diverse industries have achieved remarkable results through comprehensive smart factory implementations, demonstrating technology's capacity to deliver substantial competitive advantages. These success stories illustrate how systematic adoption of emerging trends creates measurable improvements in productivity, quality, flexibility, and financial performance while fundamentally strengthening competitive positioning.
Automotive Supplier: AI-Driven Production Excellence
A global automotive tier-1 supplier producing safety-critical components implemented comprehensive smart factory capabilities using iFactoryapp across 18 manufacturing facilities addressing challenges including zero-defect quality requirements, complex supply chain coordination, high product variety with thousands of part numbers, intense cost pressure from OEM customers, and skilled labor shortages in key markets.
Productivity improvement across facilities
Reduction in quality defects achieved
Annual operational cost savings realized
Improvement in on-time delivery performance
Consumer Electronics: Flexible Manufacturing at Scale
A leading consumer electronics manufacturer serving global markets implemented smart factory technologies enabling unprecedented production flexibility for rapidly changing product portfolios. Digital twin technology, AI-powered scheduling, flexible automation, and real-time supply chain coordination addressed challenges of short product lifecycles, demand volatility, mass customization requirements, and competitive time-to-market pressure.
Faster new product introduction cycles
Increase in product variety handled economically
Improvement in forecast accuracy achieved
Additional revenue from improved availability
Food & Beverage: Sustainable Smart Manufacturing
A multinational food and beverage company operating 47 production facilities implemented comprehensive smart factory capabilities achieving operational excellence while advancing sustainability leadership. AI-powered optimization, digital twins, IoT monitoring, and predictive analytics enabled simultaneous improvements in efficiency, quality, and environmental performance addressing consumer demands, regulatory requirements, and investor expectations for sustainable operations. Contact our experts to explore how smart factory technologies can deliver similar transformative results for your organization.
Reduction in energy consumption per unit
Decrease in water usage achieved
Reduction in waste sent to landfills
Combined operational and sustainability savings
Challenges: Overcoming Integration and Adoption Barriers
While smart factory benefits are substantial, organizations face significant implementation challenges requiring systematic approaches and comprehensive mitigation strategies. Understanding common obstacles and proven solutions is essential for managing transformation risks and ensuring successful outcomes delivering expected business value.
Legacy System Integration Complexity
Manufacturing facilities typically operate with decades-old equipment and enterprise systems lacking modern connectivity standards, requiring extensive integration effort, custom development, middleware platforms, equipment retrofitting, and careful migration planning to enable smart factory capabilities without disrupting operations.
Skills Gaps and Talent Shortages
Smart factories require capabilities spanning data science, AI/machine learning, IoT technologies, cloud architecture, advanced automation, and change management—skill combinations that are scarce in manufacturing organizations traditionally focused on mechanical engineering and production management requiring strategic workforce development.
Data Quality and Governance
AI and analytics depend on high-quality, accessible data that many manufacturers lack due to limited historical collection, inconsistent formats, incomplete information, or data trapped in isolated systems without integration enabling comprehensive analysis and optimization requiring systematic data improvement initiatives.
Investment Justification and ROI
Comprehensive smart factory transformation requires substantial investment in technology infrastructure, implementation services, training programs, and organizational development with benefits accruing over multiple years, creating challenges for ROI justification and securing stakeholder support requiring rigorous business case development.
Organizational Change Resistance
Smart factory transformation requires fundamental changes in decision-making approaches, work processes, organizational structures, and culture that encounter resistance from individuals and groups comfortable with traditional methods and concerned about job security or relevance requiring comprehensive change management programs.
Cybersecurity Risks
Connected manufacturing systems create expanded attack surfaces and cybersecurity vulnerabilities requiring comprehensive security architectures including network segmentation, access controls, encryption, continuous monitoring, incident response capabilities, and organizational security awareness that many manufacturers lack experience managing effectively.
Strategic Approaches to Challenge Mitigation
Successful organizations address implementation challenges through multi-faceted strategies combining technology, process, organizational, and cultural interventions. Phased implementation approaches beginning with focused pilots on high-value use cases demonstrate benefits quickly while building organizational capabilities and confidence for broader deployment. Starting with areas where resistance is lowest and benefits most evident creates success examples and champions supporting wider adoption.
Executive sponsorship and visible leadership commitment signal organizational priority, provide resources, remove obstacles, and sustain momentum through inevitable challenges. Cross-functional transformation teams combining technology expertise with operational knowledge and change management skills ensure solutions address real business needs while remaining technically sound. Partnerships with experienced providers like iFactoryapp accelerate transformation through proven platforms, implementation methodologies, industry best practices, and expert guidance navigating common pitfalls.
Comprehensive change management programs address human dimensions through transparent communication about transformation vision and benefits, stakeholder involvement in design and implementation, training developing necessary capabilities, and recognition systems rewarding adoption. Systematic data governance programs establish quality standards, management processes, and organizational accountability. Robust cybersecurity frameworks with defense-in-depth approaches, continuous monitoring, and incident response capabilities protect digital assets while enabling innovation. Book a strategy session to develop customized approaches addressing your specific transformation challenges and opportunities.
Future: Emerging Factory Trends and Technologies
The future of smart factory evolution promises even more transformative capabilities as emerging technologies mature and industry adoption accelerates. Understanding evolving trends enables manufacturers to make strategic technology investments positioning them for sustained competitive success in increasingly digital industrial landscapes where continuous innovation determines market leadership.
Autonomous and Self-Optimizing Operations
Future manufacturing will feature increasing autonomy where AI systems not only optimize within defined parameters but autonomously define objectives, discover strategies, implement improvements, and continuously evolve capabilities through reinforcement learning. Self-managing factories will approach or exceed human expertise across operational domains while operating continuously with consistent performance unaffected by fatigue, attention limitations, or skill variations enabling lights-out manufacturing at unprecedented scale and sophistication.
Generative AI and Automated Design
Generative AI will revolutionize product design, process planning, and operational optimization by automatically exploring vast solution spaces discovering novel approaches humans might never conceive. AI systems will generate optimal product designs satisfying complex constraints, create manufacturing process plans, develop maintenance strategies, and propose business model innovations—accelerating innovation cycles while expanding possibilities beyond traditional human-led approaches and enabling breakthrough solutions to complex manufacturing challenges.
Quantum Computing for Complex Optimization
Quantum computing promises breakthrough capabilities for solving complex optimization problems currently intractable with classical computers. Applications include production scheduling across global manufacturing networks, supply chain optimization balancing countless variables and constraints, material science simulations discovering novel materials, and financial modeling for strategic decision-making. While still emerging, quantum computing will eventually enable optimization sophistication orders of magnitude beyond current capabilities fundamentally expanding what's possible in manufacturing planning and execution.
Sustainable and Circular Manufacturing
Smart factory technologies will enable circular economy business models where products are designed for disassembly, materials are tracked throughout lifecycles, remanufacturing becomes economically viable, and environmental impacts are comprehensively measured and optimized. AI will balance complex trade-offs between cost, performance, and sustainability. Digital product passports on blockchain will provide complete transparency enabling material recovery and recycling. Carbon-neutral manufacturing will become competitive requirement driven by regulatory mandates, customer expectations, and investor requirements rather than optional enhancement.
Organizations maintaining strategic focus on emerging technologies and continuous capability development position themselves to capitalize on evolving opportunities while building enduring competitive advantages through technology leadership and organizational learning.
Emerging Smart Factory Trends Shaping Manufacturing:
- Autonomous Operations: Self-optimizing systems with minimal human intervention
- Generative AI: Automated design, planning, and decision-making breakthroughs
- Quantum Computing: Breakthrough optimization of complex problems at scale
- Circular Manufacturing: Sustainable production with material recovery and reuse
- 6G Connectivity: Ultra-low latency enabling coordinated automation
- Advanced Robotics: Sophisticated human-robot collaboration and autonomy
- Extended Reality: Immersive interfaces for design, training, and operations
- Neuromorphic Computing: Brain-inspired computing for edge AI applications
Conclusion: Embrace Smart Factory Trends for Competitive Leadership
Smart factory trends powered by artificial intelligence represent essential evolution for manufacturers seeking to thrive in technology-driven markets where operational excellence, innovation velocity, flexibility, and sustainability determine competitive success. The convergence of AI, IoT, digital twins, advanced automation, and analytics creates manufacturing capabilities that fundamentally surpass traditional approaches in productivity, quality, adaptability, and strategic value creation.
Success requires comprehensive strategies encompassing technology deployment, process optimization, organizational capability development, and cultural evolution guided by clear vision and systematic execution. Manufacturers who embrace emerging trends strategically while building organizational capabilities to leverage new technologies position themselves as industry leaders capable of adapting to market disruptions, capturing opportunities, and sustaining competitive advantages through continuous innovation and operational excellence.
Partnering with experienced technology providers like iFactoryapp accelerates smart factory transformation through proven platforms, implementation expertise, and ongoing support ensuring organizations realize full potential of emerging technologies. The combination of cutting-edge capabilities, industry knowledge, and dedicated partnership creates foundation for sustained success in increasingly dynamic and competitive manufacturing environments.
Try iFactoryapp free trial today! Experience firsthand how leading manufacturers worldwide are implementing smart factory trends to achieve remarkable improvements in productivity, quality, flexibility, and competitiveness. Our experts will work with you to assess opportunities, develop customized strategies, and guide implementation ensuring you capture full value from AI-powered smart manufacturing technologies. Begin your transformation journey toward manufacturing excellence and establish your organization as technology leader in your industry!
Frequently Asked Questions
What are the most important smart factory trends manufacturers should prioritize?
The most impactful smart factory trends vary by industry, business model, and operational context, but several technologies deliver value across most manufacturing environments. Artificial intelligence and machine learning provide intelligence enabling predictive maintenance, quality control, process optimization, and autonomous decision-making that differentiate smart factories from basic automation. Industrial IoT connectivity creates comprehensive operational visibility and data foundation supporting analytics and optimization. Digital twins enable virtual testing, scenario simulation, and predictive optimization reducing risk and accelerating innovation. Predictive analytics transform reactive management to proactive optimization addressing issues before they impact operations. Advanced robotics and collaborative automation handle tasks exceeding human capabilities while working safely alongside human workers. Cloud computing provides scalable infrastructure for data storage, analytics, and collaboration. Edge computing enables real-time processing with minimal latency for time-critical applications. Manufacturers should prioritize trends addressing their specific pain points and strategic priorities—quality challenges suggest computer vision and predictive quality, downtime concerns indicate predictive maintenance, flexibility needs point toward AI scheduling and flexible automation. Starting with highest-impact applications delivers quick wins demonstrating value while building capabilities for broader transformation.
How long does smart factory implementation take and what are typical costs?
Implementation timelines and costs vary significantly based on organizational size, current technology maturity, transformation scope, and ambition level. Focused pilot programs addressing specific high-value applications can deliver results within 4-6 months with investments of $150,000-$500,000, providing quick wins demonstrating benefits and building organizational support. Comprehensive facility-level transformation typically requires 18-30 months and $5-15 million investment covering IoT infrastructure, edge computing devices, AI platforms, digital twin software, system integration, cybersecurity, training, and change management. Enterprise-wide transformation across multiple facilities may span 3-5 years with investments of $25-150 million depending on scale and complexity. However, phased approaches enable continuous value realization throughout implementation rather than requiring complete deployment before benefits begin. Most manufacturers achieve positive ROI within 18-30 months through productivity improvements, quality enhancements, cost reductions, and increased flexibility. Platforms like iFactoryapp reduce costs and accelerate timelines through proven solutions, pre-built integrations, configurable capabilities, and implementation expertise. Starting with pilot programs on highest-ROI applications builds business cases and capabilities for broader transformation while delivering near-term value demonstrating technology effectiveness and organizational readiness.
What are the biggest challenges in smart factory transformation and how can they be addressed?
Primary transformation challenges include legacy system integration complexity, skills gaps and talent shortages, data quality and governance issues, investment justification, organizational change resistance, and cybersecurity risks. Successful organizations address these through comprehensive strategies combining technology, process, organizational, and cultural interventions. Phased implementation starting with focused pilots demonstrates quick wins building support for broader initiatives while validating approaches before large commitments. Executive sponsorship and visible leadership commitment signal organizational priority and sustain momentum. Cross-functional transformation teams combine technology expertise with operational knowledge and change management skills. Partnerships with experienced providers like iFactoryapp access external capabilities, proven platforms, and implementation methodologies. Comprehensive change management addresses human dimensions through transparent communication, stakeholder involvement, training, and recognition systems. Systematic data governance establishes quality standards, management processes, and accountability. Robust cybersecurity frameworks with defense-in-depth approaches, continuous monitoring, and incident response capabilities protect digital assets. Organizations investing adequately in people, process, and cultural dimensions alongside technology achieve significantly better outcomes than those treating transformation as purely technical exercise. Success requires sustained commitment, adequate resources, realistic expectations, and willingness to learn and adapt based on experience throughout transformation journey.
How does smart factory transformation impact manufacturing workforce and what skills are needed?
Smart factory transformation fundamentally changes workforce composition, required skills, and work processes while generally upgrading rather than eliminating employment. Automation handles dangerous, repetitive, and precision-intensive tasks enabling workforce focus on higher-value activities requiring uniquely human capabilities like complex problem-solving, creativity, strategic thinking, and interpersonal skills. New roles emerge including data scientists, AI specialists, IoT engineers, digital twin developers, automation technicians, and transformation leaders—typically offering better compensation and career advancement than traditional positions. Existing roles evolve requiring digital literacy for interpreting analytics, collaboration skills for cross-functional teams, adaptability for rapid change, and systems thinking for understanding interconnected technologies. Organizations address skill gaps through comprehensive training programs developing existing workforce capabilities, strategic hiring bringing specialized expertise, partnerships with universities creating talent pipelines, and collaboration with technology providers accessing external capabilities. Successful transformation typically upgrades workforce toward higher-skill, better-compensated roles while addressing unfillable positions and labor shortages rather than displacing workers. However, success requires significant investment in training, career development, and change management ensuring workforce evolution accompanies technology deployment and creating organizational cultures embracing continuous learning and adaptation.
What is the future direction of smart factory evolution and how should companies prepare?
Future smart factory evolution will feature autonomous operations with self-optimizing systems, generative AI automating design and decision-making, quantum computing solving complex optimization problems, sustainable and circular manufacturing models, 6G connectivity enabling coordinated automation, advanced robotics with sophisticated autonomy, extended reality for immersive interfaces, and neuromorphic computing for edge applications. Manufacturers should prepare by establishing smart factory transformation as strategic priority with board-level commitment and adequate long-term resources, building foundational capabilities in data infrastructure, AI/analytics, connectivity, and cloud platforms, developing organizational cultures encouraging experimentation and continuous learning, creating strategic partnerships with technology providers and ecosystem participants, monitoring emerging technologies through innovation programs and industry collaboration, investing continuously in workforce development emphasizing digital skills and adaptability, and maintaining strategic flexibility to adjust transformation roadmaps as technologies mature. Organizations should view smart factory evolution as continuous journey rather than one-time project, recognizing that technology advancement, competitive dynamics, and market expectations require ongoing capability development and strategic adaptation. Those treating transformation as sustained commitment to technology leadership and organizational learning position themselves to capitalize on emerging opportunities while building enduring competitive advantages through accumulated expertise and adaptive cultures. Starting transformation journey today is essential as delays allow competitors to build widening advantages that become increasingly difficult to overcome.
Begin Your Smart Factory Transformation Journey
Join leading manufacturers worldwide leveraging iFactoryapp to implement cutting-edge smart factory technologies that deliver measurable improvements in productivity, quality, flexibility, and competitive positioning through proven AI-powered solutions.
Book a Demo Contact Support