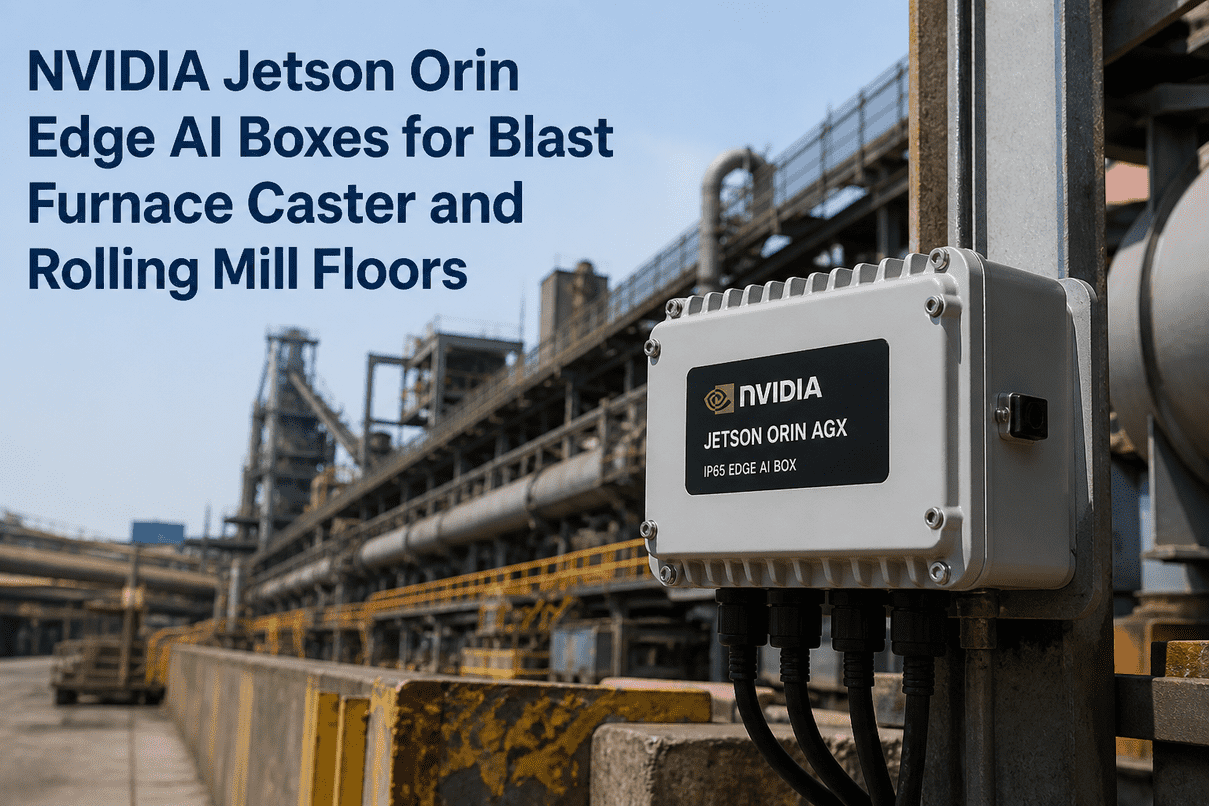
The mill floor is the worst place on earth to put a server. Ambient near a tuyere peephole hits 60–70 °C even with cooling. A continuous caster vibrates roll stands at 5–10 mm/s RMS. A hot strip mill throws scale, oil mist, and water at every camera within 2 metres of the line. Yet that is exactly where the AI inference has to run — because by the time a defect frame travels to a control room rack, the slab is 80 metres further down the runout table and a coil is on the way to a customer with a slivers reject. iFactory ships Jetson Orin AGX 64GB edge boxes in IP65, heat-rated, vibration-dampened housings — pre-loaded with YOLO defect models, MobileNet classifiers, and LSTM-tiny vibration networks — and our engineers fly in to mount them, cable them to the cameras, hook them into your PLC and historian, and hand over operator training. Power and Ethernet from your side. Six to twelve weeks from PO to a live edge AI box at the tuyere, the caster, the mill stand, and the conveyor.
Jetson Orin AGX Edge AI Boxes
for Blast Furnace, Caster & Rolling Mill Floors
Sub-50 ms YOLO defect vision, vibration LSTM, and thermal AI running in ruggedized housings rated for tuyere-zone heat, caster vibration, and mill-stand water spray. Pre-trained on steel. Pre-cabled. Pre-zoned to IEC 62443. Owned by you outright.
A Sliver Defect Travels 80 Metres in 2 Seconds. Your Network Doesn't.
Hot rolling lines run at 18–25 m/s. By the time a 1080p frame reaches a control-room GPU, gets inferenced, and a stop signal arrives back at the shear, the defective coil is already cut. Edge inference at the camera collapses that loop. Talk to our deployment engineers about your line speed.
The math. A 250 ms control-room loop means a defect verdict arrives 5 m too late on a 20 m/s strip. That is the difference between a kerf-cut reject and a coil scrap.
Mill-Floor Reality Beats Datasheet Specs Every Time
A standard fanless Jetson box is rated 0–50 °C. A blast furnace cast house in summer pushes 60 °C ambient, with radiant load that can shift surface temperature 15 °C higher. Our enclosure spec sheet was written by people who learned the hard way.
| Mill Zone | Ambient | Radiant Risk | Vibration | Particulate / Wet | iFactory Enclosure |
|---|---|---|---|---|---|
| Tuyere peephole / cast house | 55–70 °C | High | Low | Coke dust, hot fume | IP65 + reflective shield + 70 °C derate |
| Continuous caster strand | 45–55 °C | Medium | 5–10 mm/s RMS | Steam, scale | IP65 + AR shock mounts + steam-purged window |
| Roughing & finishing mill stand | 40–55 °C | High pulses | 2–6 mm/s RMS | Oil mist, water spray, scale | IP65 + air-cooled jacket + scale-resistant viewport |
| Runout table / coiler | 35–50 °C | Low | 1–3 mm/s | Water, descale spray | IP65 + drip shield + heated viewport |
| Conveyor / charging line | 20–45 °C | Low | Low | Iron-ore dust, fines | IP65 + filtered intake + auto-purge |
Pick the Module That Matches the Camera Count
Two Jetson Orin tiers cover 95% of mill-floor workloads. We size every box to the number of streams, the model used, and the latency budget — and we do it before the PO is signed, not after install.
- 1–2 camera streams (2K)
- YOLOv8-s or MobileNetV3
- Vibration LSTM-tiny (4 channels)
- 15–25 W power draw
- Ideal: single mill stand, single tuyere, single conveyor
- 4–8 camera streams (4K)
- YOLOv8-x, segmentation, multi-model ensemble
- Thermal CNN + vibration LSTM concurrently
- 30–60 W power draw
- Ideal: caster strand, full mill stand, blast furnace tuyere ring
Three Networks. One Box. Trained on Steel.
Every iFactory edge box ships with three model heads already running. They are pre-trained on a steel-domain dataset and re-tune on your line in 7–14 days using a labelled batch from your historian.
Slivers, scabs, edge cracks, scale rolling, holes, dents, seams — 12+ defect classes out of the box on hot strip and cold strip surfaces. 22 ms per 1080p frame on AGX.
Coil-end stamping, slab brand verification, charge-material classification, PPE compliance at the cast house. Lightweight, 6 ms per frame, runs alongside YOLO without contention.
Roll-stand bearing degradation, caster oscillation drift, tuyere blow-pipe thermal anomaly. Reads from accelerometer or pyrometer streams, predicts failure 7–30 days ahead.
Open The Crate. Bolt It. Plug In Power And Ethernet.
Every Jetson edge unit is built, burn-in tested, and pre-cabled at our facility before it ships. Hardware, models, vision SDK, and your specific defect taxonomy are all loaded before the truck leaves.
NX 16GB or AGX 64GB, sized to your camera count and model load.
IP65, fanless or actively-cooled jacket, reflective shielding for tuyere zones.
YOLO defect, MobileNet classifier, LSTM-tiny vibration — all in TensorRT.
GMSL2 cameras, IR pyrometer, 3-axis accelerometer — calibrated to your line.
Siemens, ABB, Rockwell, Honeywell via OPC-UA, Modbus TCP, or direct.
Our engineers mount, cable, commission, and train your operators on day one.
A Conversation With The Mill Stand
Every iFactory Jetson box reports into your on-site plant copilot LLM (running on the iFactory data center node, not in the cloud). Operators ask in natural language, the LLM queries the edge boxes, and answers come back with the data — and the action.
The same investigation without a copilot: 3 SCADA tabs, a phone call to the lab, a manual MRO entry, and a 40-minute write-up. The edge box already had the answer at 06:14.
From Purchase Order To A Live Edge Box At The Tuyere
A typical Jetson edge deployment lands in 6–12 weeks. Anywhere in the US, EU, India, or APAC. Here is the rhythm.
Remote walkthrough. Camera count, model fit, enclosure spec, network plan. Hardware build kicks off.
Boxes assembled. Models pre-loaded. Defect taxonomy fine-tuned on your historical images. Burn-in tested.
Engineers mount the box, run cabling, integrate PLC/SCADA, calibrate cameras, validate the IEC 62443 zone.
Live-line model fine-tuning, advisory-to-closed-loop transition, operator training, full ownership transfer.
Two Items From You. Everything Else From Us.
- Power — 100–240 V, 1-phase, 5 A circuit at the install location
- Ethernet — one CAT6 drop into your OT network (firewalled, audit-logged)
- Jetson hardware, IP65 housing, mount, cable kit
- YOLO + MobileNet + LSTM models — pre-trained on steel
- GMSL camera, IR pyrometer, accelerometer install
- PLC / SCADA / DCS / historian integration
- IEC 62443 zone configuration
- Live-line tuning of defect taxonomy
- Operator + MES engineer training
- Year-one remote monitoring & model retraining
Hard Outcomes From Live Mill Deployments
Indicative ranges from in-production iFactory Jetson edge installations across hot rolling, continuous casting, and blast furnace cast houses. Specific to your line in the proposal.
What Mill Engineers Ask Before Issuing A PO
The Jetson module sits in a sealed enclosure with thermal management (heat sink + filtered air-cooled jacket where ambient exceeds 50 °C), AR shock mounts for vibration, and a scale-resistant viewport over the camera optics. We size the cooling to your worst-case ambient, not the datasheet number.
No — the model ships pre-trained on a steel surface dataset covering 12+ classes. We fine-tune it on a labelled batch from your historian during weeks 9–12, which typically lifts mAP by 6–11 points on your specific defect signatures.
Just cabling. The Jetson box is the inference engine — it talks to your existing OT network and reports up to your iFactory plant copilot node (or your MES, your call). No new control room. No new server room. Talk to a deployment engineer if you want a network sketch first.
The box keeps running. You own the hardware, the models, the trained weights, and every byte of inference data. Renew support & model retraining annually, run it in-house, or mix both. There is no kill switch and no recurring license.
Yes. Most mills run it in advisory mode beside a legacy SIS for the first 4–8 weeks, comparing alarms head-to-head before transitioning. The two systems coexist on the OT network — the Jetson box just sees the camera feed in parallel.
Edge inference and the on-site copilot mean no defect images, no vibration signatures, and no historian reads ever leave the plant. Both India CERT-In and EU NIS2 audits have been passed on iFactory installations using this exact pattern.
Send Us Your Camera Count. Get A Fixed-Price Proposal.
Tell us your mill zones, line speed, defect classes that matter, and target install date. We come back inside 5 business days with a written proposal — hardware, IP65 housings, pre-trained models, on-site cabling and PLC integration, operator training, and year-one support — at a single one-time price.