Cement plants operate the most brutal equipment in manufacturing. Rotary kilns running at 1,450°C with 200-ton shells rotating on trunnion bearings. Ball mills grinding clinker with 300 tons of steel media at 15-17 RPM generating vibration levels that destroy standard industrial sensors in months. Jaw crushers processing 2,000+ tons per hour of limestone with impact forces that crack foundations. Clinker coolers operating in 800°C dust-laden atmospheres where standard electronics last weeks, not years. A single rotary kiln shutdown costs $100K-$500K per day in lost production — and unplanned kiln stops cascade through the entire plant, halting raw mills, finish mills, and cement dispatch simultaneously. In twenty years of designing monitoring systems for cement facilities, I've seen the same pattern: plants commission world-class equipment, then bolt on sensors as an afterthought using consumer-grade accelerometers and unshielded cables that fail within the first monsoon season. The data that does survive is noisy, intermittent, and useless for prediction. We design predictive maintenance infrastructure into cement greenfield plants from the ground up — specifying sensors rated for cement environments (IP68, ATEX, 200°C+), hardened cabling in steel conduit, and edge analytics tuned to each equipment category — so every critical asset is monitored from commissioning day. Book a Demo
Why Cement Plants Destroy Afterthought Sensors
Cement dust is abrasive (calcium silicate), hygroscopic (absorbs moisture and cakes), and conductive when wet. Standard sensors with ventilation slots clog within weeks. Cable connectors corrode. Optical sensors blind. Junction boxes fill with cement paste during monsoon. Every sensor, cable, and enclosure must be IP67/IP68 sealed with no external ventilation — purged or hermetically sealed only.
Kiln shell surface temperatures reach 250-400°C. Preheater tower ambient exceeds 80°C. Clinker cooler areas sustain 60-80°C ambient continuously. Standard accelerometers (rated to 85°C) fail within months. Standard cables melt or embrittle. Sensors must be rated 150-200°C minimum, with high-temperature cables (silicone or PTFE jacketed) and heat shields where radiant exposure exceeds 100°C.
Ball mills generate 15-50 mm/s RMS vibration — 10-30x higher than typical industrial equipment. Crushers produce impact shocks exceeding 50g. Standard sensor mounts fatigue-crack. Cable strain reliefs fail. Junction box screws vibrate loose. Every mounting must be stud-welded (not adhesive), every cable must have anti-vibration strain relief, and every junction box must use lock-wired connections.
Many critical sensors are inside the kiln, on mill trunnion bearings, or in clinker cooler compartments — inaccessible during operation. Sensor failure between shutdowns means months without data. Every sensor in an inaccessible location must have a redundant backup, and every cable route must be designed for replacement without production interruption.
Building a new cement plant? Book a demo to see how we design PdM infrastructure that survives cement environments and delivers reliable data from commissioning through decades of operation.
Equipment Failure Mode Catalog
| Component | Failure Mode | Detection Method | Lead Time | Sensor Spec |
|---|---|---|---|---|
| Shell | Hot spot, refractory loss, ovality | IR scanner array (full circumference) | Days to weeks | IR pyrometer array, 360° coverage, 0-500°C, ±2°C |
| Trunnion Bearing | Wear, misalignment, lubrication failure | Vibration + temperature + oil analysis | 4-8 weeks | 200°C rated accelerometer, PT100, inline oil particle counter |
| Girth Gear / Pinion | Tooth wear, pitting, misalignment | Vibration at gear mesh frequency; oil debris | 4-12 weeks | Low-frequency accelerometer (0.5-2 kHz); gear mesh analysis |
| Main Drive Motor | Winding insulation, bearing wear | MCSA + vibration + temperature | 2-6 weeks | Current transducer per phase; accelerometer on DE/NDE bearings |
| Kiln Roller | Surface wear, thrust migration | Shell position measurement; roller temperature | Weeks to months | Proximity probe; surface pyrometer; axial position sensor |
| Component | Failure Mode | Detection Method | Lead Time | Sensor Spec |
|---|---|---|---|---|
| Trunnion Bearing | White metal wear, lubrication film breakdown | Vibration (low-frequency) + shell temperature + oil viscosity | 4-8 weeks | 150°C accelerometer; RTD embedded in bearing shell; oil viscosity sensor |
| Mill Gearbox | Gear tooth pitting, bearing cage failure | Vibration at gear mesh harmonics; oil debris monitoring | 4-12 weeks | Triaxial accelerometer on gearbox casing; inline particle counter |
| Diaphragm / Liner | Wear, slot blockage, bolt failure | Mill sound analysis (acoustic); power draw trend | 2-4 weeks | External microphone array; mill motor power analyzer |
| Separator | Rotor imbalance, bearing wear, seal leakage | Vibration + current + differential pressure | 2-6 weeks | Accelerometer on bearing housing; DP transmitter across separator |
| Component | Failure Mode | Detection Method | Lead Time | Sensor Spec |
|---|---|---|---|---|
| Crusher Jaw/Cone | Liner wear, toggle plate fatigue, bearing failure | Vibration + hydraulic pressure + liner thickness | 2-4 weeks | Shock-rated accelerometer (500g); ultrasonic liner thickness gauge |
| Crusher Motor | Overload, bearing wear, alignment drift | Current signature + vibration + temperature | 2-6 weeks | Hall-effect current sensor; 150°C accelerometer; RTD |
| Cooler Grate Plates | Warping, wear-through, clinker spillage | Undergrate temperature mapping; pressure differential | Days to weeks | Thermocouple array (K-type, 1,000°C); DP transmitter per compartment |
| Cooler Fans | Bearing wear, impeller erosion, duct leakage | Vibration + bearing temperature + airflow | 2-8 weeks | 200°C accelerometer; RTD; pitot tube or thermal anemometer |
| Bucket Elevator | Chain elongation, bucket loss, head shaft bearing | Chain speed vs motor speed (slip); vibration at head shaft | 1-4 weeks | Proximity sensor (chain speed); accelerometer on head shaft bearing |
Extreme Environment Sensor Hardening
Need sensor specs that survive cement dust, heat, and vibration? Book a demo to see our cement-hardened PdM architecture designed for 20+ years of reliable operation in the harshest industrial environments.
Edge Analytics by Equipment Category
Rotary Kiln AI
IR scanner data processed every rotation (3-5 RPM). Shell temperature mapped to refractory thickness model. Hot spots classified: coating loss vs refractory failure vs shell deformation. Trunnion bearing vibration envelope analysis at BPFI/BPFO frequencies. Girth gear mesh frequency tracking with backlash estimation. Kiln drive motor MCSA for rotor bar and winding health. All models trained on kiln-specific physics — not generic vibration templates.
Ball Mill AI
Mill sound analysis: microphone array outside mill shell detects ball charge level (fill ratio), liner wear pattern, and diaphragm slot blockage. Trunnion bearing vibration at sub-synchronous frequencies (0.4-0.5× shaft speed for white metal instability). Gearbox gear mesh harmonics tracked cycle-by-cycle. Power draw normalized to feed rate for grinding efficiency degradation detection. Separator vibration spectrum for rotor imbalance and bearing defect.
Crusher AI
Impact pattern analysis from shock-rated accelerometers. Hydraulic pressure signature during jaw closure for liner wear progression. Toggle plate fatigue detection via strain gauge cycling. Motor current signature correlated with feed material hardness for overload prediction. Liner thickness regression model based on cumulative tonnage and material abrasion index — predicts change-out date 2-4 weeks ahead.
Clinker Cooler AI
Undergrate thermocouple array analyzed for clinker distribution uniformity and grate plate wear. Temperature asymmetry detection for snowman formation and red river events. Fan bearing vibration tracked per compartment. Differential pressure across grate sections for airflow distribution optimization. Grate drive hydraulic pressure trending for mechanical wear. All correlated with kiln operation parameters for integrated process-PdM intelligence.
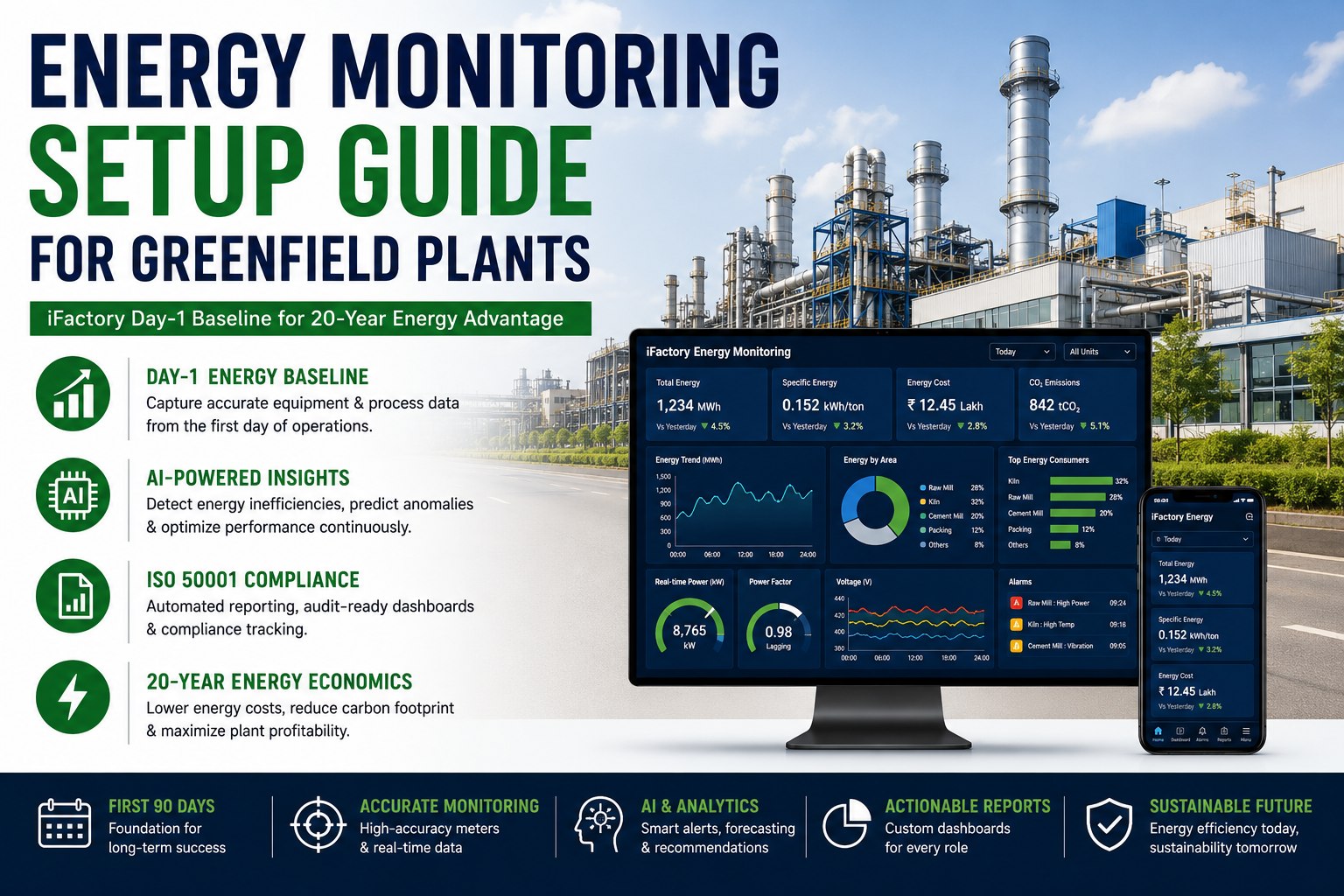
DCS & CMMS Integration
Key Benefits & ROI
Your Kiln Is Worth $100K-$500K Per Day. Monitor It Like It.
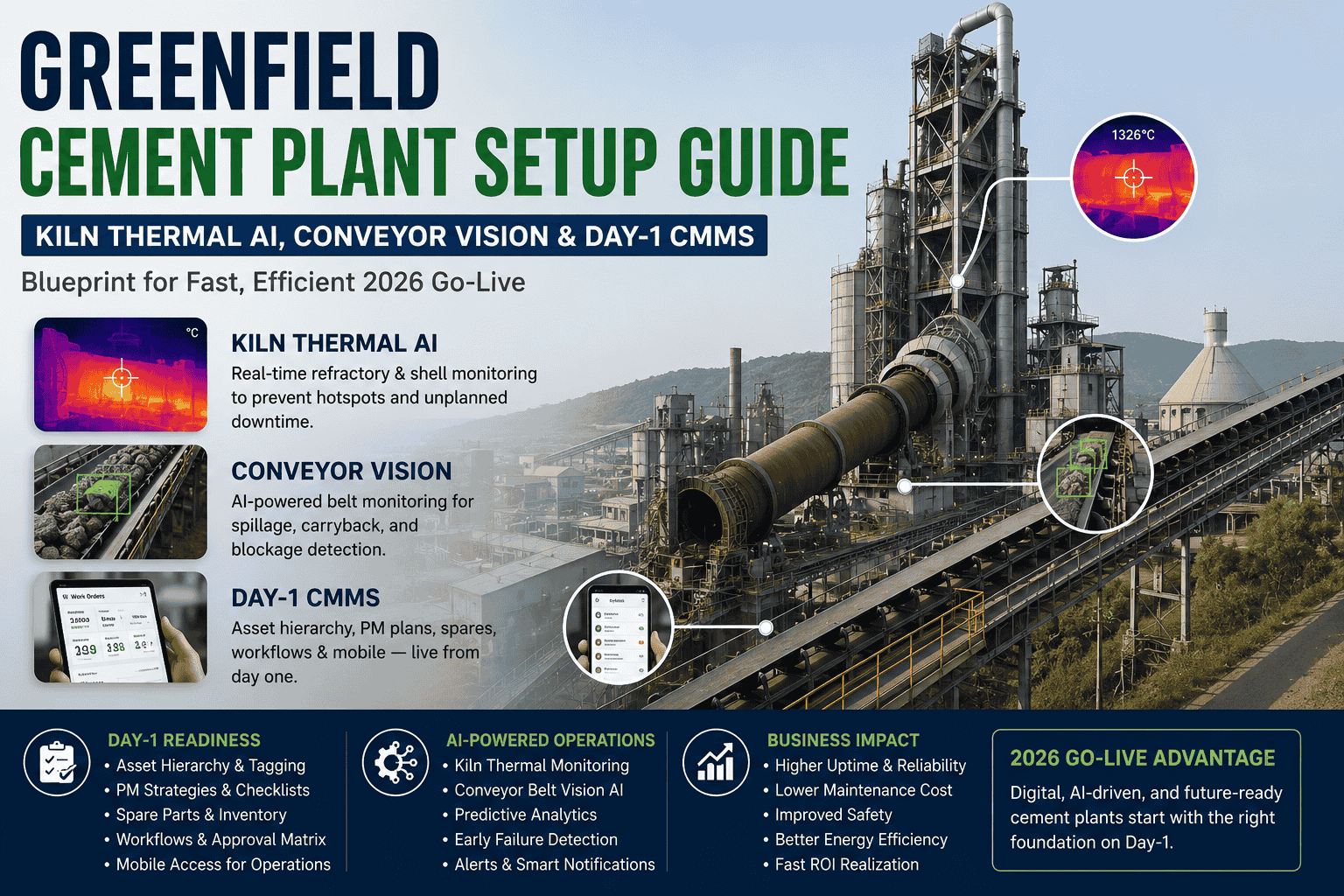
iFactory designs predictive maintenance infrastructure for cement greenfield plants — kiln IR scanners, mill vibration, crusher health, cooler analytics — hardened for cement environments and operational from commissioning day.
Frequently Asked Questions
Design It In. Don't Bolt It On After the First Kiln Stop.
Retrofit PdM in cement plants costs 3-5x more and delivers compromised data from sensors that weren't designed for the environment. Greenfield PdM is specified in equipment purchase orders and operational from commissioning.