Your cement plant already has cameras. Dozens of them — mounted on walls, pointed at conveyors, overlooking the kiln area, watching the packing line. But here's the uncomfortable reality: those cameras are just recording. Nobody watches 90% of that footage until after something breaks, someone gets hurt, or production grinds to a halt. The footage exists. The intelligence doesn't. An AI vision system changes that equation entirely. It turns every existing camera into an intelligent monitor that detects equipment anomalies, safety violations, material flow problems, and process deviations in real time — 86,400 seconds per day, without a single person staring at a screen.
Cement Plant Vision Intelligence
Your Cameras Record Everything. Your AI Should Be Watching Everything.
AI vision that transforms existing camera infrastructure into a 24/7 monitoring system for equipment health, worker safety, material flow, and process compliance
95%+
Detection accuracy in cement dust conditions
79%
Of cement fatalities trace to just 3 cause categories
300:1
Near-misses per serious injury — most go unreported
Three Problems, One System: What AI Vision Solves in Cement Plants
Most plants think of cameras as either security tools or safety tools. AI vision dissolves that boundary. A single camera network — often the one you already have — simultaneously monitors equipment condition, worker safety, and material flow, generating actionable alerts across all three domains.
Conveyor Belt Health
Surface cracks, tears, misalignment, splice degradation, and material buildup detected at full belt speed
Kiln Shell Hotspots
Thermal cameras detect refractory brick loss as heat patterns on the kiln shell — weeks before burn-through
Chute & Transfer Point Blockage
Material buildup inside chutes detected before it causes jams, belt damage, or complete transfer failure
Crusher Feed Monitoring
Oversized rocks and tramp metal identified on the feed belt before they reach the crusher and cause damage
PPE Compliance
Hard hats, safety vests, goggles, gloves, and harnesses verified in real time — zone-specific requirements enforced automatically
Restricted Zone Intrusion
Workers entering hazard zones without authorization detected instantly — kiln area, confined spaces, active maintenance zones
Fall Risk Detection
Workers at height without proper harness usage flagged immediately — falls are the leading cause of cement plant fatalities
Near-Miss Capture
Unsafe behaviors and close calls auto-logged as near-miss reports without requiring worker intervention
Spillage & Carryback
Material falling off conveyors or carried back on return belts detected before it creates cleanup costs and safety hazards
Feed Rate Monitoring
Visual analysis of material flow rate and consistency at crusher feed, raw mill entry, and kiln feed points
Stockpile Level Tracking
Automated monitoring of raw material and clinker stockpile levels for inventory management and production planning
Dust Emission Detection
Fugitive dust plumes at transfer points, haul roads, and storage areas quantified by severity for environmental compliance
One camera network. Three domains. Zero additional hardware for most plants. See what AI sees in your plant.
Where to Deploy: The 8 Highest-ROI Camera Positions
Not every corner of a cement plant needs an AI camera. The highest return comes from targeting equipment and zones that cause the most unplanned downtime, safety incidents, and compliance exposure. Here are the positions that deliver the fastest payback.
01
Kiln Shell — Thermal Array
Refractory condition, hotspot detection, shell temperature anomalies
Kiln shutdown from refractory failure — $50K-$200K per event
02
Main Conveyor Lines
Belt surface, tracking, splice joints, material flow
Belt failure cascading to kiln feed interruption
03
Transfer Points & Chutes
Blockage, spillage, dust emissions, material buildup
Chute jams and fugitive dust compliance violations
04
Crusher Feed Zone
Oversized material, tramp metal, feed rate consistency
Crusher damage and unplanned liner changes
05
Clinker Cooler Discharge
Clinker temperature, material flow, conveyor thermal stress
Cooler inefficiency and downstream belt damage
06
Packing Line
Bag defects, fill accuracy, label compliance, conveyor health
Product quality issues and dispatch delays
07
Confined Space Entries
Worker presence, PPE verification, entry/exit logging
Confined space fatalities — the most lethal cement plant hazard
08
Elevated Work Areas
Harness usage, fall protection compliance, worker behavior
Fall incidents — the #1 cause of cement plant fatalities
How AI Vision Works in the Harshest Conditions on Earth
The number one question plant engineers ask: "How does this work in our dust?" Cement plants generate massive particulate matter that can obscure standard camera lenses within hours. AI vision systems built for cement solve this at every layer.
Hardware
Industrial-Grade Cameras
Visible and thermal cameras in IP67+ housings with positive-pressure air filtration. Automated wiper and air-blast cleaning cycles. Rated for temperatures exceeding 200°C near kiln zones. Most deployments leverage existing camera infrastructure — new cameras added only at high-value gap positions.
Edge AI
On-Site Processing
Edge compute units process video frames in real time on-site. Deep learning models trained specifically on cement plant conditions — dust, heat shimmer, vibration, low visibility — deliver accurate detection without cloud latency. All data stays on your network.
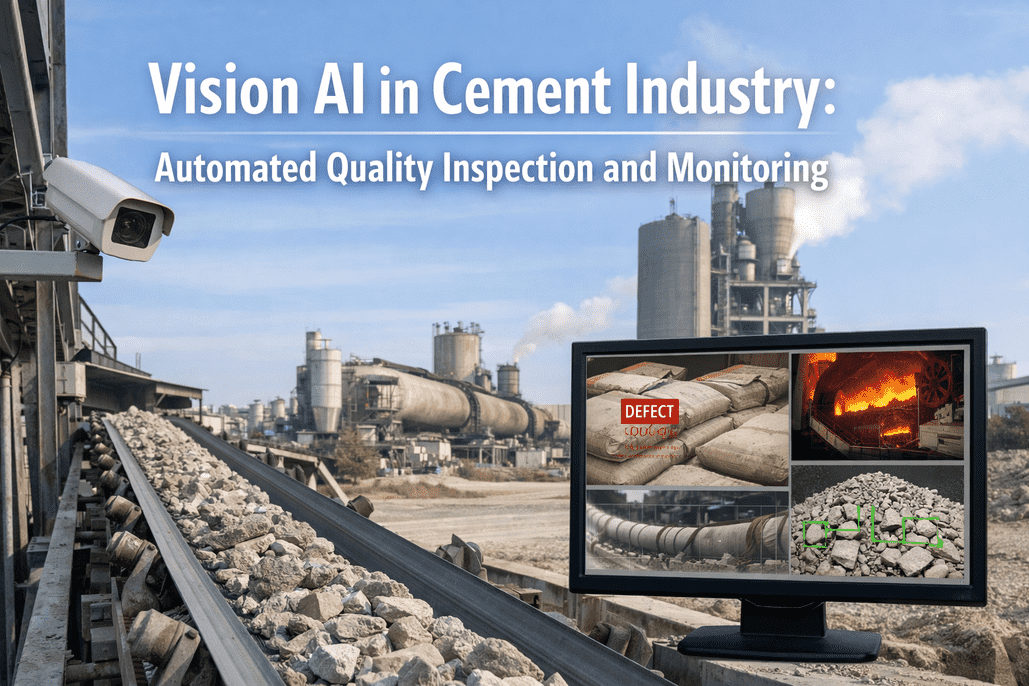
Detection
Multi-Domain Analysis
Each video frame is analyzed simultaneously for equipment anomalies, safety violations, and material flow issues. A single camera covering a conveyor line can detect belt wear, PPE non-compliance, and material spillage in the same frame.
Action
Instant Alerts & Work Orders
Critical detections trigger instant mobile alerts to the right person. Equipment anomalies auto-generate maintenance work orders in your CMMS. Safety violations create near-miss reports. Dust events generate compliance documentation — all without human data entry.
Your Cameras Are Already Installed. The AI Is What's Missing.
iFactory turns your existing camera infrastructure into an intelligent monitoring system — integrated with your CMMS, safety dashboard, and compliance workflows. Most plants go live within a single production shift.
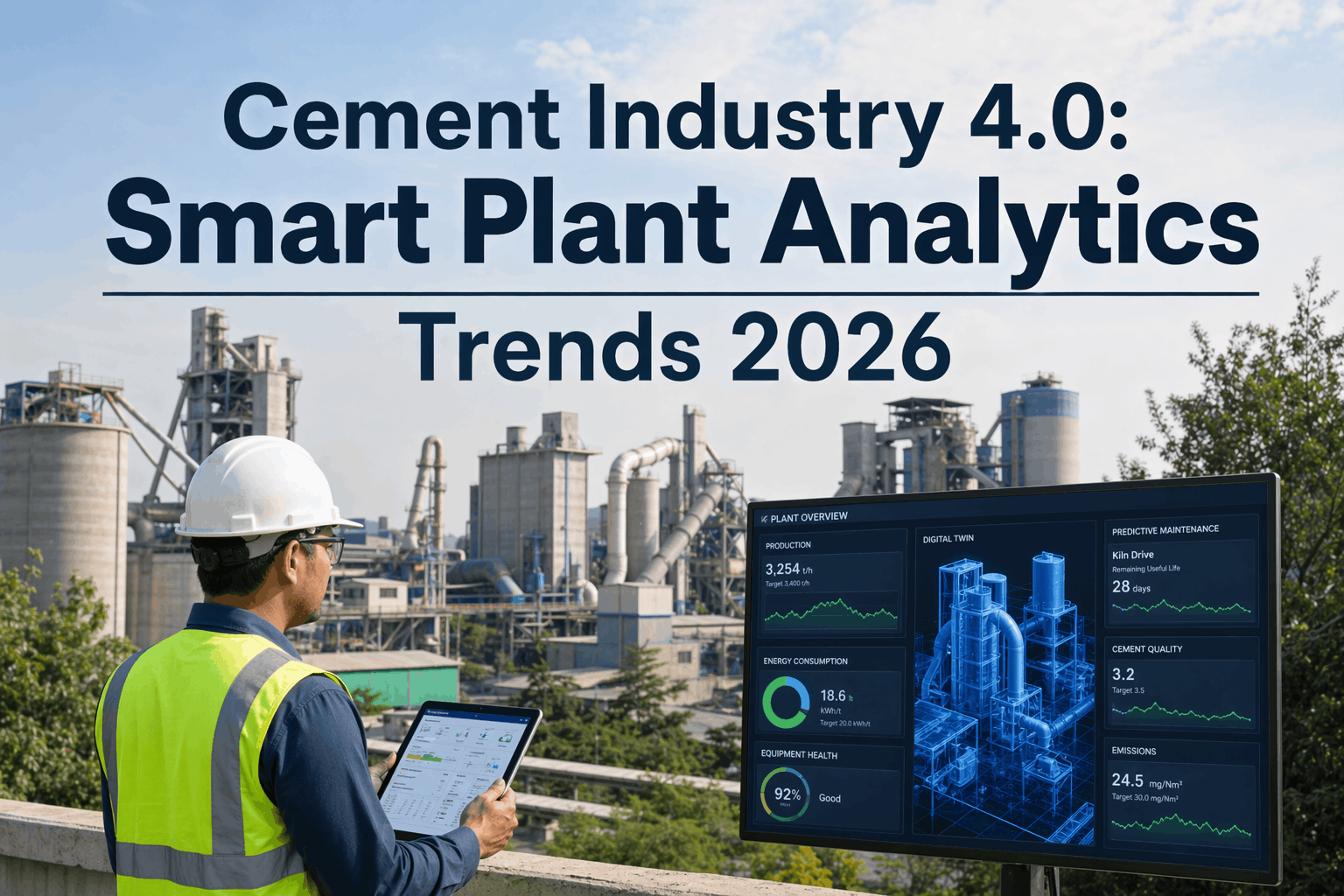
The Centralized AI Dashboard: Equipment, Safety, and Compliance in One View
Plant managers, maintenance leads, and safety officers each need different views of the same data. The AI dashboard adapts to each role while maintaining a single source of truth across the entire plant.
Plant-wide equipment health scores across all zones
Today's safety observations vs targets
Active AI alerts ranked by production impact
Compliance status: dust emissions, PPE, permits
Equipment anomalies with time-to-failure predictions
Auto-generated work orders with photo evidence
Historical degradation trends per asset
Spare parts triggered by AI predictions
Live PPE compliance rate by zone and shift
Restricted zone intrusion events with timestamps
Near-miss reports auto-generated from AI detections
Trend analytics identifying emerging risk patterns
Frequently Asked Questions
Can we use our existing cameras or do we need new ones?
Most deployments leverage existing camera infrastructure. AI processing happens at the edge via on-site compute units that analyze feeds from cameras you already have installed. Where additional coverage is needed — thermal monitoring near the kiln, high-resolution at the packing line — new industrial-grade cameras are added at specific high-value positions. The goal is to maximize return from your existing investment first.
How accurate is AI detection in heavy cement dust?
AI models trained specifically on cement plant visual conditions achieve 95%+ detection accuracy even in the dustiest zones. The system uses positive-pressure camera housings, automated cleaning cycles, and dual-mode thermal/visible imaging to maintain clear vision. AI algorithms compensate for dust, heat shimmer, and vibration — conditions that would compromise generic vision systems.
How does AI vision improve worker safety specifically?
AI continuously verifies PPE compliance, detects restricted zone intrusions, monitors fall protection at height, and auto-generates near-miss reports without requiring worker intervention. Research shows organizations using AI-based monitoring experience approximately 20% reduction in overall safety incidents. In cement plants, where 79% of fatalities trace to just three causes (mobile equipment, falls, caught-in machinery), continuous AI monitoring addresses all three.
What's the implementation timeline?
Initial deployment connects to existing cameras and goes live within a single production shift. Baseline detection begins immediately. Over weeks 2-4, AI models refine to your plant's specific conditions. By month 2, predictive alerts and auto-generated work orders are active. Full multi-domain monitoring with historical trending is typically operational within 6-8 weeks.
What ROI can we expect?
A single prevented kiln-feed conveyor failure can cover the entire monitoring investment. Plants implementing AI vision report 45-55% reduction in unplanned stops and 25-40% lower maintenance costs within the first year. On the safety side, reduced incident rates lower workers' compensation costs, regulatory fines, and production disruptions from safety stoppages. Most plants achieve full payback within 8-14 months.
Stop Recording. Start Seeing.
Your cameras are already watching. iFactory's AI makes them understand what they see — detecting equipment failures, safety violations, and material flow problems in real time, then turning every detection into action. One system. Every domain. Every second.