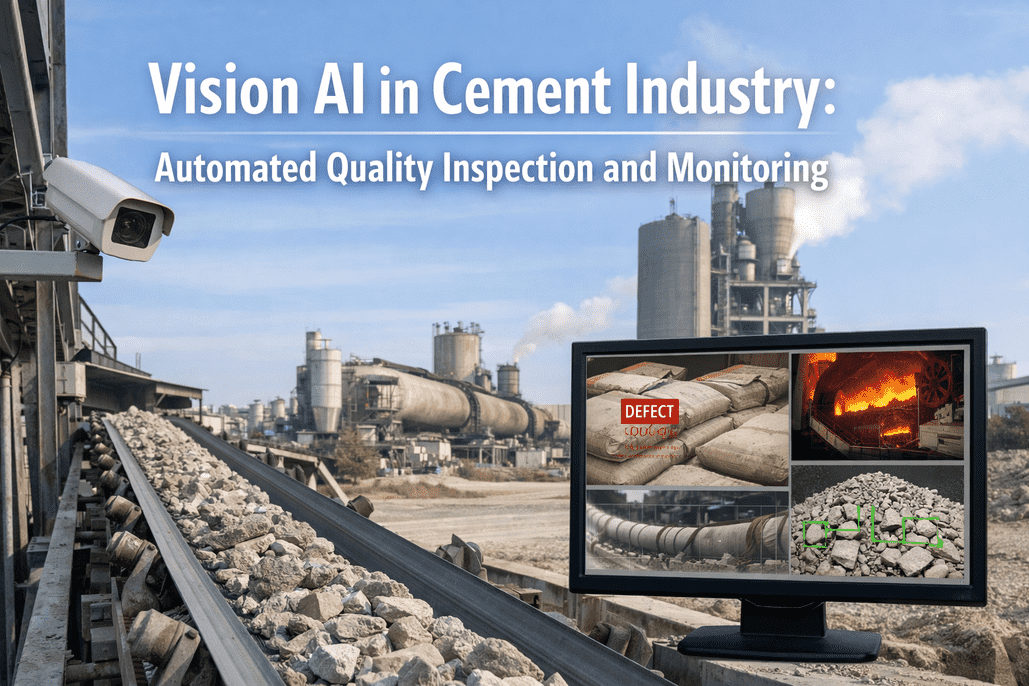
A single undetected defective cement bag can contaminate an entire pallet. A missed hot clinker fragment on a conveyor belt can trigger a fire that shuts down production for days. Human inspectors working 24/7 shifts catch roughly 80% of defects on average—and that number drops sharply with fatigue. Vision AI changes this equation entirely: AI-powered cameras running on edge devices now detect cracks, spills, misalignment, and thermal anomalies in under 200 milliseconds, operating around the clock without fatigue, bias, or breaks. With the AI vision inspection market growing from $32 billion in 2025 to an estimated $250 billion by 2035, cement manufacturers who delay adoption are not just missing efficiency gains—they are falling behind an industry that is rapidly going visual.
iFactory Vision AI
Every Defect Your Eyes Miss, AI Catches in Milliseconds.
Vision AI automates quality inspection, conveyor monitoring, kiln surveillance, and safety compliance across your entire cement plant—24/7, without fatigue.
$32B+
AI vision inspection market in 2025
99.7%
Defect detection accuracy with AI
60%
Faster inspection vs manual process
Sources: Precedence Research, Intel Market Research, Grand View Research
Why Human Inspection Fails in Cement Plants
Cement manufacturing is one of the harshest industrial environments on earth. Dust loads that coat every surface, temperatures exceeding 1,450°C inside the kiln, vibrations from rotating equipment, and 24/7 continuous production create conditions where human visual inspection is fundamentally unreliable. The issue is not inspector skill—it is the physical limits of human perception under sustained industrial stress.
Human Inspection vs. Vision AI in Cement Plants
Catches ~80% of defects; drops with fatigue
3-shift staffing required for 24/7 coverage
Cannot see thermal anomalies or micro-cracks
Subjective judgment varies inspector to inspector
No data trail for quality analytics or traceability
VS
99.7% detection accuracy, consistent 24/7
Always-on monitoring with zero fatigue
Thermal + visual + infrared multi-spectrum analysis
Objective, repeatable classification every time
Complete audit trail with timestamped defect data
6 High-Impact Vision AI Applications in Cement Manufacturing
Vision AI is not a single camera on a conveyor belt—it is an interconnected network of intelligent visual sensors deployed across the entire cement production chain. Each application addresses a specific operational pain point that costs cement plants millions annually in waste, downtime, or quality failures.
The Problem
Cracks, spills, dents, cuts, damaged edges, and printing failures on cement bags go undetected at production speed, contaminating pallets and triggering costly returns.
How Vision AI Solves It
High-resolution cameras mounted over conveyor belts capture every bag surface in real time. AI models trained on defect patterns detect cracks, spills, and print failures—triggering instant alerts or automated rejection.
95%
reduction in defective bags reaching pallets
The Problem
Kiln refractory linings degrade silently under extreme heat. Hotspots from thinning linings cause unplanned shutdowns, with each hour of kiln failure costing $50,000-$100,000 in lost production.
How Vision AI Solves It
Thermal imaging cameras continuously scan the kiln shell, detecting temperature anomalies that indicate refractory wear. AI correlates thermal patterns with lining thickness to predict failures weeks before they occur.
30%
longer refractory life through early detection
The Problem
Belt misalignment, hot clinker fragments, material spillage, and belt surface degradation cause fires, damage, and unplanned stoppages across the plant's conveyor network.
How Vision AI Solves It
Combined thermal and visual cameras monitor belt movement, detect misalignment and swaying, identify hot material on conveyors, and spot surface wear—all in real time with automated alarms.
Zero
conveyor fires with proactive hot-spot detection
The Problem
Inconsistent limestone and raw material sizing leads to uneven heating in the kiln, wasted grinding energy, crusher blockages, and variable clinker quality—all invisible to the human eye at production speed.
How Vision AI Solves It
AI-powered cameras analyze particle size distribution in real time, detecting oversized rocks before they clog crushers and monitoring gradation to optimize grinding parameters automatically.
Big Rock
detection prevents crusher jams and downtime
The Problem
Unstable flame shape, burner tip degradation, and "rhino horn" buildup inside the kiln affect combustion efficiency and clinker quality. Operators rely on periodic visual checks through viewports.
How Vision AI Solves It
High-temperature cameras capture continuous thermal and visible images of the combustion zone. AI tracks flame shape, luminosity, and temperature distribution to optimize burner settings and flag anomalies instantly.
Real-time
flame optimization for fuel efficiency and quality
The Problem
Cement plants operate with heavy machinery, extreme heat, and hazardous dust. Ensuring PPE compliance, restricted zone access, and worker safety across sprawling facilities is a constant challenge.
How Vision AI Solves It
AI-powered cameras detect PPE violations, monitor geo-fenced restricted zones, track personnel proximity to hazardous equipment, and generate automated safety compliance reports in real time.
1-2%
productivity increase with optimized turnaround time monitoring
Want to see Vision AI working on a cement production line? Book a live demo walkthrough.
How Vision AI Works Inside a Cement Plant
Vision AI in cement is not just cameras and screens. It is a multi-layer intelligence system that captures visual data at production speed, processes it on edge devices for zero-latency decisions, and feeds insights to plant dashboards and control systems. Here is the architecture that makes it work.
Layer 4
Decision & Action Layer
Auto-Reject Defective Bags
Trigger Maintenance Alerts
Stop Conveyor on Fire Risk
Layer 3
AI Inference Engine
CNN Defect Classification
Anomaly Detection Models
Thermal Pattern Analysis
Layer 2
Edge Computing & Integration
NVIDIA Jetson / Industrial PC
MQTT / OPC-UA Protocols
ERP / CMMS / SCADA Sync
Layer 1
Camera & Sensor Network
HD Color Cameras
Thermal Imagers
IR Pyrometers
Line Scanners
See Every Corner of Your Plant—Intelligently
iFactory's Vision AI platform deploys across your existing camera infrastructure, adding intelligent defect detection, thermal monitoring, and safety compliance—with measurable ROI within 90 days.
Vision AI Across the Cement Production Chain
Unlike point solutions that cover a single conveyor or kiln, Vision AI creates an intelligent visual layer across every critical stage of cement production. Here is where cameras deploy and what they monitor at each stage.
Cameras Monitor:
Limestone particle size at crusher output
Oversized rock detection on feed conveyors
Raw material color and composition changes
Cameras Monitor:
Kiln shell temperature and refractory health
Flame shape, luminosity, and combustion quality
Burner tip wear and rhino horn buildup
Cameras Monitor:
Hot clinker fragments on cooler exit conveyors
Belt alignment, swaying, and surface degradation
Snowman formation and red river detection in cooler
Cameras Monitor:
Bag surface defects: cracks, spills, dents, cuts
Print quality verification and barcode validation
Pallet integrity and load stacking accuracy
The Business Case: ROI Numbers That Matter
Vision AI is not a technology experiment—it is a cost-reduction tool with measurable payback. Across cement plants that have deployed AI-powered inspection, the results consistently show returns within the first year of operation.
Quality Control
Packaging Defect Detection
95%
Reduction in defective bags palletized
24/7
Unsupervised automated alerting
Edge AI cameras with custom IP66/IP67 housings running in dusty, vibrating plant conditions
Equipment Protection
Kiln & Conveyor Monitoring
30%
Longer refractory lining life
50%
Reduction in unplanned downtime
Thermal imaging detects hotspots and wear patterns before catastrophic failures occur
Operational Efficiency
Plant-Wide Vision Deployment
60%
Faster inspection vs manual process
48%
Reduction in overall defect rates
Multi-sensor fusion combining visual, thermal, and acoustic data reduces false alarms by 30%+
Frequently Asked Questions
Can Vision AI cameras survive the harsh cement plant environment?
Yes. Industrial Vision AI systems use cameras with IP66/IP67 rated housings specifically designed for extreme dust, dirt, vibration, and temperature conditions found in cement plants. Thermal cameras operate at temperatures up to 2,200°C with air and water cooling systems. Leading cement manufacturers have deployed these systems for over a year with continuous 24/7 operation in the harshest production environments.
Do we need to replace our existing camera or SCADA systems?
No. Vision AI layers on top of your existing infrastructure. The system connects to existing SCADA, ERP, and CMMS platforms via standard MQTT or OPC-UA protocols. Edge computing devices process the visual data locally, so there is no dependency on cloud connectivity. If you already have cameras installed, many can be integrated into the AI platform; new cameras are added only where gaps exist.
How accurate is AI-based defect detection compared to human inspectors?
Modern AI inspection systems achieve 99.7% defect detection accuracy, compared to approximately 80% for human inspectors. More importantly, AI maintains this accuracy consistently 24/7 without fatigue, shift changes, or subjective variation. The system also eliminates optical illusions and environmental distractions that degrade human inspection performance in dusty, noisy cement plant environments.
What is the typical ROI timeline for Vision AI in a cement plant?
Most cement plants see measurable returns within 3-6 months of deployment. Initial benefits come from reduced defective packaging reaching customers (eliminating returns and reimbursement costs), prevented conveyor fires, and extended refractory life through early hotspot detection. Plants report that the system pays for itself within the first year through a combination of reduced quality failures, lower maintenance costs, and avoided unplanned downtime.
Can Vision AI be deployed on a single production line first?
Absolutely. The most successful deployments start with a focused, high-impact use case—typically cement bag inspection on the packing line or thermal monitoring of the kiln shell—and scale from there. Starting with one line proves the ROI in your specific environment, builds operator confidence, and creates the data foundation for expanding to additional applications across the plant.
Give Your Plant the Eyes It Deserves
iFactory's Vision AI platform turns every camera into an intelligent inspector—detecting defects, monitoring equipment health, and protecting your people across the entire production chain.