A production schedule built on Monday rarely survives the week intact once a rush order, an allergen conflict, or an unexpected demand spike shows up. Operations directors know the pain of rebuilding a schedule from scratch mid-week, and every rebuild costs hours that could have gone toward actually running the plant. AI-driven production scheduling replaces that manual rework with a schedule that adjusts itself, sequencing SKUs, protecting allergen changeovers, and rebalancing against real demand signals continuously rather than once a week. Operations leaders ready to see this against their own SKU list can book a demo.
AI FOOD PRODUCTION SCHEDULING · 2026
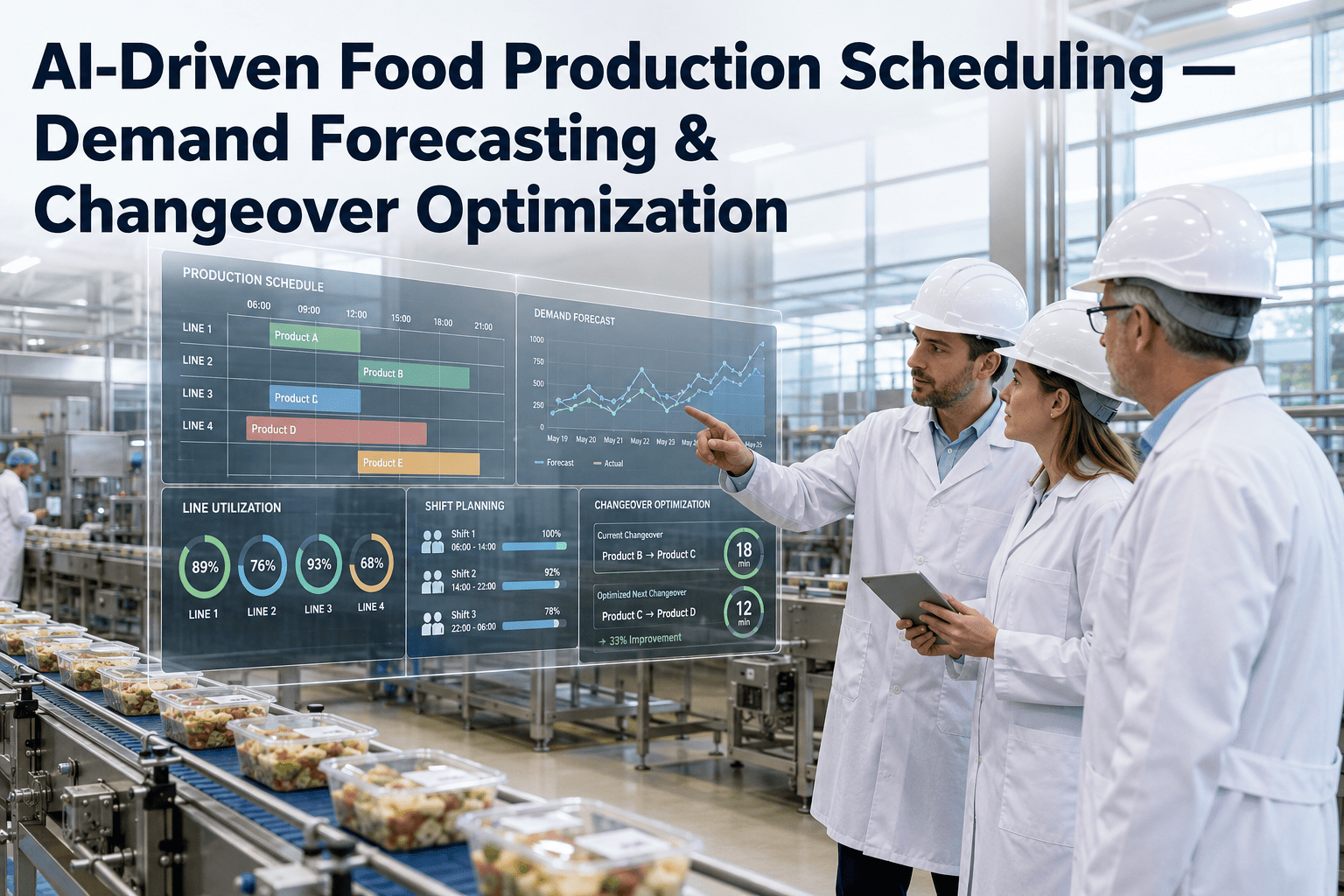
A Schedule That Adjusts Itself, Not One You Rebuild Every Week
Demand-driven planning, SKU sequencing, and changeover optimization that adapts in real time instead of falling apart by Wednesday.
Why Manual Scheduling Falls Apart by Midweek
Building a production schedule manually means balancing a long list of constraints at once: demand forecasts, allergen sequencing rules, changeover time between SKUs, equipment availability, and labor scheduling, usually in a spreadsheet that one planner maintains from memory and experience. That works reasonably well when nothing changes, but food manufacturing schedules change constantly, a retailer places a rush order, a raw material delivery slips, or seasonal demand spikes faster than forecast. Each change forces a manual rebuild, and every rebuild risks missing a constraint the original schedule accounted for, particularly allergen sequencing, where a missed changeover rule is not just an efficiency problem but a food safety one.
AI-driven scheduling treats these constraints as rules the system enforces automatically rather than details a planner has to remember under pressure, rebalancing the schedule around new information while keeping every hard constraint, especially allergen safety, intact by design.
What Changes When a Rush Order Comes In
Original Plan
SKU A, SKU B, SKU C sequenced by standard demand forecast and allergen grouping.
Rush Order Arrives
A priority order for SKU D needs to enter the schedule without breaking allergen sequencing rules.
Schedule Rebalances
SKU D is slotted into the lowest-impact position automatically, changeovers reordered to minimize lost time.
STOP REBUILDING THE SCHEDULE MID-WEEK
See Automatic Rebalancing on Your Own SKU Mix
Walk through how a rush order or demand shift would flow through your specific production schedule.
What the Scheduling Engine Optimizes For
Every schedule involves trade-offs between speed, cost, and safety. AI scheduling makes those trade-offs explicit and consistent rather than dependent on whichever planner built that week's plan.
| Constraint | What Gets Optimized | Why It Matters |
|---|---|---|
| SKU Sequencing | Order of products run to minimize total changeover time | Reduces lost production hours between runs |
| Allergen Safety | Sequencing that enforces required cleaning between allergen groups | Protects against cross-contamination risk |
| Demand Signals | Production volume matched to real-time order and forecast data | Reduces both stockouts and overproduction |
| Seasonal Volatility | Capacity planning adjusted for known seasonal demand swings | Keeps staffing and material orders aligned to reality |
What Operations Directors Are Saying
We used to lose a planner's entire Wednesday morning rebuilding the schedule whenever a big order came in late. Now the system slots it in automatically, respects every allergen rule we have, and our planner spends that time on actual improvement work instead of firefighting a spreadsheet.
Operations Director, Multi-SKU Snack Manufacturer
Frequently Asked Questions
How does the system guarantee allergen sequencing rules are never violated?
Allergen sequencing is configured as a hard constraint rather than a preference, meaning the scheduling engine will not generate or accept any sequence that violates the required cleaning and changeover rules between allergen groups, regardless of how much it might optimize other factors like total changeover time. This is a deliberate design choice, since allergen safety cannot be treated as a trade-off variable the way sequencing efficiency can, and the system enforces this rule automatically on every schedule it generates.
Where does the demand forecasting data come from?
Demand signals typically combine historical order patterns, current open orders from your ERP or order management system, and seasonal trend data specific to each SKU, rather than relying on a single generic forecasting model applied uniformly across your entire product line. This matters because food products often have very different seasonal and promotional demand patterns even within the same plant, and a forecast that fits one SKU poorly can lead to real over or under-production for that specific product.
Can a planner still manually override the schedule when needed?
Yes, the system is designed to handle the majority of routine rebalancing automatically, but planners retain the ability to manually adjust or override specific schedule elements when judgment calls are needed that go beyond what the optimization rules capture, such as a customer relationship consideration or an equipment issue not yet reflected in the system. Manual overrides are logged and factored into future optimization, so the system continues to learn from real planner decisions over time.
How does this connect to our existing ERP and production planning tools?
The scheduling engine typically pulls open orders, SKU data, and material availability directly from your existing ERP system, then pushes the optimized schedule back for execution tracking, rather than requiring planners to work in a fully separate, disconnected tool. This keeps your ERP as the system of record for orders and inventory while adding the real-time optimization layer that most ERPs are not built to handle natively. Teams can review integration specifics through support.
How much changeover time can realistically be recovered?
Results vary by product mix and how many allergen groups and SKU variants a plant runs, but plants moving from a manually sequenced schedule to an optimized one typically recover a meaningful share of changeover time simply by minimizing unnecessary switching between dissimilar products. The clearest gains usually show up first in plants with a large SKU count and frequent last-minute order changes, since that is exactly the scenario manual scheduling struggles with most. Operations leaders can book a demo to get an estimate scoped to their own SKU count and changeover history.
AI-DRIVEN FOOD PRODUCTION SCHEDULING
Let the Schedule Adjust Itself
Join food manufacturers already running demand-driven, allergen-safe production scheduling.