Kiln rotational speed is the control lever cement plant operators turn most often, yet it is usually set by habit rather than by data. A kiln running at 3.2 rpm instead of 3.6 rpm can shift retention time by several minutes, changing free lime content, clinker nodulization, and daily production tonnage all at the same time. Most plants adjust speed reactively, watching kiln amps and burning zone temperature after quality has already drifted, instead of treating rpm as a variable optimized continuously against feed rate, filling level, and thermal profile. Getting this balance right is the difference between hitting a tonnage target with in-spec clinker and hitting the same tonnage with clinker that costs more to grind and blend later. A short walkthrough call shows how kiln speed, once trended against retention time and output, turns this daily guesswork into a repeatable routine.
Stop Guessing Your Kiln RPM Setpoint
iFactory's Kiln Optimization module correlates rotational speed, filling level, feed rate, and burning zone temperature in real time, recommending the rpm setpoint that protects clinker quality while pushing throughput to its safe ceiling.
Kiln Speed Is a Quality Lever Before It Is a Production Lever
Most rotary kilns used in cement manufacturing rotate between roughly 0.5 and 5 rpm, with modern cement kilns commonly running near the upper end of that band, around 4 to 5 rpm, to push more tonnage through the same shell. But speed and retention time move in opposite directions: the faster the kiln turns, the less time raw meal spends exposed to peak burning zone heat, and incomplete clinkerization shows up almost immediately as elevated free lime. Operators who chase tonnage by nudging rpm upward without watching that trade-off often discover the extra tonnage arrives with clinker that is harder to grind and less reactive in the mill. The knock-on effect usually lands in the finish mill first, where a batch of under-burnt clinker demands longer grinding time and higher specific power consumption just to hit the same cement fineness target. Over a full production month, that hidden grinding penalty can quietly erase whatever tonnage gain the faster rpm setpoint appeared to deliver in the kiln itself. Plants that treat rpm as a fixed commissioning value rather than a live variable tend to only discover this trade-off after a quality complaint from the cement mill or the concrete customer downstream, by which point the off-spec batch has already been through the entire process line.
How Rotational Speed Trades Off Against Retention Time
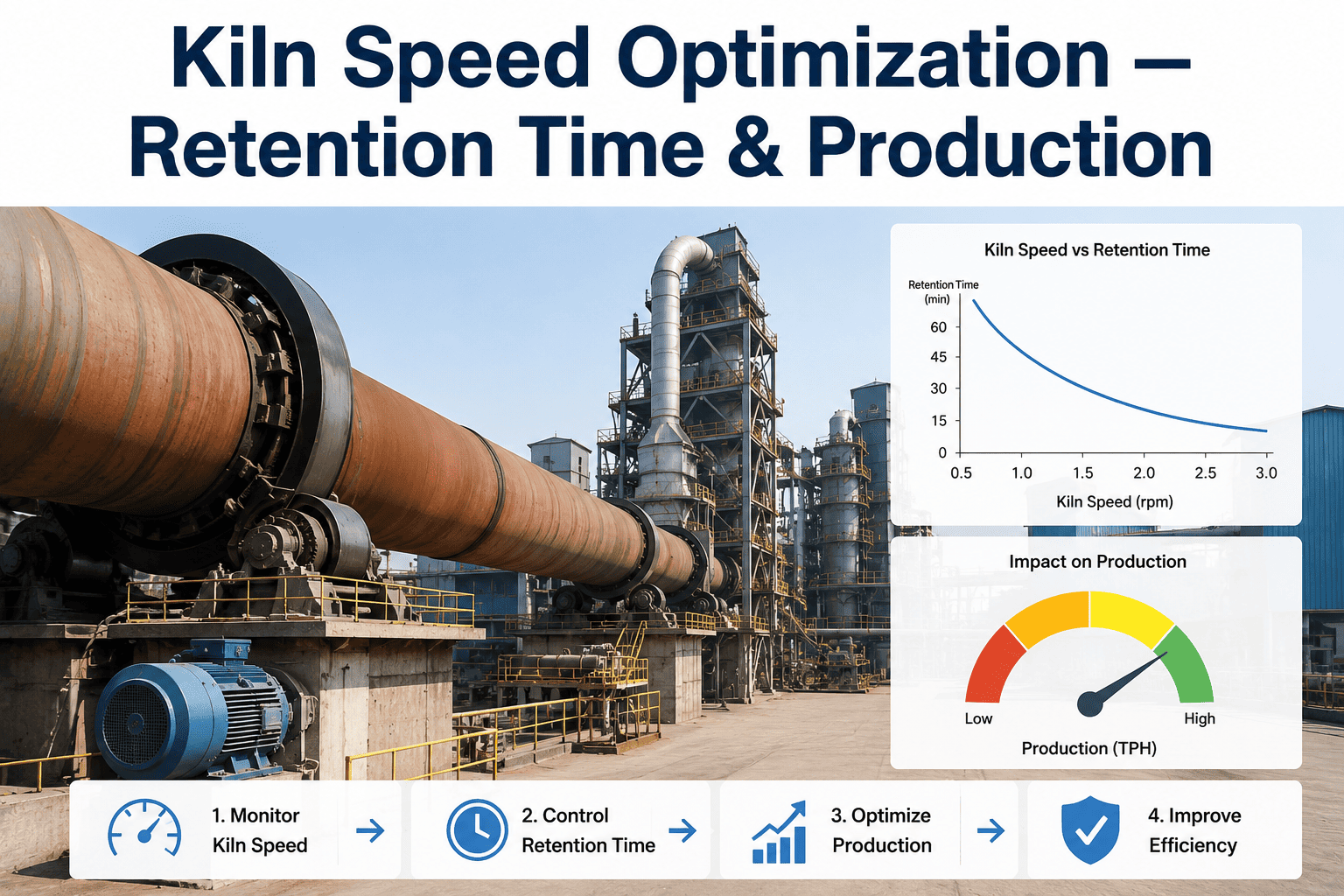
Retention time is governed jointly by kiln slope, effective diameter, and rotational speed, and small changes in any one variable ripple through the other two. A kiln tilted at roughly a 3 percent slope running near 2 rpm might hold clinker for around 45 minutes, while the same kiln pushed toward 4 rpm shortens that exposure considerably unless slope or feed is adjusted to compensate. Most industrial rotary kilns fall somewhere in a 30 to 60 minute retention window depending on the material and process, with lighter or finer feed needing closer to 30 minutes and denser, more reactive raw meal needing closer to 60. Preheater and calciner zones typically run on a much shorter clock, targeting roughly 20 to 30 minutes, since the calcining reaction there is largely complete before material reaches the rotary burning zone at all. The table below lays out how these variables typically interact across common operating zones so operators can see where their own setpoint sits relative to industry norms.
| Kiln Zone | Typical RPM Range | Target Retention Time | Primary Risk If Mismatched |
|---|---|---|---|
| Preheater / Calciner | Variable, calciner-dependent | 20-30 minutes | Incomplete pre-calcination reduces downstream burnability |
| Rotary Burning Zone | 2.5-3.5 rpm | 30-45 minutes | High free lime, weak clinker nodules |
| Modern High-Output Kiln | 4-5 rpm | Shortened, compensated by feed and slope | Uneven heat curtain, coating instability |
| Legacy / Low-Speed Kiln | 0.5-2 rpm | 45-60 minutes | Over-burning, refractory wear, energy waste |
Four Variables That Decide the Right RPM Setpoint
No single reading tells an operator whether current kiln speed is correct. Filling level, feed rate, material chemistry, and slope all interact, and a setpoint that was correct last month may already be wrong today because raw meal moisture or alternative fuel ratio has shifted. Kiln speed is often the easiest of these four to adjust in real time, which is exactly why it tends to absorb the correction for problems that actually originate somewhere else in the system, such as a feed rate creeping upward or a change in the moisture content of the raw meal blend.
Turning RPM Into a Continuously Optimized Setpoint
A one-time rpm calculation goes stale the moment raw meal chemistry or fuel mix changes. Continuous optimization instead treats speed as a live output of a running model, not a value set during commissioning and left alone. This shift matters most during periods of change, such as a new alternative fuel supplier, a shift to a different limestone quarry face, or a seasonal moisture swing in raw materials, all of which quietly move the correct rpm setpoint without ever triggering a control room alarm.
See Your Own Kiln Speed Data Modeled
Bring a recent DCS trend of rpm, feed rate, and burning zone temperature and our team will walk through what the optimized setpoint would have looked like for that exact run.
What a Correct RPM Setpoint Is Worth
Kiln speed optimization rarely shows up as a single headline saving. Instead it compounds across fuel consumption, refractory life, and rework of off-spec clinker, all of which trace back to how well retention time matched the material actually being burned. Plants that have moved to continuous, data-driven kiln control report the gains less as a single number and more as a steady reduction in the number of days each month where clinker chemistry drifts outside spec, which is ultimately what protects both energy cost and cement mill throughput at the same time.
Frequently Asked Questions
Turn Kiln Speed Into a Continuously Optimized Setpoint
iFactory's Kiln Optimization module keeps rpm, retention time, and filling level balanced against your real raw meal chemistry, so tonnage gains never come at the cost of clinker quality.