Cement kiln operators face a constant balancing act — maximizing clinker throughput while maintaining the temperature profile, chemistry, and residence time that produce consistent quality. Scrap events in the kiln line, whether from coating ring formation, burning zone temperature excursions, chemistry upsets in the raw mix or refractory damage, directly reduce throughput and increase production cost per ton. Traditional quality control relies on lab samples taken every two to four hours, meaning off-spec conditions can go undetected for multiple retention periods while out-of-tolerance clinker accumulates in the silo. Predictive scrap analytics changes this dynamic by using machine learning models trained on real-time kiln parameters — burning zone temperature, NOx concentration, free lime content, liter weight, ID fan speed, and kiln drive torque — to forecast scrap risk hours before it materializes. Operators receive actionable alerts that enable preventive intervention before off-spec clinker is produced, reducing scrap rate and lifting throughput by 15 to 25 percent across validated cement plant deployments. iFactory's Predictive Scrap Analytics module — part of the iFactory Manufacturing Execution System — brings this capability to kiln control rooms with an on-premise deployment that integrates directly with existing DCS and lab information systems. Book a Live SPC Walkthrough to see the platform configured for your kiln line, raw material profile, and throughput targets.
Why Scrap Rate Is the Most Leveraged Metric for Kiln Throughput Improvement
Scrap rate in cement kiln operations is not simply a quality metric — it is a throughput leverage point where every percentage point of scrap reduction directly increases salable clinker output without additional fuel, power, or raw material consumption. A kiln producing 5,000 tons per day at 8 percent scrap loses 400 tons of daily output to off-spec material that must be ground back or discarded. Reducing scrap to 4 percent recovers 200 tons per day of salable clinker — a 4 percent throughput increase with zero incremental variable cost. The four metrics below represent the scrap-related performance indicators that predictive analytics targets across cement kiln operations.
How Predictive Scrap Analytics Works — From Kiln Data to Operator Action
iFactory's Predictive Scrap Analytics platform processes kiln operating data through a five-stage pipeline that transforms real-time sensor readings into prioritized, actionable operator alerts. Each stage is optimized for the high-temperature, high-dust conditions of cement kiln environments, with all inference running on an on-premise edge appliance that ensures sub-second alert latency without cloud dependency.
Operator Tools for Real-Time Scrap Risk Management
iFactory's Predictive Scrap Analytics platform provides four integrated operator tools that transform predictive insights into actionable control room decisions. Select each tab to explore the tool's purpose, interface features, and operator workflow integration.
Real-Time SPC Control Charts
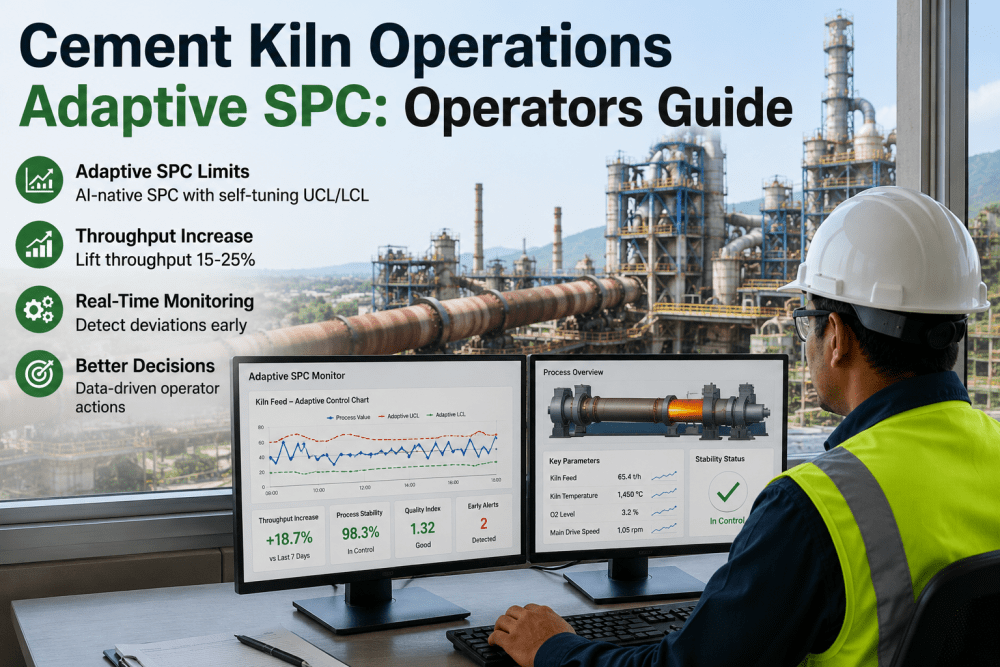
Live Shewhart and EWMA control charts display free lime, liter weight, burning zone temperature, and NOx with dynamically calculated control limits based on the current raw material profile and kiln operating mode. Control limits adjust automatically for raw mix changes, fuel type switches, and production rate transitions. Points approaching the upper or lower control limits trigger pre-alert indicators before any specification violation occurs. Operators can add annotation markers for feed changes, burner adjustments, and maintenance events directly on the chart for correlation analysis. Chart data exports automatically to the plant's process historian with no operator data entry required.
Scrap Risk Dashboard
The operator dashboard displays composite scrap risk score, individual category risk scores (free lime, chemistry, temperature, coating ring), time-to-event estimates for each risk category, and recommended parameter adjustments ranked by expected impact. The dashboard updates every 60 seconds and can be displayed on the control room HMI, operator station monitor, or mobile tablet. Color-coded risk indicators — green for normal, yellow for caution, red for high risk — enable at-a-glance situation awareness without reading numerical values.
What-If Simulator
Operators can simulate the impact of parameter adjustments on scrap risk before implementing them in the kiln control system. Adjusting feed rate, burner axial air, or ID fan speed in the simulator updates the predicted scrap risk trajectory within seconds — showing whether the proposed change reduces, increases, or has no effect on the forecasted scrap risk. The simulator uses the same ML models that drive real-time predictions, ensuring the simulated outcome matches the actual plant response.
Shift Performance Report
At shift handover, the platform generates an automated performance report summarizing scrap events predicted and prevented, operator interventions and outcomes, control chart excursion count, and current risk status. The report provides both a quick overview for the incoming operator and a detailed log for the production manager. Trends across multiple shifts identify recurring risk patterns that may indicate equipment degradation or raw material trends requiring upstream attention.
Kiln Scrap Categories — Detection and Prevention with Predictive Analytics
Predictive scrap analytics targets four primary scrap categories that account for over 90 percent of off-spec clinker events in cement kiln operations. The table below maps each scrap category to its root cause, detectable precursor patterns, and the predictive approach that enables prevention.
| Scrap Category | Root Cause | Detectable Precursor Patterns | Predictive Approach | Prevention Window |
|---|---|---|---|---|
| Free Lime Excursions | Insufficient retention time, low burning zone temperature, coarse raw feed, or lime saturation factor deviation | Free lime trajectory rising above 1.0%, burning zone temperature declining >25°C over 30 minutes, NOx decreasing with temperature | ML model trained on free lime vs. temperature and retention time correlation — alerts when trajectory predicts exceedance within 60-120 minutes | 60-120 minutes |
| Chemistry Upsets | Raw mix composition deviation, silo segregation, alternative fuel variability, or dust return fluctuation | Lime saturation factor, silica ratio, and alumina modulus trending away from target; liter weight variability; kiln drive torque oscillation | Multi-variate anomaly detection model that flags chemistry drift 90-180 minutes before it produces off-spec clinker | 90-180 minutes |
| Coating Ring Formation | Low melting phase in kiln feed, sulfur-to-alkali ratio imbalance, or temperature profile changes in the burning zone | Kiln drive torque gradually increasing, burning zone pressure fluctuating, shell temperature profile change at ring location | Time-series pattern recognition model that identifies ring formation precursors 4-8 hours before throughput is affected | 4-8 hours |
| Temperature Profile Excursions | Fuel feed disruption, ID fan speed change, preheater cyclone blockage, or false air ingress | Rapid burning zone temperature change >50°C, preheater exit temperature spike, CO breakthrough, O2 deviation from target | Ensemble model combining rate-of-change detection and steady-state deviation scoring — alert within 60 seconds of precursor onset | 5-30 minutes |
Industry Expert Perspective — Predictive Scrap Analytics in Cement Kiln Operations
I spent 16 years as a kiln operator and later as production manager at a cement plant producing 1.8 million tons of clinker annually. The fundamental challenge in kiln operations is that the process has a 90-minute retention time — by the time you see a free lime problem in the lab sample, the material that caused it has already passed through the burning zone and into the cooler. You are always looking backward at a process that is 90 minutes ahead of your data. We tried traditional SPC on lab data — plotting free lime on control charts and reacting when points fell outside control limits — but the sampling frequency of once every two hours meant we were reacting to events that had already happened. The data was too sparse and too delayed for real-time process control. Predictive scrap analytics solved this by using the continuous sensor data that we already had — burning zone temperature, NOx, liter weight, kiln torque — and training models to predict free lime and chemistry outcomes before the lab results came back. Within three months of deployment, our scrap rate dropped from 9 percent to 5 percent, and our daily clinker output increased by 180 tons without any capital investment in the kiln line. The models were not predicting the future — they were reading the precursors that were already in the sensor data but invisible to the operator because the relationships between the parameters were too complex for any human to track in real time.
Measurable Outcomes from Predictive Scrap Analytics Deployment
Beyond scrap rate reduction, predictive scrap analytics creates measurable business outcomes across throughput, energy consumption, and operator effectiveness that directly impact the cement plant's bottom line.
Conclusion: Predictive Scrap Analytics Is the Operator's Most Powerful Tool for Throughput Improvement
The cement kiln operator's ability to maximize throughput has always been limited by the fundamental constraints of the process — 90-minute retention time, two-hour lab sample intervals, and sensor data that reveals symptoms but not causality. Predictive scrap analytics removes these constraints by reading the relationships between dozens of process parameters simultaneously and translating them into clear, actionable risk scores that any operator can act on. The 15 to 25 percent throughput lift and scrap rate reduction from 8-12 percent to 4-6 percent that iFactory's platform delivers across cement plant deployments are not theoretical targets — they are measured results from operating kilns where operators have been equipped with the tools to prevent scrap rather than react to it. For cement plant production managers and kiln operators evaluating whether to invest in predictive analytics capability, the question is no longer whether machine learning models can predict scrap events — the technology is proven and deployed — but whether their plant can afford the throughput that is currently lost to off-spec clinker that could have been prevented.