A conveyor belt tear is the kind of failure that goes from invisible to catastrophic in the length of one belt run. A bolt, a shard of scrap steel, a piece of wood drops onto the belt with the bulk material, lodges against a fixed point, and slits the belt open down its length — a longitudinal tear that can run for tens of meters before anyone notices. In mining and bulk-material plants, that failure is among the most frequent and most dangerous: it destroys an asset that is a large share of total conveyor cost, halts production, and exposes maintenance crews to real risk. The traditional defenses — mechanical trip switches, metal detectors, embedded conductive wires — offer thin coverage and routinely miss small or early-stage damage. AI vision watches the whole belt surface continuously instead, catching the tear, and the foreign object that causes it, before the belt is lost. iFactory's vision anomaly detection turns belt protection from a tripwire into continuous sight.
iFactory Vision Anomaly Detection
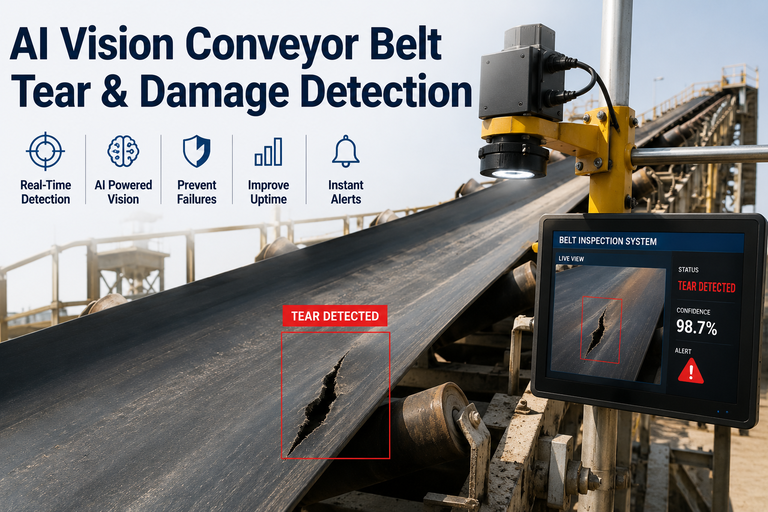
AI Vision Conveyor Belt Tear & Damage Detection
Detect longitudinal tears, rips, and surface damage on conveyor belts in real time with deep-learning vision — even in low light, even underground — and stop the belt before catastrophic failure.
Conventional longitudinal-tear protection leans on mechanical switches or contact sensors mounted beneath the belt, or on embedded conductive loops. They provide basic protection, but the limitations are structural: coverage is partial, small and early-stage damage slips through, and a contact system only reacts once a tear has already opened far enough to trigger it. By then the belt is often already lost. Vision flips the model from reacting to a tear that exists to seeing the damage — and the foreign object behind it — as it develops.
Switches & Sensors
React After the Tear Opens
Contact switches and embedded wires cover only limited points of the belt
Small and early-stage damage goes undetected until it grows
Metal detectors and X-ray are complex, narrow, and slow to respond
Manual inspection is labor-intensive, intermittent, and unsafe near running belts
AI Vision Anomaly Detection
See It Before It Spreads
Non-contact cameras scan the full belt surface continuously
Deep learning catches small, early-stage tears and surface damage
Foreign objects flagged before they ever puncture the belt
People stay clear of running belts — the camera does the watching
How a Tear Is Born — and Caught
Almost every longitudinal tear starts the same way: a foreign object enters with the material flow, catches on a fixed point, and rips the belt as it travels. That gives AI vision two chances to prevent disaster — flag the foreign object before it does damage, and detect the tear the instant it begins. The diagram shows where the camera watches and what it is looking for.
Continuous Belt-Surface Scan — Two Chances to Catch It
Foreign object — flagged before it lodges and rips the belt (prevention)
Longitudinal tear — detected the instant it starts, belt stopped (protection)
The Damage Classes AI Reads
Belt failure is not one defect — it is a family of them, and a vision model trained on real belt imagery recognizes each. From the catastrophic length-wise rip to the slow surface wear that precedes a breakage, these are the anomalies the system watches for across the full belt surface.
Longitudinal Tear
The length-wise rip from a lodged foreign object — the most catastrophic and most frequent failure. Caught at the instant it begins so the belt can be stopped.
Rips & Punctures
Localized tears and holes from impact or sharp material. Deep learning detects them small, before they propagate into a full-width break.
Surface Damage
Scratches, gouges, abrasion, and cover wear that weaken the belt over time — the slow degradation that precedes sudden breakage.
Foreign Objects
Gangue, scrap steel, bolts, and wood in the material flow — the root cause of tearing, identified before they damage the belt at all.
Belt Deviation
Mistracking and edge run-off that causes friction, edge wear, and material spill — detected by tracking the belt's edge line in real time.
Joint & Splice Wear
Degradation at vulcanized joints and splices, a common origin point for failure, monitored for opening and separation as the belt cycles.
Want to see AI flag a tear or a foreign object on your own belt footage? Book a 30-minute walkthrough and we'll run anomaly detection on your conveyor imagery.
Built for the Dark, the Dust, and the Speed
The reason this is hard — and why deep learning beats older machine vision here — is the environment. Conveyors run in underground mines and dusty plants where lighting is poor, the belt moves fast, tears are small against a complex background, and interference is everywhere. Modern detection models are engineered specifically for those conditions, which is what makes real-time, reliable detection possible where earlier systems failed.
Low-Light Enhancement
Image-enhancement and attention mechanisms recover detail from dark, underground footage so tears stay visible where standard vision goes blind.
Small-Target Detection
Tears and early damage are small against a busy belt; modern YOLO-family models are tuned for small, multi-scale targets in complex scenes.
Real-Time at Belt Speed
Single-stage detection runs fast enough to keep pace with a moving belt, where the accuracy-versus-speed trade-off used to force a compromise.
Edge Deployment
Inference runs on an edge device beside the conveyor, so detection is local, low-latency, and can stop the belt immediately on a failure.
From Detection to Belt Stop
The value of vision anomaly detection is realized in the milliseconds between seeing the damage and acting on it. Because inference runs at the edge, a confirmed tear can trigger the belt to stop automatically — turning a catastrophic, multi-meter rip into a localized repair, and keeping people away from the hazard entirely.
From Belt Surface to Automatic Stop
1
Scan
Full Surface
Cameras image the full belt width continuously, with low-light enhancement
2
Detect
Edge AI
Deep-learning models flag tears, damage, and foreign objects in real time
3
Stop
Auto Trip
A confirmed tear stops the belt instantly, before the rip can run its length
4
Alert
Locate & Log
Operators get the location and image; the event logs for root-cause analysis
What Continuous Vision Protects
The case for AI belt-tear detection is measured in belts saved, downtime avoided, and crews kept safe. These reflect the realities of conveyor failure in mining and bulk-material operations documented in deep-learning detection research.
Full belt
Loss prevented
complete belt loss is common without early detection
$1000s
Per failure avoided
losses from belt failures in beneficiation plants
Early
Stage detection
small damage caught before it becomes a break
Safer
Maintenance
non-contact monitoring removes crews from running belts
Every belt saved starts with watching all of it, continuously, instead of trusting a tripwire. Want the vision plan scoped to your conveyors? Talk to our vision engineers.
Frequently Asked Questions
How is this better than the tear switches we already have?
Contact switches and embedded wires give only basic, point-based protection and tend to react after a tear has already opened far enough to trigger them — by which point the belt is often lost. Vision is non-contact and continuous: it scans the full belt surface, catches small and early-stage damage that switches miss, and can even flag the foreign object before it rips the belt at all.
Will it work in our dark, dusty underground environment?
Yes — that's specifically what modern models are built for. Low-light image enhancement and attention mechanisms recover detail from dark, underground footage, and detection networks are tuned to find small tears against the complex, dusty backgrounds of mining conveyors. Poor lighting was the weakness of earlier vision systems; current deep-learning approaches are engineered around it.
Can it catch a tear fast enough to matter on a fast belt?
It can, because inference runs on an edge device right beside the conveyor. Single-stage detection models process the video stream in real time at belt speed, and because the decision is made locally rather than in the cloud, a confirmed tear can trip the belt stop within the window needed to keep a small rip from running its full length.
Does detecting foreign objects actually prevent tears?
Yes, and it's the highest-leverage part of the approach. Longitudinal tears are overwhelmingly caused by foreign objects — gangue, scrap steel, bolts, wood — that enter with the material and lodge against a fixed point. Flagging those objects before they reach the pinch point stops the tear from ever happening, which is far cheaper than detecting and repairing one after it starts.
What happens the moment a tear is detected?
The system can trigger an automatic belt stop immediately, since the inference is local and low-latency, then alert operators with the location and a captured image of the damage and log the event for root-cause analysis. The goal is to convert what would have been a catastrophic multi-meter rip into a localized, planned repair — without sending anyone near a running belt to find it.
See the Tear Before It Runs the Length.
See Belt Tear Detection Running on Your Conveyor — in 30 Minutes
Bring footage from a belt that worries you. We'll show AI scan the full surface, flag a foreign object before it rips, catch a longitudinal tear the instant it starts, and trigger the stop — all on edge hardware, in low light, at belt speed.