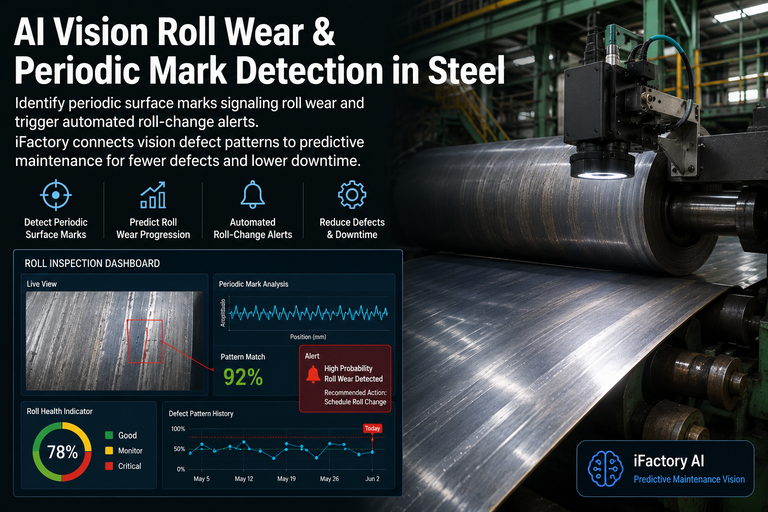
AI Vision Roll Wear & Periodic Mark Detection in Steel
By Josh Brook on June 2, 2026
A worn work roll signs its name on every coil it touches. When a roll surface picks up damage, it stamps a mark into the strip once per revolution — a defect that repeats at a fixed interval exactly equal to the roll's circumference. To a human inspector scanning a strip moving at ten to twenty meters per second, those marks are invisible; eyes cannot resolve sub-half-millimeter defects above 300 meters per minute, and twenty-five to forty percent of surface anomalies slip past. But to an AI that measures the spacing between repeating defects, that periodicity is a fingerprint. A mark every 3.2 meters is not random damage — it is a specific roll, identifiable by its circumference, telling you it needs to change. iFactory's predictive maintenance vision reads that signature, traces it to the exact roll, and triggers the roll-change alert before the next coil is marked.
iFactory Predictive Maintenance Vision
AI Vision Roll Wear & Periodic Mark Detection in Steel
Identify the periodic surface marks that signal roll wear, match them to the exact work roll by circumference, and trigger an automated roll-change alert before the next coil is damaged.
A Periodic Mark Is Not a Defect — It's a Diagnosis
Most surface defects tell you something is wrong with a coil. A periodic mark tells you something is wrong with a roll — and which one. Because the mark repeats at exactly the roll circumference, its spacing is a direct fingerprint of the asset that made it. Catch a one-off scratch and you scrap a coil; catch the periodicity and you prevent the next thousand coils from carrying the same mark. That is the difference between inspecting output and diagnosing equipment.
Manual / Coil-by-Coil
Scrap the Coil, Miss the Cause
Human eyes can't resolve sub-0.5mm marks above 300 m/min
A repeating mark is treated as separate coil defects, not one root cause
The worn roll keeps running, marking coil after coil until someone notices
Roll changes run on a fixed schedule, too early or too late
Predictive Maintenance Vision
Trace the Mark to the Roll
Detects every mark at full line speed on both strip surfaces
Periodicity analysis recognizes the repeat as one roll-wear signature
Matches the interval to the exact work roll by circumference
Triggers a roll-change alert before the next coil is marked
How Periodicity Pinpoints the Roll
The mechanic is elegant. Each roll in the stand has a known circumference; a defect on that roll's surface prints onto the strip once per revolution, so the distance between repeats equals the circumference. The AI measures the spacing between identical marks, matches it against the roll register, and names the culprit. A mark every 3.2 meters is the J5 roll; a different interval is a different stand. The spacing is the address.
Repeat Interval Equals Roll Circumference — the Fingerprint
The spacing between identical marks equals the roll's circumference — so the interval itself identifies which roll in which stand needs changing.
From Detected Mark to Roll-Change Work Order
Detection is only the first step; the value is in the closed loop that follows automatically, all before the next coil enters the mill. The system classifies the defect, traces it to the roll, pulls that roll's history, and raises the work order with parts reserved — turning a vision event into a maintenance action without a human relaying it.
The Closed Loop, Before the Next Coil
1
Detect
Find Periodicity
AI flags the repeating mark and measures its exact repeat interval
2
Match
Identify Roll
Interval correlated against the roll register names the specific work roll
3
Order
Roll Change
Work order generated with last-change and campaign history, parts reserved
4
Verify
Confirm Fixed
After the change, AI confirms the pattern is gone and closes the order
The Defects That Trace Back to a Roll
Roll-related defects are a family, and periodicity analysis separates the roll-caused marks from everything else on the strip. These are the patterns the system attributes to roll condition — each with a repeat or trend that points back to the asset.
Periodic Roll Marks
Repeating impressions at exact roll-circumference intervals from a damaged or contaminated roll surface — the clearest fingerprint of which roll is at fault.
Roughness Drift
Surface texture variation from work-roll wear over a campaign. Tracking the roughness trend per roll predicts when a change is needed to hold surface spec.
Scale Pickup on Roll
Oxide adhering to the roll then transferred to the strip, producing periodic pitting — distinguished from descaler-origin scale by its repeat interval.
Bearing-Driven Marks
Periodic patterns arising from roll bearing wear that telegraphs into the surface — caught early by the onset of a new periodicity in the signal.
Want to see periodicity analysis trace a mark on your strip to a specific roll? Book a 30-minute walkthrough and we'll run it on your coil imagery and roll register.
Defect Onset vs Tonnage — the Predictive Model
The real leap is from catching a worn roll to predicting the next one. Every periodic-mark event is logged against the roll and the tonnage rolled since its last grind. Over campaigns, that builds a model of how each roll degrades — so the system learns to flag the onset of wear earlier and earlier, moving from detection toward genuine prediction of the optimal change point.
Onset vs Tonnage
Each defect event is tracked against tonnage since the last grind, building the curve of how a roll degrades over its campaign.
Campaign Learning
Across campaigns the model learns each roll's wear signature, catching the next degradation earlier than the last.
Optimal Change Point
Neither too early (wasting roll life and grind capacity) nor too late (marking coils) — the change lands at the right tonnage.
Why It Has to Be AI at Mill Speed
This only works because the detection keeps up with the mill. Hot strip runs at 800 to 1200 degrees and ten to twenty meters per second, where human inspection is physically impossible and even single-image vision struggles to establish a repeat. AI vision captures both surfaces continuously, resolves sub-millimeter marks, and performs the periodicity math across the coil length in real time.
Full-Speed Capture
Images both strip surfaces at 10-20 m/s line speed, where humans see nothing and the line never slows for inspection.
Sub-mm Resolution
Resolves marks below the 0.5mm threshold that the human eye loses above 300 m/min — the marks that become customer claims.
Periodicity Math
Computes repeat intervals across the full coil length, separating a true roll signature from scattered random damage.
Specializes to Your Mill
Quality engineers label edge cases and the model retrains, becoming highly tuned to your products and defect signatures over time.
What Predictive Roll Vision Delivers
The return shows up as fewer downgraded coils, roll changes timed right, and root causes fixed instead of repeated. These figures come from steel surface-inspection and rolling-mill deployments.
2-5%
Production protected
the share typically lost to surface defects, much of it preventable
10x
Escape cost avoided
a defect caught at the mill vs one found at the customer
Right-time
Roll changes
driven by wear evidence, not a fixed calendar
Verified
Corrections
AI confirms the pattern is gone, closing the loop with evidence
Every prevented downgrade starts with reading the periodicity and acting on the roll behind it. Want it scoped to your stands and roll register? Talk to our reliability engineers.
Frequently Asked Questions
How does AI know a mark comes from a roll and not something else?
By its periodicity. A roll-surface defect prints onto the strip once per revolution, so it repeats at a fixed interval exactly equal to the roll's circumference. The AI measures the spacing between identical marks across the coil — a consistent repeat at, say, 3.2 meters is a roll signature, while scattered, non-repeating marks point to handling, guides, or other causes. The fixed interval is what separates a roll fault from random damage.
How does it identify which specific roll is worn?
It correlates the measured repeat interval against the roll register — the record of which rolls are in which stands and their circumferences. Because each roll has a known circumference, the repeat distance maps to one specific roll, so the system can name it (for example, the J5 work roll) rather than just reporting "a periodic defect." It then pulls that roll's last-change and campaign history automatically to inform the work order.
Why not just change rolls on a fixed schedule?
Because a fixed schedule is wrong in both directions. Change too early and you waste usable roll life and grinding capacity; change too late and the worn roll marks coils until someone catches it — and downstream those defects cost roughly ten times the mill-exit price. Tracking defect onset against tonnage since grind lets the change land at the right point, driven by actual wear evidence rather than the calendar.
Can it really detect these marks at hot-strip speeds?
Yes — that's the whole point. Hot strip mills run at 10 to 20 meters per second, where human eyes cannot resolve sub-0.5mm defects and miss an estimated 25 to 40% of surface anomalies. AI vision captures both surfaces continuously at full line speed, resolves sub-millimeter marks, and runs the periodicity analysis in real time, so detection and the resulting roll-change alert happen before the next coil enters the mill.
How do we know the roll change actually fixed it?
The loop closes with verification. After the roll change, the AI checks subsequent coils for the same periodic pattern — if it's absent, the correction is confirmed and the work order is closed with quality-verification evidence attached. The fix is confirmed, not assumed, and the event feeds the predictive model so the next degradation on that roll is caught even earlier.
Read the Mark. Find the Roll. Change It in Time.
See Periodic-Mark Detection on Your Strip — in 30 Minutes
Bring coil imagery and your roll register. We'll show AI detect the periodic mark at line speed, measure the repeat interval, match it to the exact work roll, raise the roll-change work order with history and parts, and verify the fix on the next coils — the full closed loop.