Clinker quality is not decided at the finish mill. It is decided — irreversibly — in the three to four hours between the moment raw meal enters the preheater tower and the moment clinker discharges from the cooler. Every parameter that determines whether a ton of clinker delivers 52.5 MPa compressive strength or 42.5 MPa — its free lime content, its Lime Saturation Factor, its Silica Modulus, its C₃S mineralogy, its cooling rate — is established and locked during pyroprocessing. Which means that clinker quality optimization is fundamentally a process control problem, not a laboratory problem. Laboratories can measure what happened. Only real-time AI process intelligence, continuously monitoring kiln thermal profiles, raw mix chemistry, and burning zone conditions, can predict what will happen — and intervene before off-specification clinker is produced. This guide covers the complete clinker quality chain: raw mix design and blending control, burnability optimization, kiln thermal management, free lime prediction and control, and the specific AI capabilities that iFactory deploys to give cement plants the tightest, most consistent clinker quality achievable on any production line.
The Clinker Quality Chain: Where Value Is Made and Lost
A cement plant's revenue is ultimately determined by two numbers: the volume of clinker produced and the quality of that clinker. Everything else — grinding circuit performance, additive dosing, logistics — operates downstream of the clinker quality established in the kiln. Yet in most cement plants, clinker quality is managed reactively: laboratory technicians collect samples every two to four hours, analyze them, and report results that are already three to five hours old by the time they inform an operator adjustment. By that time, hundreds of tons of off-specification clinker have already been produced — clinker that will either be blended down to dilute the quality deviation, rejected entirely, or, most expensively, shipped to customers whose concrete will underperform.
iFactory's cement quality AI platform eliminates this lag entirely. By correlating real-time kiln process data — burning zone temperature, preheater exit gas composition, kiln drive torque, shell temperature scans, cooler outlet temperature — with raw mix chemistry inputs from online cross-belt analyzers and XRF spectrometers, iFactory's predictive models generate clinker quality parameter estimates in real time, updated every 60 seconds, with a prediction horizon of 15 to 30 minutes ahead of current production. Operators see quality deviations before they happen — and the AI recommends the specific setpoint adjustments needed to prevent them.
Raw Mix Design and Blending Control: The Foundation of Clinker Quality
Clinker quality is determined before a gram of raw meal enters the preheater. The Lime Saturation Factor, Silica Modulus, and Alumina Modulus of the raw mix — the three chemical parameters that define clinker mineralogy — are established at the raw mill through the proportioning of limestone, clay, silica, iron ore, and any alternative raw materials. Getting these ratios right, consistently, across variable raw material feed compositions that change with every blasted face in the quarry, is the foundational challenge of clinker quality management. Every deviation in raw mix chemistry that passes through the raw mill becomes a deviation in clinker quality two to three hours later. Fixing it in the kiln is inefficient. Preventing it in the raw mix is the correct strategy.
iFactory's raw mix control module connects online cross-belt analyzers and XRF spectrometers to an AI blending optimization engine that continuously calculates corrective adjustments to raw material feed ratios in real time. As the analyzer detects a shift in limestone CaCO₃ content or clay silica ratio, the AI recalculates the optimal proportioning of all feed streams and recommends — or automatically executes — the correction within minutes, before the out-of-specification material reaches the mill inlet. Schedule a raw mix control assessment to see how iFactory maps your specific raw material variability profile.
| Quality Parameter | Formula / Definition | Typical Target Range | Impact of Deviation | iFactory Control Method |
|---|---|---|---|---|
| Lime Saturation Factor (LSF) | CaO / (2.8·SiO₂ + 1.2·Al₂O₃ + 0.65·Fe₂O₃) | 92–98% | High LSF → excess free lime; Low LSF → low C₃S, weak strength | Real-time XRF feed-back to raw mill proportioning |
| Silica Modulus (SM) | SiO₂ / (Al₂O₃ + Fe₂O₃) | 2.3–2.8 | High SM → hard to burn, high free lime risk; Low SM → liquid phase excess | Cross-belt analyzer + AI blending correction |
| Alumina Modulus (AM) | Al₂O₃ / Fe₂O₃ | 1.4–2.0 | High AM → flash set risk; Low AM → sulfate resistance issues | Automated feed ratio adjustment via AI |
| Free Lime (f-CaO) | Uncombined CaO after clinkering | < 1.5% | High f-CaO → soundness failure, expansion cracking in concrete | Soft sensor prediction 30 min ahead; kiln setpoint auto-adjust |
| Burnability Index | Empirical function of raw mix fineness, LSF, SM | Plant-specific | Poor burnability → high free lime at standard temperature; excess fuel required | AI burnability scoring on raw mill outlet; kiln temperature recommendation |
| Raw Meal Residue (90μm) | % retained on 90 μm sieve | 10–14% | Coarse meal → incomplete calcination, elevated free lime | Mill outlet sensor + separator speed auto-adjust |
Burnability Optimization: Matching Kiln Energy to Raw Mix Chemistry
Burnability — the ease with which a raw mix can be fully clinkered at the kiln's operating temperature — is the critical bridge between raw mix design and kiln energy management. A raw mix with high Silica Modulus, coarse 90μm residue, or elevated quartz content requires significantly more thermal energy to drive free lime to acceptable levels than a well-designed, finely ground, optimally proportioned raw meal. The problem is that most kilns are controlled to a fixed temperature setpoint that was established for the most difficult raw mix the plant has historically processed. When the raw mix improves — as it does every time quarry faces change, when raw material specifications tighten, or when alternative raw materials are introduced — the kiln continues burning at maximum intensity, overburning clinker that required only moderate treatment, wasting fuel and over-processing the mineralogy.
iFactory's burnability AI continuously scores each batch of raw meal entering the kiln based on its chemical composition, fineness, and estimated burnability index, and adjusts the kiln's thermal energy target accordingly. When an easy-burn batch enters, the AI recommends a reduction in fuel feed rate and calciner temperature — capturing the fuel saving opportunity without sacrificing quality. When a difficult batch arrives, the AI pre-positions the kiln at higher intensity before the material reaches the burning zone, preventing free lime excursions before they occur rather than responding after the lab confirms the problem. Book a burnability optimization assessment for your specific raw material profile.
Kiln Thermal Management and Burning Zone Control
The burning zone is where clinkerization happens — where the calcium silicate, aluminate, and ferrite phases that define clinker mineralogy form from their precursors. Maintaining stable burning zone temperatures in the range of 1,400°C to 1,500°C, with the right residence time and the right oxygen environment, is the core challenge of kiln operation. The difficulty is that the burning zone cannot be measured directly — it must be inferred from a combination of pyrometer readings, shell scanner temperatures, gas analyzer outputs (O₂, CO, NOx), kiln drive torque, and feed rate data. Human operators making inference from six to ten variables simultaneously can achieve stable kiln operation — but they cannot optimize it. AI evaluating 200+ variables simultaneously, making micro-adjustments hundreds of times per hour, can.
iFactory's kiln AI processes every available signal from the burning zone environment simultaneously: pyrometer temperatures at multiple zones, shell scanner hotspot tracking, O₂ and CO profiles from gas analyzers, NOx as a combustion intensity proxy, kiln speed and torque trends, preheater exit gas temperature and pressure, calciner outlet temperature, and tertiary air temperature. From this multi-dimensional state estimate, the AI calculates whether burning zone conditions are optimal for the current raw meal batch's burnability requirements — and recommends or auto-adjusts fuel feed rate, kiln speed, calciner fuel split, and ID fan draft to maintain the optimal thermal environment with the minimum fuel input. The result is consistently tighter free lime control and 6 to 15% lower specific heat consumption simultaneously. Visit iFactory's Support Center for documented kiln optimization outcomes by plant size and raw material type.
Preheater & Calciner
Target: 850–900°C calcination; 92–95% decarbonation before kiln inlet. iFactory monitors cyclone temperatures, pressure drops (blockage detection), and gas compositions to optimize calciner fuel split and ensure complete, consistent decarbonation. Incomplete decarbonation reaching the burning zone increases fuel requirement and destabilizes free lime.
Transition Zone
Target: 1,200–1,350°C; initial liquid phase formation. iFactory's shell scanner tracks coating stability and thermal gradient across the transition zone — detecting coating loss that exposes refractory, and coating buildup that blocks material flow. Both are early indicators of kiln instability that precede quality excursions by hours.
Burning Zone
Target: 1,400–1,500°C; C₃S formation, free lime combination. iFactory's soft sensor model predicts free lime 15–30 minutes ahead using burning zone temperature profiles, torque trends, and raw mix chemistry. AI auto-adjusts fuel and kiln speed to keep free lime below 1.5% without overburning — eliminating the quality-versus-fuel tradeoff that defines manual kiln control.
Clinker Cooler
Target: Rapid quench from 1,400°C to <200°C; optimal clinker reactivity. iFactory manages cooler grate speed, fan airflows, and undergrate pressures to maintain the cooling rate that maximizes clinker reactivity and heat recovery — returning maximum secondary and tertiary air to the kiln system and reducing overall specific heat consumption.
Free Lime Control: iFactory's Soft Sensor Advantage
Free lime is the single most important clinker quality indicator — and the hardest to control with traditional methods. Excess free lime (above 1.5%) causes expansion and cracking in hardened concrete. Deficient free lime (below 0.5%) indicates underburning or over-conservative raw mix design that dilutes C₃S content. The target window is narrow: 0.5% to 1.5%. The laboratory lag is 2 to 4 hours. By the time a free lime result arrives from the lab, the kiln has produced between 300 and 600 tonnes of clinker at that quality level — and the operator has already been managing blind.
iFactory's free lime soft sensor changes this completely. The model predicts free lime content continuously, updated every 60 seconds, using a neural network trained on thousands of hours of plant-specific production data that correlates kiln thermal profiles, raw mix chemistry inputs, and historically measured free lime outcomes. When the model detects a rising free lime trajectory — even before the value exceeds specification — it triggers an alert and recommends the specific combination of fuel feed, kiln speed, and calciner adjustment that will return free lime to target. Operators act on predictions, not on lab confirmation. The result is that free lime excursions become rare, brief, and small — rather than the multi-hour, multi-hundred-tonne quality events that characterize kiln operations managed by lab lag alone. Request a free lime prediction demo using your plant's historical data.
Clinker Mineralogy Optimization: Beyond Free Lime
Free lime is the most immediate quality indicator, but clinker mineralogy — the distribution of C₃S, C₂S, C₃A, and C₄AF phases — determines the full performance profile of the cement produced. A clinker with 65% C₃S delivers fast strength development. A clinker with 55% C₃S and 20% C₂S delivers excellent long-term strength but slower early gain. Getting the mineralogy right requires controlling not just whether clinkerization completes, but how it completes — the specific combination of peak temperature, residence time at peak temperature, and cooling rate that determines the phase distribution of the finished product.
iFactory's mineralogy optimization module uses the Bogue calculation framework — with AI-applied corrections for real kiln conditions that deviate from ideal Bogue assumptions — to estimate clinker phase composition from real-time process data. This allows plant managers and quality teams to monitor whether the kiln is producing the clinker mineralogy profile that corresponds to their target cement strength class, and to identify systematic mineralogy drift before it creates downstream quality problems in cement grinding. For plants targeting premium cement grades — CEM I 52.5R, for example — mineralogy consistency is the difference between a product that reliably commands premium pricing and one that requires quality discounts. Contact our cement quality team to discuss mineralogy optimization for your specific grade targets.
iFactory Quality Intelligence: What the Platform Delivers for Clinker Quality
The following capabilities are specific to iFactory's cement quality platform and represent the integration of process control, predictive analytics, and quality management that no standalone LIMS or SCADA system can replicate. Every capability operates from the same unified data layer, meaning that insights generated in one module automatically inform recommendations in all others — creating a genuinely integrated quality intelligence system rather than a collection of disconnected tools.
Online Analyzer Integration and Raw Mix AI Correction
iFactory connects cross-belt analyzers and XRF spectrometers directly to the raw mix blending AI, creating a closed-loop system where every analyzer measurement triggers an immediate recalculation of optimal feed proportioning. For plants using prompt gamma neutron activation (PGNAA) analyzers, iFactory provides native integration with leading analyzer vendors. For plants without online analysis, iFactory's raw mill control module can achieve significant quality improvement through optimized sampling strategies and AI-accelerated manual lab integration.
Predictive Free Lime Soft Sensor
iFactory's neural network soft sensor predicts free lime content 15 to 30 minutes ahead of production using kiln thermal profile data, raw mix chemistry inputs, and kiln operational parameters. The model is trained specifically on your plant's historical data — accounting for your kiln's specific geometry, your raw materials' characteristic burnability profile, and your fuel blend's combustion characteristics. Accuracy is validated quarterly against lab results and the model is continuously retrained as new production data accumulates, ensuring prediction accuracy improves over time rather than degrading.
Automated Quality Alert and Setpoint Recommendation
When iFactory's quality AI detects a trending deviation in any monitored quality parameter — free lime, LSF, Blaine fineness, setting time — it automatically generates a prioritized alert with a specific recommended corrective action: which parameter to adjust, by how much, and what quality improvement is expected. Alerts reach operators via control room displays, mobile devices, and SMS simultaneously. For plants operating in automatic setpoint mode, iFactory can execute the recommended correction directly via DCS integration, with operator confirmation or full autonomy depending on the configured safety envelope.
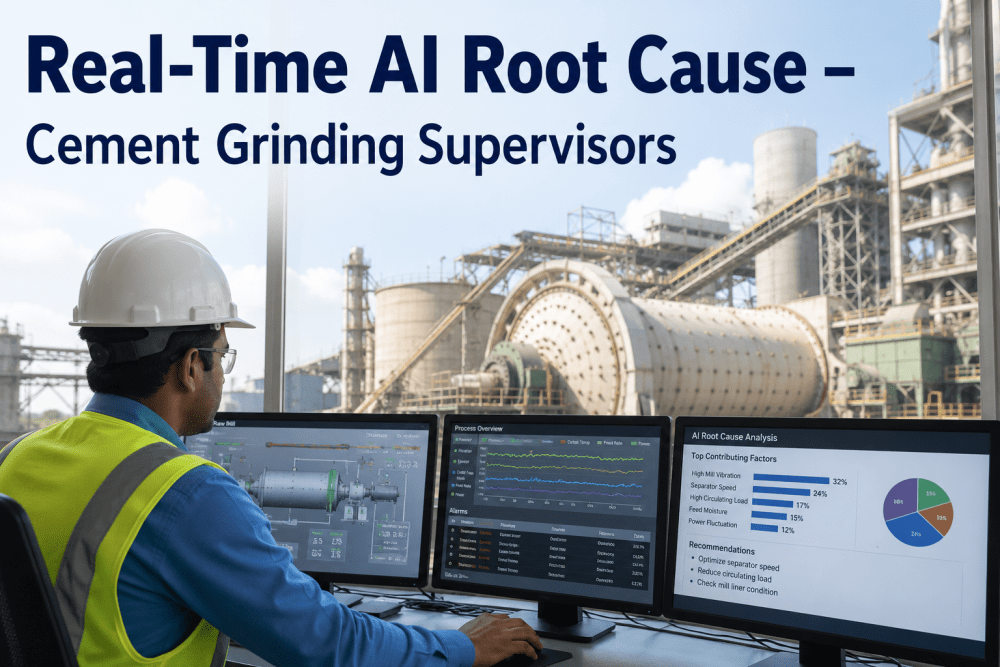
Quality Event Root Cause Analysis
When a quality excursion occurs — a free lime spike, an LSF deviation, a 28-day strength shortfall — iFactory's root cause analysis engine traces the deviation back through the process data chain, identifying the upstream parameter deviation that initiated the quality problem and the estimated time it entered the production stream. This root cause report typically identifies whether the deviation originated in raw mix chemistry, raw mill fineness, preheater calcination performance, burning zone temperature, or cooler operation — and provides the specific process evidence that production engineers need to prevent recurrence. Schedule a quality analytics demo.
A Customer's Perspective
Our free lime variability was our biggest quality problem. We were running average free lime of 2.1% — above specification — because our operators were terrified of going too low and getting incomplete clinkering. The lab lag meant they always had a safety margin that was costing us enormously in clinker factor and fuel. iFactory's free lime soft sensor changed the game completely. Within eight weeks of deployment, our operators could see free lime trending 25 minutes ahead. They stopped needing the safety buffer because they could see the quality before it happened. Our average free lime dropped to 0.9%, our fuel consumption dropped by 8%, and we eliminated four quality rejection events in the first quarter. The ROI was documented within three months.
Frequently Asked Questions: Clinker Quality Optimization
How does iFactory predict free lime without a direct sensor in the kiln?
iFactory uses a soft sensor — a machine learning model that correlates observable process variables (burning zone temperature from pyrometers, kiln drive torque, shell scanner profiles, preheater exit gas temperatures, O₂ and CO from gas analyzers, and raw mix LSF and SM from online analyzers) with historically measured free lime results from laboratory analysis. The model learns the specific relationship between these process variables and free lime outcomes for your kiln's geometry, your raw materials, and your operating conditions. Once trained — typically requiring 90 days of connected operation — it predicts free lime with 99% accuracy, 15 to 30 minutes ahead of current production, updated every 60 seconds. No direct kiln sensor is required or possible.
What online analyzers does iFactory integrate with for raw mix control?
iFactory provides native integration with leading cross-belt and on-belt analyzer systems from major suppliers, as well as XRF spectrometer outputs from automated sampling and analysis systems. Integration is via OPC-UA, Modbus, or REST API, depending on the analyzer vendor's connectivity options. For plants without online analyzers, iFactory can still deliver significant raw mix control improvement through its manual sampling integration module, which uses AI to optimize sampling frequency and timing, and to accelerate the feedback loop from laboratory analysis to blending correction. A free raw mix control gap assessment is available — schedule one here.
Can iFactory's quality AI work with our existing DCS (Siemens PCS7, ABB 800xA)?
Yes. iFactory's AI layer integrates with all major DCS platforms — Siemens PCS7, ABB 800xA, Honeywell Experion, Rockwell PlantPAx, and others — via OPC-UA, the industry-standard protocol for secure DCS data exchange. The integration is read-only for monitoring and advisory mode, or bidirectional for automatic setpoint adjustment mode. No modifications to DCS logic are required in either mode. iFactory acts as a supervisory intelligence layer above the DCS, providing quality-informed setpoint recommendations that the DCS executes within its existing safety interlocks. Most DCS integrations are completed in 2 to 4 weeks.
How long does it take for iFactory's quality models to reach reliable prediction accuracy?
iFactory's pre-trained cement quality model library — built from 50+ cement plant deployments — provides meaningful quality insights from the first week of connection. Free lime prediction accuracy typically reaches 95%+ within 4 to 6 weeks of connected operation. Full model maturity — where the AI has learned your specific plant's characteristic free lime response to all common raw mix and operational variations — is typically achieved at 10 to 14 weeks. Accuracy improves continuously after that as the model accumulates more plant-specific training data. For plants with well-structured historical process data available in PI Historian or SCADA archives, the training period can be significantly compressed by pre-loading historical data before live deployment.
What is the ROI of improving clinker quality with iFactory's AI platform?
The primary financial benefits of AI-driven clinker quality optimization come from three sources: clinker factor reduction (a 1% reduction in clinker-to-cement ratio is worth $0.5M to $2M annually on a 3 MTPA plant, depending on clinker cost and cement volume), quality reject elimination (off-spec clinker costs 2 to 5 times the normal production cost to manage), and fuel savings from eliminating overburning (8 to 15% specific heat reduction). iFactory customers across documented deployments report first-year ROI exceeding 6× the platform cost — with the fastest returns coming from free lime stabilization in the first quarter. A site-specific ROI model is available as part of the pre-sales process.
Can iFactory optimize clinker quality when alternative fuels (RDF, biomass, waste) are used?
Yes — and this is one of iFactory's strongest differentiators for plants with high alternative fuel substitution rates. Alternative fuels introduce significant calorific value, moisture, and combustion rate variability that makes manual free lime control extremely difficult. iFactory's AI continuously monitors the energy actually delivered to the burning zone — not just the fuel feed rate — and adjusts burning zone management parameters in real time as fuel quality fluctuates. Plants running 40 to 60% thermal substitution with iFactory report free lime variability no greater than at 15 to 25% manual alternative fuel operation. This is a critical enabler for plants pursuing aggressive alternative fuel programs without sacrificing clinker quality.
How does iFactory handle the relationship between clinker quality and refractory protection?
iFactory's kiln management AI explicitly models the tradeoff between burning intensity for quality and refractory thermal loading. The platform tracks shell temperature profiles from the rotary shell scanner continuously, detecting hotspot development that indicates refractory thinning or coating loss. When shell temperatures rise above defined thresholds in any zone, the AI automatically reduces burning intensity in that zone — even if this means temporarily accepting slightly elevated free lime — to protect the refractory from thermal damage. This integrated quality-plus-reliability management prevents the situation where aggressive quality control drives kiln operations into refractory damage territory, which is one of the most expensive failure modes in cement manufacturing.
Does iFactory replace our laboratory or quality team?
No — and this is an important distinction. iFactory's AI quality platform augments and accelerates your quality team's effectiveness; it does not replace the laboratory or the quality engineers. Lab results remain the gold standard for quality confirmation and regulatory compliance. iFactory's soft sensor predictions are used for proactive process control — catching deviations before they materialize — while laboratory results provide the validation data that continuously improves the AI model's accuracy. Quality engineers working with iFactory spend less time responding to quality crises and more time on structured improvement initiatives, because the AI is managing the moment-to-moment quality control that previously consumed their reactive bandwidth. Schedule a consultation to discuss how iFactory fits your quality management structure.