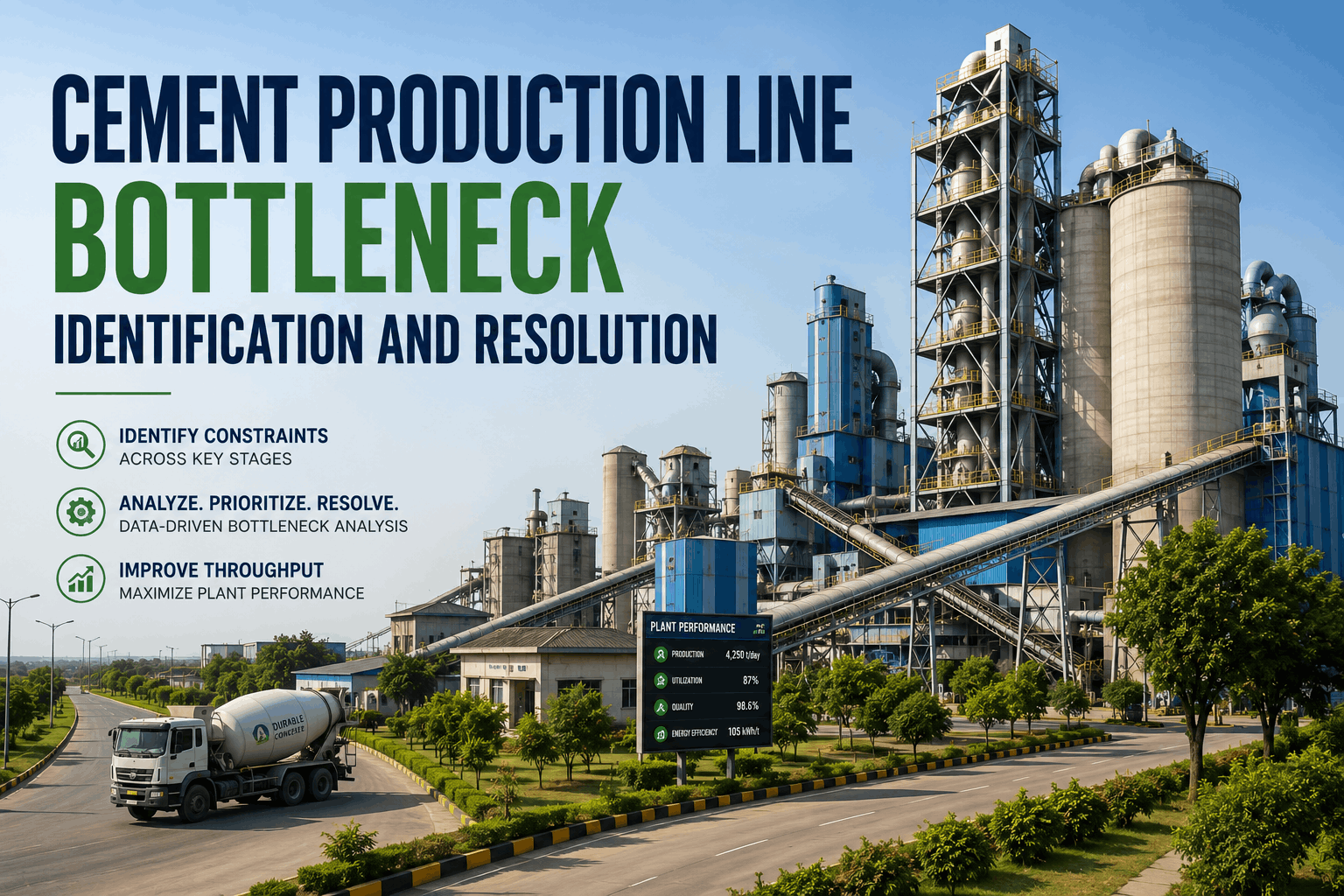
Every cement production line has one true bottleneck at any given moment — one asset, one process stage, one operational constraint that is limiting the throughput of the entire system. Every other asset in the line is running below its potential, waiting on the bottleneck. And in most cement plants, identifying exactly which asset is the binding constraint — and why — requires a data analysis exercise that takes days, is typically performed by a senior process engineer, and produces a finding that is months old by the time it informs any capital or operational decision. Meanwhile, the bottleneck continues limiting production every shift, every day, consuming the same fuel and labor costs to produce less clinker than the line is capable of. Cement production line bottleneck identification done correctly — with AI-powered real-time data analytics — is one of the highest-returning investments a cement plant can make. This is not about finding the constraints that engineers already know about. It is about identifying the subtle, shift-variable, interaction-driven constraints that emerge from the complex interdependency of crushing, raw milling, pyroprocessing, cooling, and finish milling — and resolving them with the precision that only continuous data-driven analysis can provide. This guide covers the complete bottleneck analysis methodology for cement plants and how iFactory AI's analytics platform delivers automated, continuous constraint identification that permanently eliminates the guesswork from cement throughput optimization.
Theory of Constraints Applied to Cement Manufacturing
The Theory of Constraints — the management framework developed by Eliyahu Goldratt — establishes that any system's throughput is determined entirely by its weakest constraint. In cement manufacturing, this means that a 5,000 TPD kiln running at design capacity cannot produce 5,000 tonnes of clinker per day if the raw mill feeding it has an effective throughput of 4,600 TPD after allowing for downtime and performance losses. The entire investment in kiln capacity above 4,600 TPD is stranded until the raw mill constraint is resolved. And conversely, a plant that resolves its raw mill constraint without addressing the finish milling constraint will discover that clinker silo inventory builds but dispatch throughput does not increase — because the new binding constraint is now the cement mill.
This cascading constraint logic means that effective cement debottlenecking requires a system-level view of production data across all stages simultaneously — not just the ability to measure individual equipment performance in isolation. iFactory's production analytics platform maintains a continuous system-level throughput model that identifies the binding constraint in real time, tracks how it shifts across shifts and operating conditions, and distinguishes between primary constraints (the actual throughput limiter) and secondary constraints (assets that become binding only after the primary constraint is resolved). This level of analytical depth is what separates a genuine debottlenecking program from a surface-level equipment inspection.
The 5 Stages Where Cement Production Bottlenecks Occur Most Frequently
Cement production constraints are not randomly distributed across the production line — they cluster in specific stages, at specific operating conditions, and through specific mechanisms that repeat across different plants and geographies. iFactory's bottleneck analysis database — compiled from 500+ cement plant deployments — shows clear patterns in where constraints occur most frequently and under what conditions they are most likely to emerge. Understanding these patterns is the starting point for a structured debottlenecking program.
Raw Mill and Grinding Circuit
The most common primary bottleneck in integrated cement plants. Raw mill constraints typically stem from: feed variability from crusher inconsistency, worn mill internals (grinding media, liners) reducing specific grinding efficiency, separator inefficiency pushing product fineness too fine and reducing throughput, raw material moisture causing mill ventilation constraints, and unplanned downtime from bearing failures or gearbox issues. The critical diagnostic: compare raw mill actual throughput (tph raw meal) against theoretical capacity at current separator settings. A gap of more than 8% typically indicates a correctable operational constraint rather than a fundamental capacity limitation. iFactory identifies this gap in real time and links it to the specific contributing variables — separator differential pressure, mill outlet temperature, feed rate stability — that are driving the throughput shortfall. Schedule a raw mill bottleneck analysis.
Kiln System (Pyroprocessing Line)
Kiln bottlenecks in throughput terms — as distinct from quality constraints — typically result from: feed rate limitations driven by high-burnability raw mix requiring extended residence time to achieve acceptable free lime, preheater blockage events that force feed rate reduction while clearing, cooler throughput constraints limiting clinker discharge rate, and kiln shell hotspot conditions requiring feed rate reduction to protect refractory. iFactory's kiln analytics continuously models whether the kiln is operating at its throughput potential for the current raw mix burnability and fuel quality — distinguishing between kiln operations that are feed-limited (the kiln could run faster) and kiln operations that are quality-limited (the kiln is at maximum feed rate for acceptable free lime at current conditions). This distinction is critical for correctly diagnosing kiln-stage bottlenecks: increasing feed rate on a quality-limited kiln simply produces more high-free-lime clinker, not more usable clinker.
Finish Mill and Cement Grinding
Cement mill bottlenecks are often hidden because clinker silo inventory provides a buffer between kiln production and grinding capacity — the constraint is not immediately visible when the kiln runs at design rate but grinding throughput is below kiln production rate. Finish mill constraints most commonly stem from: clinker hardness variability (high free lime clinker is harder to grind, reducing throughput), separator wear reducing efficiency, grinding media charge depletion, mill ventilation constraints from ambient temperature or dusty conditions, and additive moisture causing flow problems in the feed system. iFactory's finish mill analytics identifies when mill throughput is consistently below kiln production rate — a signal that the finish mill is the system constraint for dispatch, even if it is not the constraint for clinker production.
Crusher and Quarry Feed
Upstream of the raw mill, crusher throughput constraints are a less frequent primary bottleneck but are often the initiating cause of raw mill throughput reduction through starvation effects. Crusher constraints typically develop gradually from: jaw plate and cone wear reducing crushing efficiency, feed grading changes as quarry faces change, crusher gap setting drift, and increasing downtime frequency as crusher wear accelerates. iFactory's upstream monitoring detects crusher throughput decline — measured as tph limestone delivered to raw mill surge pile — and identifies whether raw mill throughput reduction is driven by upstream crusher constraint or by in-mill process conditions. This distinction prevents the common misdiagnosis of raw mill limitations that are actually caused by upstream feed instability.
Packing and Dispatch
Packer and dispatch bottlenecks are the least frequent primary throughput constraints but the most immediately visible to customers — because they cap saleable volume even when production is running at full rate. Packer constraints stem from: bag weight variance causing rejection rates above 2%, packer mechanical downtime from bag transport system failures, truck loader queue constraints during peak dispatch periods, and silo routing limitations when multiple grades are produced simultaneously. iFactory's packing analytics tracks per-shift packer throughput against certified capacity, identifies the specific failure modes causing rejection rate elevation, and distinguishes between packer mechanical constraints and bag supply or truck scheduling constraints. Request a full production line constraint analysis.
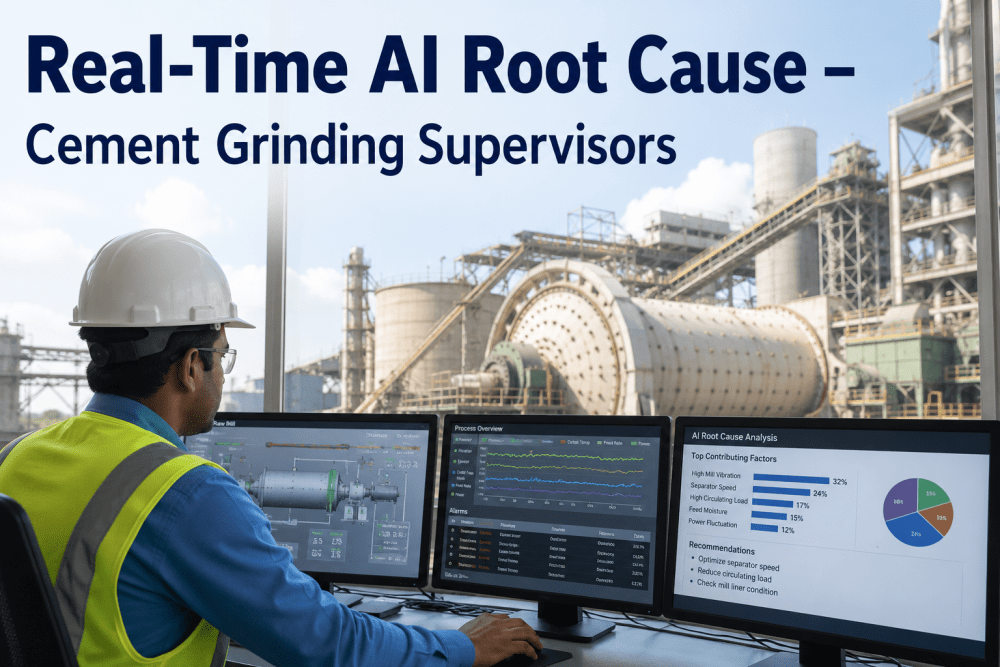
How iFactory's AI Identifies Bottlenecks: The Analytics Methodology
iFactory's bottleneck identification methodology combines three analytical approaches that, individually, each have limitations — but together provide a comprehensive and reliable constraint diagnosis that no single method achieves alone. This multi-method approach is what enables iFactory to identify not just the primary bottleneck but also its root cause, its estimated throughput cost, and the specific interventions that will resolve it most efficiently.
Flow Rate Analysis and Starvation Detection
iFactory monitors the actual throughput rate (tonnes per hour) at each production stage continuously, comparing actual rate against theoretical maximum rate for the current operating conditions. When one stage's output rate is consistently below its theoretical maximum while its downstream stage is at or below its own theoretical maximum, iFactory identifies the upstream stage as a likely constraint and begins investigating the specific process variables responsible for the shortfall. Starvation detection — identifying when downstream stages are running below capacity specifically because they are waiting for upstream production — is a key tool for distinguishing primary constraints from secondary performance losses.
Automated Pareto Analysis of Production Losses
iFactory's AI auto-categorizes every production loss event — planned downtime, unplanned downtime, speed losses, and quality-related losses — using pattern recognition on process data to assign causes without requiring manual operator classification. From these categorized losses, iFactory generates automated Pareto charts that rank loss categories by their total production impact (tonnes of clinker lost × estimated production value), updated daily. This analysis immediately shows which loss categories are responsible for the majority of throughput shortfall — typically revealing that 20% of loss event types account for 80% of production impact, providing a clear prioritization framework for the debottlenecking effort.
Shift and Time-of-Day Pattern Recognition
Some of the most significant bottlenecks in cement production are not constant — they emerge at specific shifts, specific times of day, or under specific combinations of operating conditions. A kiln that constrains throughput during summer afternoons due to cooler air temperature effects on draft might run at full capacity during cool morning shifts, making the constraint invisible in daily averages. iFactory's temporal pattern analysis identifies these time-variable constraints by comparing throughput performance across every combination of shift, day, season, ambient temperature, fuel quality, and raw mix composition — revealing constraints that aggregate analysis would miss entirely. Book a shift pattern analysis consultation.
The iFactory Bottleneck Resolution Framework: From Identification to Throughput Gain
Identifying the bottleneck is necessary but insufficient. The second half of the debottlenecking equation — resolving the constraint in the most efficient, lowest-cost, lowest-risk manner — requires a structured resolution framework that distinguishes between operational improvements (achievable with no capital expenditure), equipment optimization (achievable with modest investment in settings, wear parts, or retrofits), and capital expansion (required only when the constraint is a genuine capacity limitation, not an operational performance gap). iFactory's debottlenecking platform generates intervention recommendations in this sequence — ensuring that plants extract all available throughput from existing equipment before committing to capital investment.
Micro-Stoppage Analysis: The Hidden Throughput Killer
The most commonly overlooked category of production bottleneck in cement manufacturing is the micro-stoppage — brief, seemingly minor production interruptions that individually appear insignificant but accumulate to represent one of the largest throughput losses in the plant. A 30-second conveyor belt slip event. A 45-second packer bag jam. A 2-minute raw mill surge stabilization after a crusher discharge change. Individually, none of these events triggers a downtime alarm or appears in any shift report. Collectively, across a full shift, they can represent 3 to 6% of theoretical production time — equivalent to losing an entire shift of production every two to three weeks on a 5,000 TPD kiln.
iFactory's micro-stoppage analysis module identifies these events by analyzing high-frequency throughput data at sub-minute resolution — capturing every dip in production rate below a defined threshold, regardless of how brief, and automatically categorizing it by asset, cause pattern, and frequency. The Pareto output from this analysis typically reveals a small number of high-frequency micro-stoppage sources — two or three specific equipment points generating 70% of all brief interruptions — that can be resolved with targeted maintenance, setpoint adjustment, or equipment modification at very low cost. For a 5,000 TPD plant, recovering 3% throughput from micro-stoppage elimination is worth $2 to 4 million annually in additional clinker production at current energy cost and market pricing.
| Micro-Stoppage Category | Typical Frequency / Shift | Avg. Duration | Cumulative Loss / Month | Root Cause Pattern | iFactory Resolution |
|---|---|---|---|---|---|
| Belt conveyor slip / mistrack | 4–8 events | 0.5–2 min | 18–40 hrs | Belt tension drift, return roller wear | Tension alert + predictive roller wear tracking |
| Packer bag jam / misfeed | 6–15 events | 0.5–1.5 min | 22–50 hrs | Bag humidity, packer jaw wear, fill rate calibration | Humidity correlation alert + jaw wear tracking |
| Raw mill surge / instability | 3–6 events | 2–5 min | 15–35 hrs | Feed rate change from crusher, moisture spike | AI feed-forward stabilization via upstream alert |
| Elevator chain slip / trip | 2–4 events | 1–3 min | 8–22 hrs | Chain elongation, sprocket wear, overload from feed surge | Vibration-based chain elongation detection |
| Kiln feed weigh feeder fluctuation | 5–10 events | 0.5–1 min | 10–20 hrs | Cell calibration drift, material bridging | AI calibration drift detection + bridge alert |
| ID fan damper control instability | 2–5 events | 1–4 min | 8–28 hrs | Actuator wear, PID tuning drift | Actuator response time monitoring + retuning alert |
Cross-Shift Bottleneck Variability: Why Your Bottleneck Changes Every Shift
One of the most diagnostically important findings from iFactory's cross-plant bottleneck analytics is that the primary throughput constraint in a cement plant shifts between shifts, between days, and between seasons — often without plant management being aware of the variability. A plant that is kiln-limited on day shift (because experienced operators run maximum feed) but raw-mill-limited on night shift (because operators reduce feed at the first sign of mill instability) has two different bottlenecks — but single-point analysis will identify only one, and any intervention based on a single-shift observation will incompletely address the actual throughput loss pattern.
iFactory's shift comparison analytics presents side-by-side performance profiles for each shift team across every production stage simultaneously, identifying not just which shift is underperforming overall but specifically where in the production chain each shift's performance diverges. This analysis has two applications: it identifies the operational improvements that would bring underperforming shifts up to best-shift performance (often achievable through targeted training and setpoint guidance, not equipment investment), and it identifies the genuine production limits that are constant across all shifts (the real structural bottlenecks that require equipment or process intervention). The distinction between "we have a shift performance gap" and "we have a structural production constraint" is the most important diagnostic question in cement debottlenecking — and iFactory's cross-shift analytics resolves it definitively. Schedule a shift variability analysis for your plant.
A Customer's Perspective
We had been planning a raw mill capacity expansion for two years — $18 million capital project — because our production team was convinced the raw mill was the bottleneck preventing us from increasing kiln throughput to our target. iFactory deployed in six weeks and within the first month of data analysis showed us something we had never seen: our raw mill was actually capable of the target throughput rate, but only on day shift. Night shift was running the mill 11% below its actual capability because operators were using conservative feed rate settings inherited from a process control problem we had fixed 18 months earlier — nobody had updated the reference setpoints. The AI also showed us that a secondary constraint — a crusher discharge conveyor with two chronic belt-tracking problems — was causing 14 hours per month of raw mill starvation that was being logged as 'planned maintenance'. We resolved both in 60 days for under $200,000. We're now running at target kiln throughput. The $18 million project is cancelled.
Frequently Asked Questions: Cement Production Bottleneck Identification
How does iFactory identify the binding constraint without requiring a plant shutdown or production trial?
iFactory's constraint identification is entirely non-invasive — it analyzes the throughput data that your plant is already generating in normal production, without requiring any tests, trials, or production interruptions. The AI compares actual throughput rates at each production stage against theoretical maximum rates derived from equipment specifications and historical best-performance records, identifies gaps, and traces those gaps back to the specific process variables and equipment conditions responsible. No special test runs, no production variation experiments, and no shutdown is required at any stage of the analysis. The bottleneck identification is based on weeks to months of normal production data, making the findings more statistically robust than any short-duration production trial could be.
How does iFactory distinguish between a genuine capacity bottleneck and a performance gap on existing equipment?
This distinction is one of the most valuable outputs of iFactory's bottleneck analytics — and one of the most commonly mismanaged decisions in cement plant capacity planning. iFactory identifies genuine capacity bottlenecks by comparing actual throughput against equipment design capacity, adjusted for current equipment condition (based on condition monitoring data) and current operating parameters. A performance gap is identified when actual throughput is below design capacity AND the gap can be traced to specific, correctable process variables — separator efficiency, mill charge level, feed rate stability, setpoint configuration. A genuine capacity constraint is identified when actual throughput is at the maximum achievable with current equipment condition and any correctable process parameters have already been optimized. Most plants discover that their apparent capacity constraints are performance gaps in disguise, recoverable without capital investment.
What data does iFactory need to perform a bottleneck analysis?
At minimum, iFactory requires throughput rate data (tonnes per hour) at each major production stage — crusher discharge, raw mill outlet, kiln feed, clinker discharge, cement mill outlet, and dispatch. This data is typically available from existing SCADA historians and weighbridge systems. For a more granular bottleneck analysis — identifying micro-stoppages, shift patterns, and specific process variable root causes — iFactory additionally uses: DCS process variables (motor loads, temperatures, pressures, flow rates), equipment-level condition monitoring data (vibration, temperature), and lab quality data from LIMS. The minimum dataset produces a useful constraint diagnosis within 2 to 4 weeks of connection. The full dataset enables the comprehensive constraint map and intervention prioritization that drives the most significant throughput improvements. A free data readiness assessment is available to determine what bottleneck analysis scope your current data infrastructure supports.
Can iFactory identify bottlenecks that only appear during certain raw mix conditions or seasonal periods?
Yes — and this is one of the most important capabilities for cement plants with variable raw material sources or significant seasonal operating condition changes. iFactory's temporal and conditional pattern analysis can identify bottlenecks that are correlated with specific combinations of conditions: high-burnability raw mix batches that limit kiln throughput only during summer months when ambient temperatures reduce cooler efficiency, wet season limestone that reduces crusher throughput only when moisture content exceeds 4%, or night-shift temperature inversion events that reduce ID fan draft and require feed rate reduction to maintain preheater stability. These conditional constraints are completely invisible to aggregate production analysis but can represent tens of thousands of tonnes of unrealized annual production capacity at plants where they occur regularly. iFactory identifies them by correlating every available process variable with throughput outcomes across every operating condition the plant has experienced.
How much throughput improvement can a cement plant realistically expect from AI-driven bottleneck analysis?
iFactory's documented outcomes across cement plant debottlenecking programs show a consistent range: 5 to 15% throughput recovery from zero-CapEx operational improvements (setpoint optimization, shift performance alignment, micro-stoppage elimination) in the first 60 to 90 days, with an additional 5 to 10% achievable through low-cost equipment restoration over the following 6 to 12 months. The combined improvement — 10 to 25% throughput increase without capital investment — represents the most common outcome for plants deploying iFactory's constraint analytics as their first AI application. For a 3,000 TPD plant, a 10% throughput recovery is approximately 300,000 additional tonnes per year of clinker production, worth $15 to 30 million in additional revenue at current cement market pricing, depending on market and clinker cost structure.
Does iFactory's bottleneck analysis replace the need for process engineers?
No — and this is important to understand clearly. iFactory's bottleneck analytics augments process engineering capability: it performs the data collection, pattern recognition, and quantification work that would otherwise require weeks of manual analysis by senior process engineers, compressing it to real-time, continuous output available to the whole team. Process engineers working with iFactory spend their time on the high-value activities that require engineering judgment and operational experience — designing and overseeing the interventions that resolve identified bottlenecks, evaluating the trade-offs between competing improvement options, and applying domain knowledge to interpret AI findings in the context of plant-specific operating constraints. The AI handles the data processing. Engineers handle the engineering. The combination produces faster, more reliable debottlenecking results than either approach achieves independently.
How does iFactory's platform integrate with our existing SCADA and production reporting systems?
iFactory integrates with all major SCADA and DCS historian platforms — OSIsoft PI, Siemens PCS7 historian, ABB 800xA historian, Honeywell PHD, and others — via OPC-UA and REST API connections. Production reporting system integration typically uses REST API or direct database connection, depending on the platform. iFactory's data ingestion layer normalizes data from all connected sources into a unified time-series database from which the bottleneck analytics, OEE calculations, and production dashboards are generated. No replacement of existing systems is required. Typical historian integration is completed in 1 to 2 weeks. Most integration projects are completed with no downtime to existing systems. Contact our integration team for a system-specific connectivity assessment.
What is the typical payback period for iFactory's production analytics platform in cement plants?
The fastest payback case — which represents a meaningful fraction of iFactory's cement deployments — occurs when the platform identifies a zero-CapEx throughput recovery opportunity within the first 30 days that, once implemented, recovers production revenue that exceeds the annual platform cost. For a 3,000 TPD plant recovering 5% throughput from operational improvements, the monthly revenue increase (approximately $1.5 to 3M depending on market) typically exceeds the annualized platform cost within the first month of improvement capture. The average payback period across iFactory's documented cement plant deployments is 8 to 10 months, including both the throughput recovery value and the energy savings generated by eliminating inefficiencies that the bottleneck analysis uncovers simultaneously. Schedule an ROI modeling session for your plant's specific production economics.