The global smart food manufacturing market is projected to exceed $17.2 billion by 2028, and the facilities investing now are pulling ahead by double-digit margins in yield, uptime, and compliance readiness. Smart manufacturing is no longer a pilot program for the world's largest food companies—it is a practical, deployable reality for mid-size processors, bakeries, dairy plants, and packaged goods manufacturers. This guide covers exactly what smart manufacturing means for food production in 2026, which technologies deliver the fastest ROI, and how iFactory connects the entire automation stack into a single operational intelligence platform. Sign up free to see how your facility compares to smart manufacturing benchmarks.
Food Plants Are Under Pressure from Every Direction
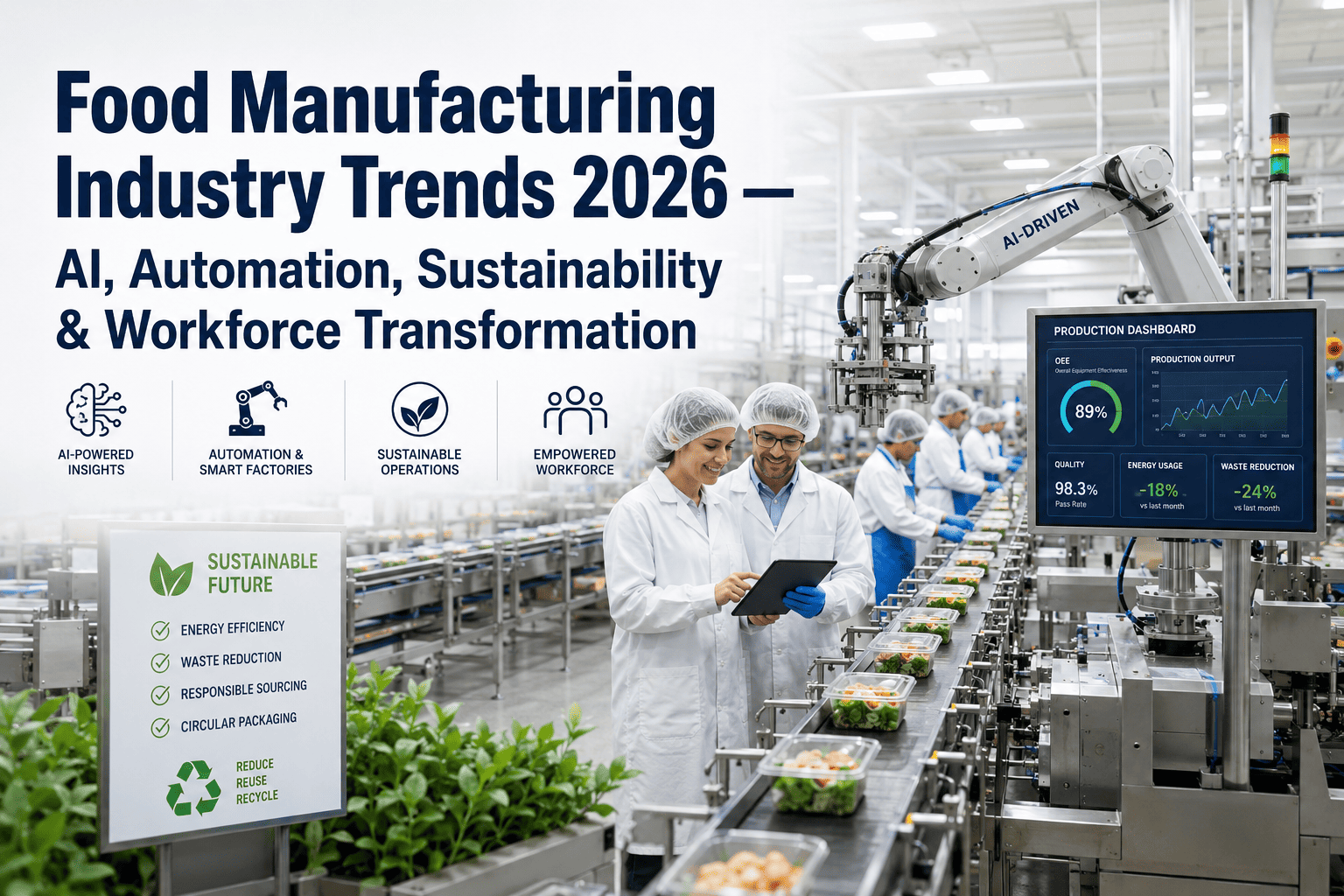
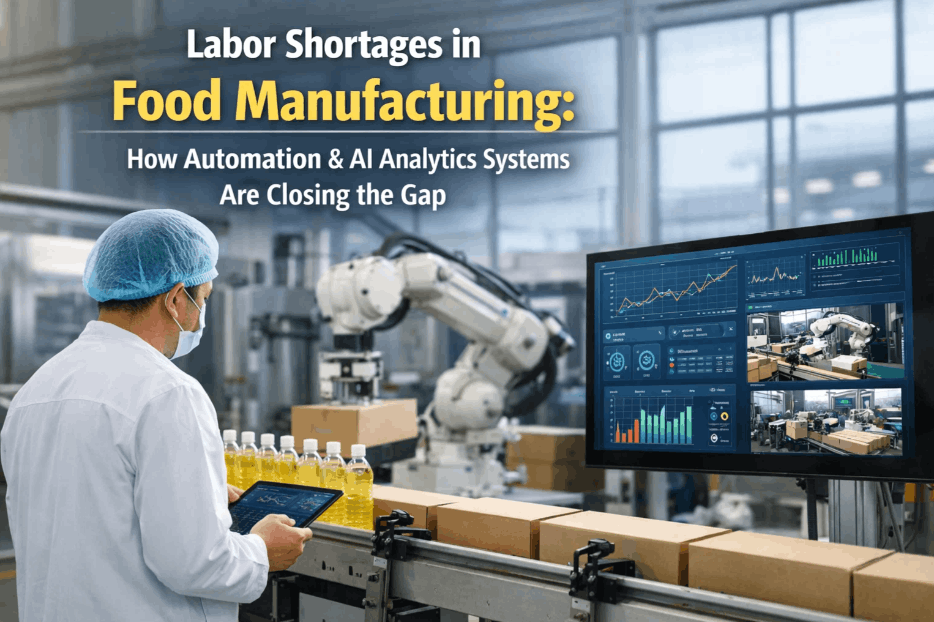
Margins are thinning, labor is scarce, compliance standards are rising, and retailers are demanding more flexibility with shorter lead times. Smart manufacturing addresses all four pressures simultaneously—not by adding headcount, but by making every existing resource more productive and every process more visible.
What a Fully Connected Food Plant Actually Looks Like
Smart manufacturing is not a single technology. It is the integration of five capability layers into a unified system where data flows automatically from the shop floor to the management dashboard—and back down as optimized instructions. Sign up to see which pillars your facility has in place and where the gaps are.
Traditional vs. Smart Food Manufacturing: The Performance Gap
This comparison reflects documented outcomes from food and beverage plants that transitioned from conventional operations to integrated smart manufacturing platforms over 12–18 months.
| Metric | Traditional Operations | Smart Manufacturing | Gain |
|---|---|---|---|
| Overall Equipment Effectiveness | 45–55% (industry average) | 70–85% | +25–34 points |
| Unplanned Downtime | 15–25 incidents/quarter | 5–10 incidents/quarter | 50–65% reduction |
| Production Yield | Baseline (100%) | 103–108% of baseline | 3–8% improvement |
| Maintenance Costs | Baseline (100%) | 70–75% of baseline | 25–30% lower |
| Energy per Unit Produced | Baseline (100%) | 85–92% of baseline | 8–15% savings |
| Product Spoilage Rate | 2–5% of production volume | 0.5–1.5% of production volume | 60–70% reduction |
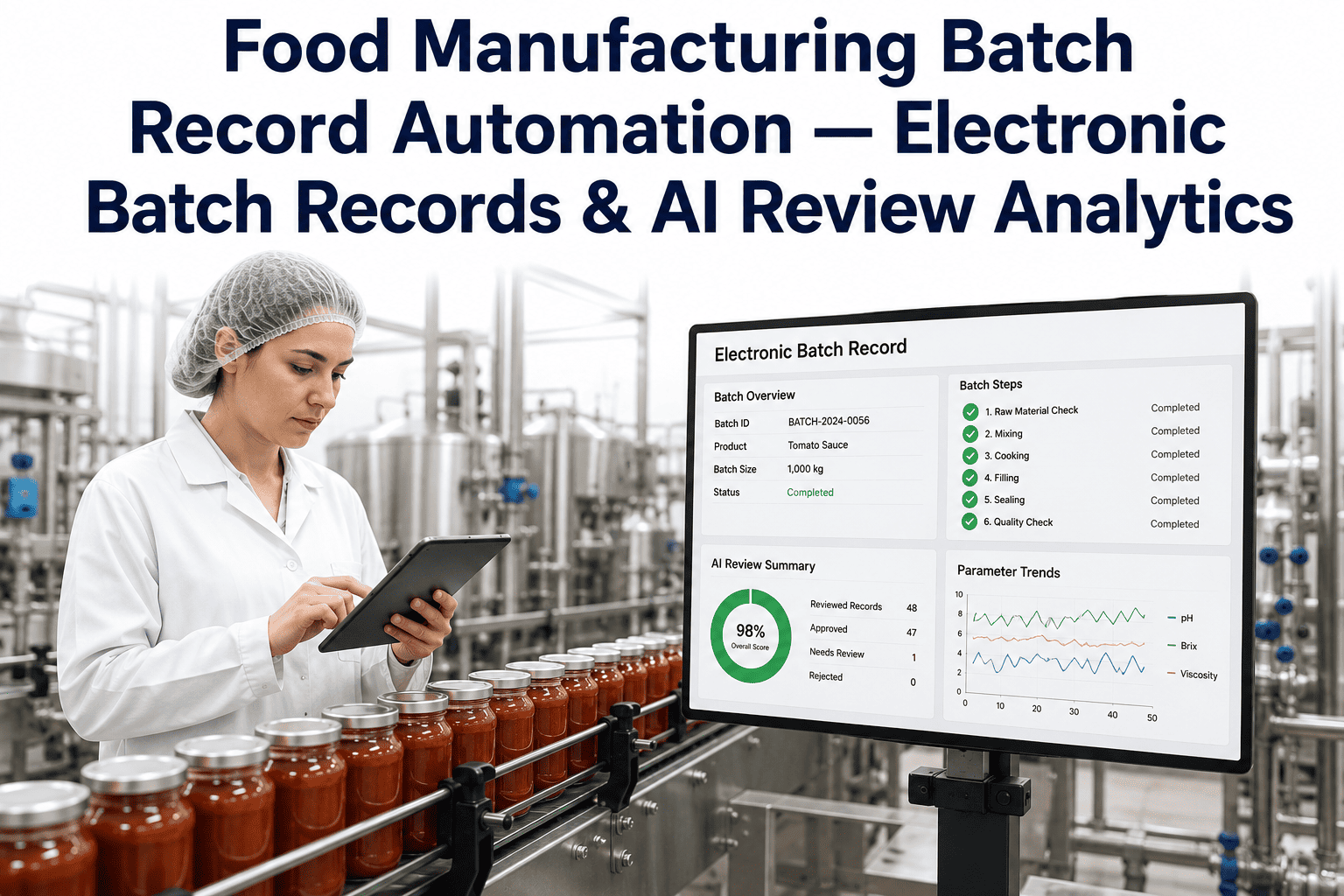
| Audit Preparation Time | 40–80 hours per audit cycle | 2–4 hours (automated reports) | 95% time savings |
| Changeover Time | Operator-dependent, variable | Data-optimized, standardized | 20–30% faster |
The Technology Stack Behind Smart Food Plants
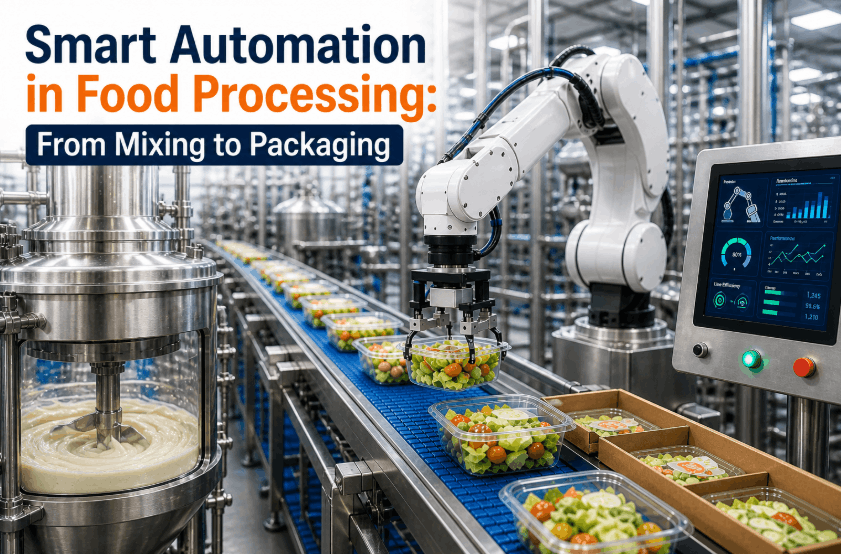
Smart manufacturing combines multiple technology layers into an integrated system. Here are the six technologies delivering the highest ROI in food manufacturing environments today.
Smart Manufacturing ROI: What the Numbers Look Like
These figures represent documented results from food and beverage manufacturing facilities operating on integrated smart manufacturing platforms for 12 months or more.
Smart Manufacturing Use Cases Across Food Sectors
Smart manufacturing applies to every food processing environment. Here is how the technology delivers value across specific sectors.
Your Path to Smart Manufacturing in 4 Steps
Most food plants do not need to transform overnight. The highest-ROI approach starts small, proves value fast, and expands from documented results.
iFactory — The Smart Manufacturing Platform Built for Food Production
iFactory gives food manufacturers a single platform that connects equipment monitoring, predictive maintenance, OEE tracking, work order automation, and compliance documentation into one unified system. No rip-and-replace. No 18-month implementation. Connect your first assets in under 10 minutes and start generating the data that drives 34% OEE improvements and 30% maintenance cost reductions.