A reverse osmosis membrane that has quietly lost 10 percent of its rejection performance will not trip an alarm on its own, it will just let a little more silica and conductivity through into the polishing train, and that train will keep working until it exhausts weeks earlier than the maintenance calendar expects. Process engineers running a demineralization train that feeds a boiler or HRSG are managing several interdependent systems at once, filtration, RO, and mixed-bed or electrodeionization polishing, each with its own fouling behavior and its own failure signature. When one stage drifts quietly, the downstream stages absorb the difference for a while, which is exactly what makes an early membrane or resin problem invisible on a daily grab sample. By the time chloride or sulfate shows up in the feedwater, the source of the contamination is usually a leak or an exhausted vessel that has been degrading for days already. iFactory's AI-driven platform tracks differential pressure, conductivity, and rejection trends across the whole makeup train continuously, so a drifting membrane or an exhausting resin bed gets flagged before it reaches the boiler. Book a demo to see continuous water chemistry monitoring configured for your demineralization train.
AI-Driven · Water Treatment · Demineralization & RO
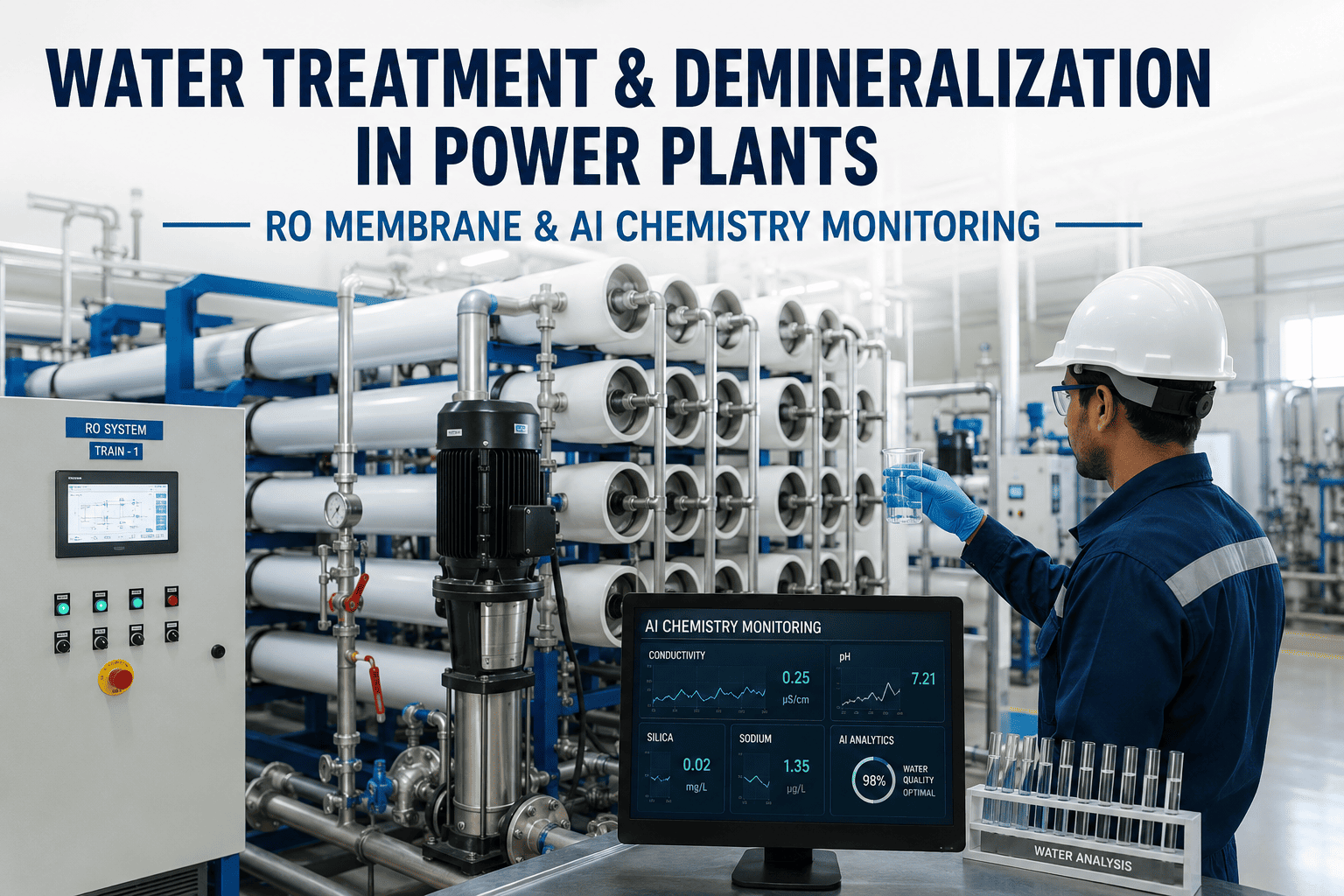
Catch a Drifting RO Membrane Before It Becomes an Exhausted Resin Bed
iFactory tracks differential pressure, conductivity, and rejection performance across your entire makeup water train continuously, so degradation is flagged upstream of the boiler, not discovered downstream of it.
Stage 1
Pretreatment & Filtration
→
→
Stage 3
Mixed-Bed / EDI Polishing
→
Stage 4
Boiler / HRSG Makeup
The Hidden Drift Problem
Why Water Chemistry Problems Are Usually Found Too Late
High-purity makeup water is one of the most closely watched systems in the plant on paper, and one of the easiest to lose visibility on in practice, because most degradation is gradual and each stage can mask the one behind it.
Membrane Fouling
RO Membranes Accumulate Solids Gradually, Not Suddenly
Even with a solid anti-scalant program, membranes slowly accumulate scale, organics, and biofouling over time, and differential pressure across the stages rises well before rejection performance visibly drops on a grab sample.
Masked Degradation
The Polishing Stage Hides RO Problems for a While
A mixed-bed or EDI polishing stage will keep producing acceptable water even as RO rejection quietly declines, because the polishing resin absorbs the extra ionic load until it exhausts faster than planned.
Silica Breakthrough
Silica Is the First Warning Sign, and It's Easy to Miss
Silica is typically the most weakly held constituent on anion resin, which makes it one of the earliest indicators of bed exhaustion, but only if it is being monitored continuously rather than on an infrequent manual sample.
Condenser Leaks
A Condenser Tube Leak Looks Like a Water Treatment Problem
The most common source of chloride and sulfate contamination reaching the boiler is a leak in the steam surface condenser, and distinguishing that from a makeup system upset requires comparing multiple instruments at once, not one reading in isolation.
Multi-Pressure Complexity
Multi-Pressure HRSGs Make One Chemistry Target Impossible
Many HRSG units operate with more than one pressure stage, and the optimum water chemistry differs by stage, which means a single plant-wide chemistry target misses the mark for at least one section of the unit and makes manual tracking across stages harder to keep consistent.
How the Platform Works
From Raw Sensor Data to an Early Warning, in Four Steps
01
Continuous Instrument Ingestion
Differential pressure, conductivity, silica, and flow readings across the filtration, RO, and polishing stages are pulled continuously instead of relying on periodic manual grab samples.
02
Stage-by-Stage Trend Modeling
Each stage is modeled against its own healthy baseline, so a slow rise in RO differential pressure or a slow decline in rejection is caught as a trend, not just as an alarm at the threshold.
03
Cross-Instrument Correlation
When multiple instruments move together, the platform helps distinguish a genuine makeup system upset from a single faulty sensor or a condenser leak, narrowing down the likely source faster.
04
Early Warning Before Exhaustion
Engineers get flagged on a degrading membrane or an approaching resin exhaustion point while there is still time to schedule a cleaning or a vessel swap, instead of reacting to a chemistry excursion at the boiler.
Chemistry Reference
What Reliability Engineers Are Actually Watching in the Makeup Train
These are the instruments that matter most for catching a problem before it reaches the boiler, and the reason each one earns its place on the monitoring list.
| Parameter |
Where It's Measured |
What a Drift Usually Means |
| Differential Pressure |
Across each RO stage |
Rising trend signals fouling or scaling building up on the membrane surface |
| Specific Conductivity |
RO permeate, polishing effluent |
A blanket measurement of total dissolved impurities getting through the train |
| Silica |
Anion or mixed-bed effluent |
Early indicator of resin bed exhaustion, since silica is weakly held on anion resin |
| Sodium |
Cation or mixed-bed effluent |
First cationic constituent to break through as cation resin approaches exhaustion |
| Permeate Flow / Recovery |
RO system outlet |
A declining ratio can indicate membrane fouling before rejection itself visibly drops |
Membrane & Train Health
The Six-Point Demineralization Train Health Scorecard
1
RO differential pressure across every stage is trended continuously against its clean-membrane baseline
2
Permeate conductivity and silica are monitored continuously, not sampled on a fixed manual schedule
3
Resin bed exhaustion is forecasted ahead of breakthrough, based on trend rather than a fixed calendar swap date
4
A sudden multi-instrument shift is distinguished from a single sensor fault before a technician is dispatched
5
Condenser leak indicators are cross-checked against makeup system readings to narrow the likely contamination source
6
Cleaning-in-place and resin change decisions are scheduled from trend data, not triggered only after a chemistry excursion
Don't Wait for Silica to Show Up at the Boiler to Find Out the Membrane Was Already Fouling.
Continuous differential pressure, conductivity, and silica trend monitoring across your filtration, RO, and polishing stages, configured for your specific makeup water train.
From the Field
What Changed After a Membrane Problem Reached the Boiler Once
We had a differential pressure trend on our second-pass RO creeping up for almost three weeks before anyone noticed, because the mixed beds downstream were still producing water that passed spec and nobody was pulling the trend chart daily. By the time we caught it on a routine chemical cleaning inspection, we were already closer to a resin change than our schedule accounted for, and we ended up swapping a vessel earlier than planned during a week we hadn't budgeted the outage time for. Once we had differential pressure and rejection trending continuously with an early flag built in, we caught the same pattern starting on our first-pass train months later, scheduled the cleaning during a planned window, and never let it get close to the polishing stage at all.
— Process Engineer, Combined Cycle Power Generation Facility
Conclusion
The Boiler Only Ever Sees the Problem After Three Stages Already Absorbed It
A demineralization train is designed so that each stage protects the one behind it, which is exactly why a slow membrane or resin problem stays invisible for so long. Filtration absorbs particulate load, RO absorbs bulk ionic load, and polishing absorbs whatever gets through, all quietly, until one of them runs out of capacity to compensate.
iFactory's AI-driven platform keeps differential pressure, conductivity, and silica trending continuously across every stage of your makeup train, so a drifting membrane or an exhausting resin bed gets flagged while there is still time to plan the fix.
For multi-pressure HRSG units, that same continuous view extends stage by stage, so the chemistry target for the low-pressure evaporator isn't quietly averaged against the high-pressure section's requirements. Book a demo to see it configured against your own train's instrumentation.
Frequently Asked Questions
Water Treatment & Demineralization Monitoring — What Process Engineers Ask
What's the earliest indicator that an RO membrane is starting to foul?
Rising differential pressure across a stage is typically one of the earliest signals, often trending upward well before permeate quality or rejection percentage visibly declines on a routine sample. Because that rise happens gradually, it is easy to miss on a periodic manual check and much easier to catch when the trend is tracked continuously against the membrane's clean baseline.
Book a demo to see differential pressure trending applied to your RO stages.
Why does silica matter more than other contaminants for catching resin exhaustion early?
Silica is generally the most weakly held constituent on anion exchange resin, which means it is typically the first species to appear in the effluent as a bed approaches exhaustion. Monitoring anion or mixed-bed effluent silica continuously gives an earlier warning of an approaching resin change than waiting for a broader conductivity or sodium excursion, which tends to show up later in the exhaustion curve.
How can we tell a condenser tube leak apart from a makeup water system upset?
The most reliable way is comparing readings across several instruments at once rather than reacting to one alone. If a condensate purity or feedwater sodium reading is elevated while the makeup system effluent readings stay normal, a condenser leak is the more likely source; if the makeup system readings are also elevated, the upset more likely originates upstream.
Contact support to discuss connecting cross-instrument correlation for your unit.
Does the platform change our chemical dosing or cleaning schedule automatically?
No. The platform surfaces trends and forecasted exhaustion or fouling windows so your team can make the scheduling decision, it does not automatically dose chemicals or trigger a cleaning cycle on its own. The goal is giving process engineers an earlier and clearer picture of stage-by-stage condition, so cleaning and resin change decisions can be planned into a maintenance window instead of forced by an emergency. That distinction matters operationally, since a cleaning-in-place cycle or a resin vessel swap still needs to be coordinated with plant load, outage windows, and chemical inventory, all of which are decisions best left with the engineers who know the rest of the plant's schedule.
What instrumentation does a plant need before this kind of monitoring can start?
Most demineralization trains already have differential pressure, conductivity, and flow instrumentation in place as part of standard RO and polishing system design. The platform connects to that existing instrumentation and historian data rather than requiring a new sensor package in most cases, which means a typical train can begin generating trend visibility within the early weeks of connection.
Catch the Membrane Drift Before It Becomes a Boiler Chemistry Problem.
Continuous differential pressure, conductivity, and silica trend monitoring across your filtration, RO, and polishing stages, configured for your plant's specific makeup water train.