The gap between Operational Technology (OT) and Information Technology (IT) remains one of the largest hidden costs in modern metallurgy. Steel plants generate massive volumes of critical equipment data across SCADA networks, Distributed Control Systems (DCS), and Level 2 automation — yet maintenance teams often rely on manual reporting, trailing indicators, or retrospective alarm analysis to execute repairs. This disconnect forces maintenance to operate reactively, even when the control system is actively flagging degradation. Steel plant SCADA-to-AI-driven integration closes this data gap entirely by establishing true OT-IT convergence. By connecting Level 2 automation and SCADA alarms directly to an AI-driven predictive engine, facilities can automatically translate process deviations, sensor alerts, and off-spec conditions into prioritized, executable work orders before a critical failure halts production. Book an integration audit to see how iFactory continuously bridges the disconnect between your control room and your maintenance floor.
Why Steel Plant Automation Integration Fails Without AI
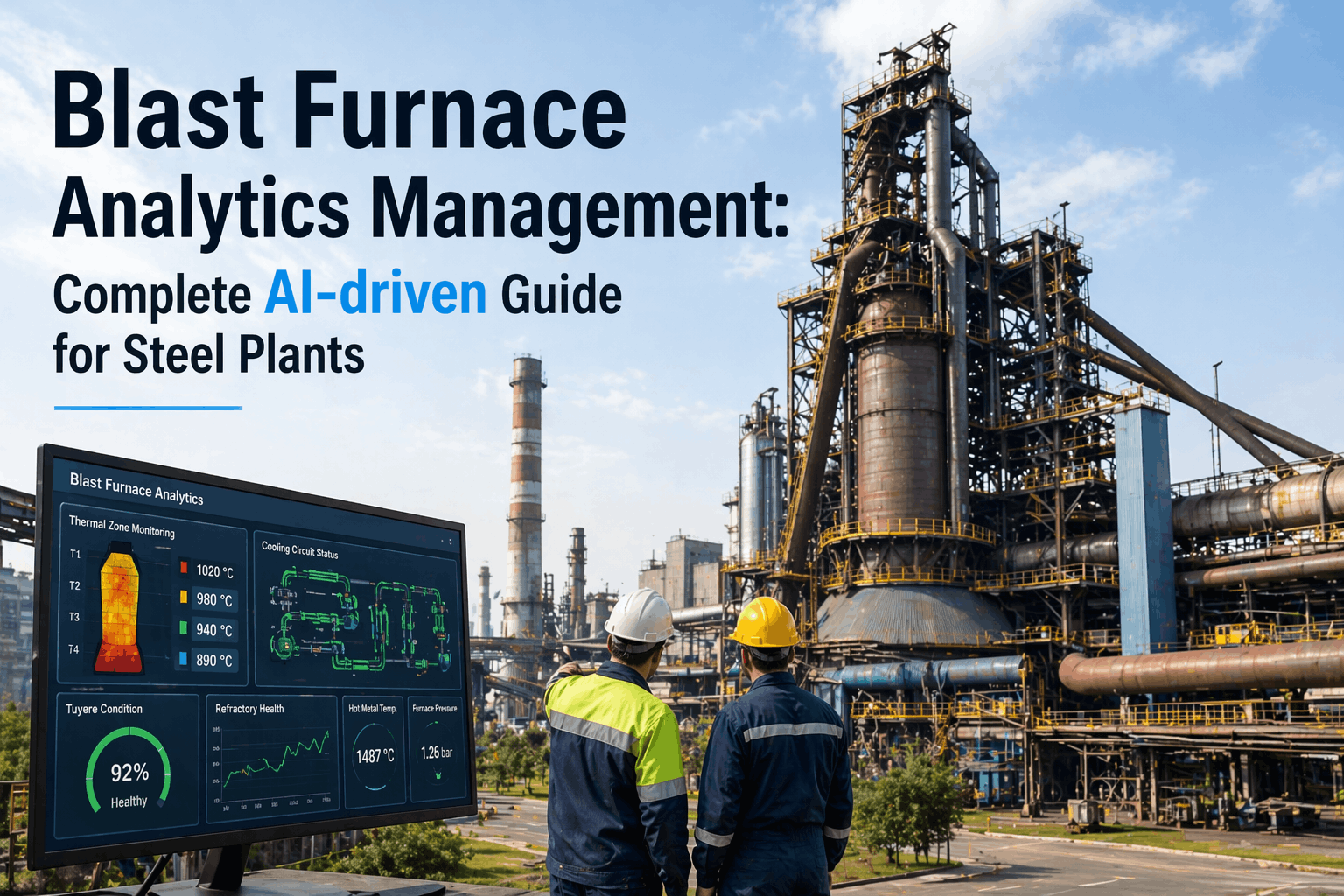
Traditional steel SCADA systems excel at controlling processes, but they are generally poor at filtering noise for maintenance execution. A typical blast furnace or continuous caster generates hundreds of threshold alarms daily. When this raw data is piped into a standard CMMS without an intelligence layer, it results in overwhelming alert fatigue, disconnected asset views, and ultimately, ignored warnings. AI-driven integration is the critical translation layer required for effective OT-IT convergence.
Raw SCADA integration dumps every transient pressure drop or temperature spike directly into the maintenance queue. Engineers quickly learn to ignore automated tickets, missing the genuine degradation signals hidden in the noise.
DCS monitors the metallurgical process (e.g., slag viscosity, cooling water flow), while standard CMMS tracks the asset. Without AI to correlate process deviations with specific equipment wear, root cause analysis remains a manual, time-consuming guessing game.
SCADA alarms are based on fixed high/low limits. They cannot detect the subtle, gradual drift of a failing bearing or a clogging spray nozzle until the limit is violently breached—often too late to prevent a line stoppage.
When a Level 2 system triggers a basic fault code, technicians must still hunt for manuals, check inventory for parts, and cross-reference P&ID drawings. The gap between "knowing there's a fault" and "having what's needed to fix it" remains wide open.
How AI-Driven OT/IT Convergence Streamlines Steel Maintenance
Connecting steel SCADA AI-driven systems requires more than an API pipeline; it requires machine learning models that understand metallurgical asset behavior. The AI acts as the intelligent broker between the control room's raw telemetry and the mechanical team's daily workload. Schedule a pilot to validate this data flow on your most critical production loop.
OPC-UA / MQTT Data Ingestion
The platform safely extracts telemetry from Level 2 gateways, historians, and DCS nodes using universally supported industrial protocols (OPC-UA, MQTT) without interfering with real-time mill control logic.
AI Baseline Generation & Noise Filtering
Machine learning models consume historical SCADA logs to establish normal operational baselines for varying production grades. Transient anomalies that self-correct are filtered out, suppressing false positives immediately.
Predictive Anomaly Detection
Instead of waiting for a high-limit alarm, AI evaluates multi-variable trends (e.g., rising motor current coupled with increasing housing temperature) to detect mechanical degradation weeks before it reaches the SCADA trip point.
Steel Alarm-Based Work Order Generation
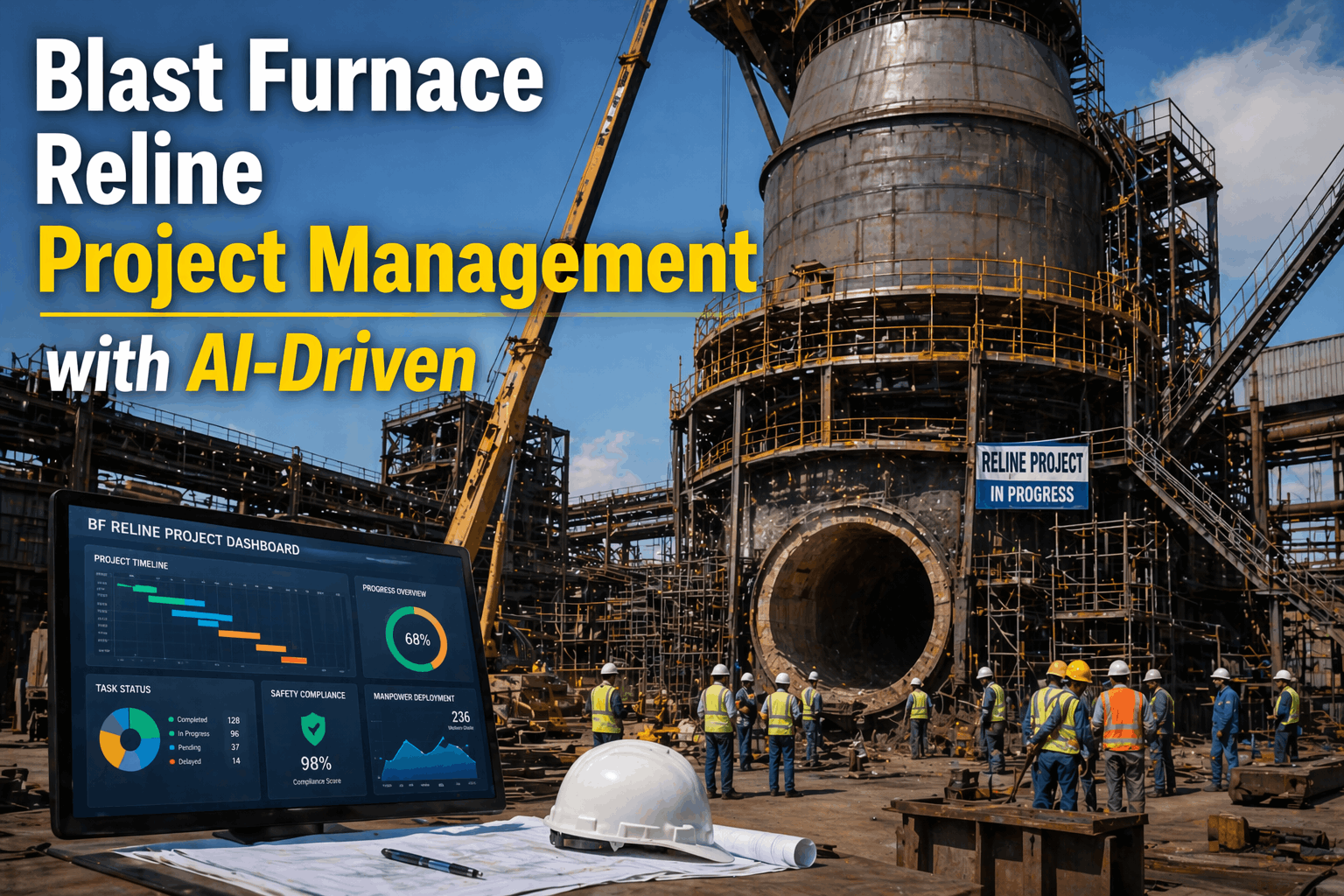
Upon confirming a genuine fault signature, the system autonomously generates a work order. It populates the ticket with the exact telemetry curve, links the digital twin/P&ID, and identifies the necessary replacement parts from the ERP.
Closed-Loop Resolution & Model Tuning
When the technician closes the task, the resolution is logged back into the AI engine. The model learns exactly which physical repair resolved which digital anomaly, continuously sharpening its predictive accuracy over time.
Mapping DCS Alarms to AI-Driven Actions
Effective steel process integration means connecting specific metallurgical systems directly to automated maintenance logic. Below is a breakdown of how raw SCADA alerts transform into intelligent interventions.
| Steel Plant Area | Raw DCS / SCADA Indicator | AI Predictive Analysis | Automated AI-Driven Action |
|---|---|---|---|
| Blast Furnace | Stove dome temp deviation / Cooling flow drop | Correlates flow drop with pressure changes to detect severe tuyere blockage or micro-leaks. | Generates urgent WO for Tuyere inspection; preemptively routes thermal imaging checklist. |
| Basic Oxygen Furnace | Off-gas scrubber pressure differential spike | Identifies exponential fouling rate vs expected baseline for current scrap mix. | Schedules targeted venturi scrubber cleanout during next planned tap delay. |
| Continuous Caster | Mold oscillator current draw increase | Detects gradual load drift indicative of bearing degradation or alignment shift before friction limit. | Reserves replacement bearing pack via ERP; schedules swap for next sequence turnaround. |
| Hot Strip Mill | Roll cooling header pressure fluctuation | Identifies localized pressure drops signaling clogged nozzles vs pump failure. | Triggers localized purge protocol or dispatches hydraulic technician to specific mill stand. |
| Descaling System | High-pressure pump vibration alert | Analyzes harmonic frequencies to distinguish between cavitation and mechanical bearing wear. | Assigns pump diagnostic WO with attached spectral baseline comparison for the mechanic. |
The Strategic Value of OT-IT Convergence in Steel
Closing the data gap delivers measurable financial return across the entire production cycle. By allowing the AI-driven layer to manage the noise, steel plant leadership teams can shift their focus from reactive firefighting to asset optimization and yield improvement.
By responding to early-stage degradation via AI rather than waiting for hard SCADA halts, plants drastically reduce unplanned downtime, stabilizing the Availability pillar of OEE.
Eliminates the lag time between a control room operator observing a trend and a technician receiving a paper ticket. Response sequences are initiated the millisecond a confirmed anomaly is verified.
AI-generated work orders query the integrated ERP (e.g., SAP/Oracle) instantly. If a required pump seal is out of stock, the system expedites procurement before the asset actually fails.
Correlating SCADA process data (speed, load, temperature) with historical CMMS records reveals exactly which process conditions are accelerating mechanical wear.
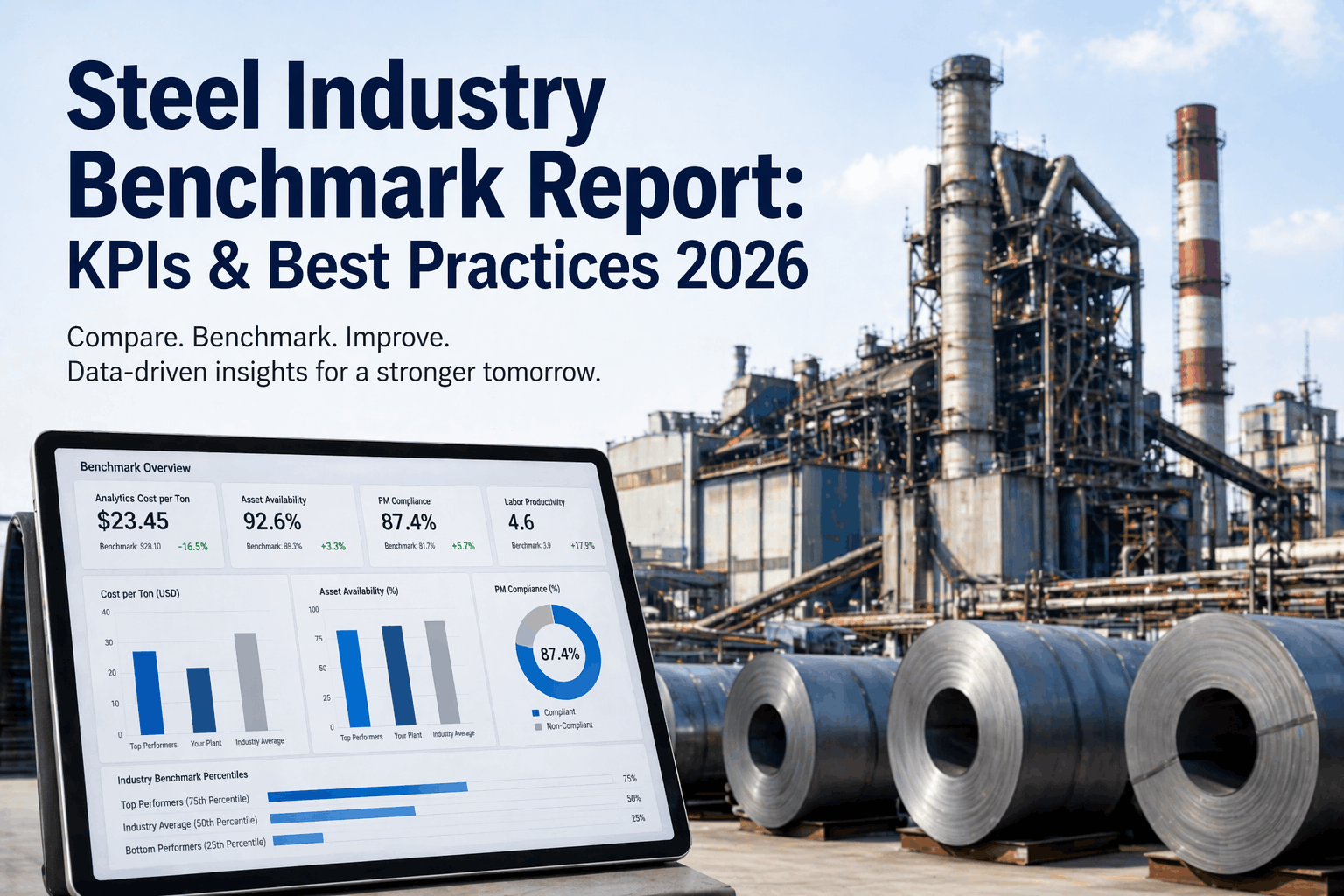
KPIs for Steel Plant Data Integration
Success in OT/IT convergence is measured by the reduction of noise and the acceleration of precise action. Facility managers should track these indicators closely post-integration.
Frequently Asked Questions: SCADA AI-Driven Steel Integration
No. Integration is established via read-only gateways (using standard protocols like OPC-UA or MQTT broker mirroring). The AI ingests telemetry passively and never writes logic back to the PLC or DCS, ensuring zero risk to real-time mill safety and control.
Yes. While modern equipment natively supports OPC-UA, legacy assets can be integrated using edge IoT sensor kits (retrofitting vibration and temperature nodes) that feed directly into the same AI-driven convergence layer alongside your newer systems.
Depending on the variety of steel grades produced, the AI typically requires 3 to 6 weeks of historical DCS data ingestion to map operational baselines and effectively differentiate normal process shifting from actual mechanical degradation.