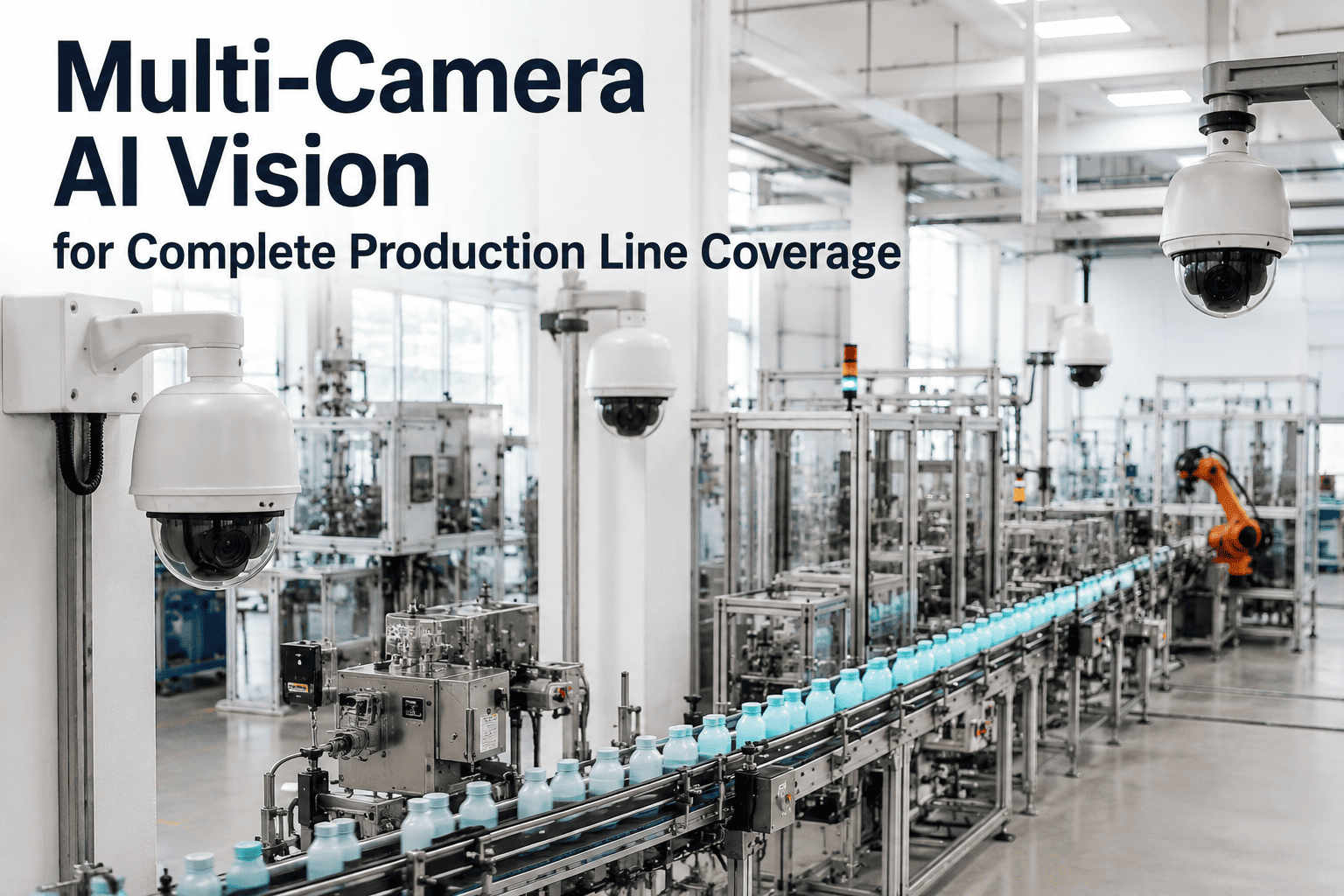
A single camera aimed at a single inspection point catches a single class of defect at a single angle — and misses everything else moving through your plant. The stamping station sees a burr on the top surface but never the flange edge. The paint booth catches a run but not the sag on the underside. Real production lines have five, ten, sometimes twenty critical inspection points, and every one needs its own camera, its own lighting, its own defect model — all feeding one central AI brain. To see a full multi-camera line running on your floor, Book a Demo with iFactory AI.
Cover Every Critical Inspection Point — One Central AI Server, Zero Blind Spots.
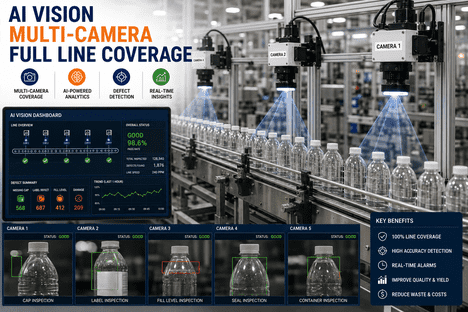
iFactory AI ships the full multi-camera stack: PTP-synchronised cameras at every station, one central NVIDIA server processing all feeds in parallel, and station-specific defect models trained for each inspection point — deployed as a single turnkey unit.
Why One Camera Per Line Is the Most Expensive Mistake in Vision AI
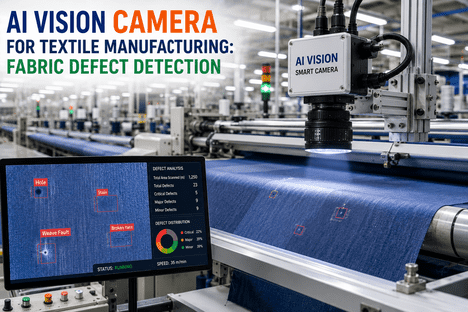
Most vision AI pilots fail the same way. A plant installs one camera at the end of the line, trains a model, celebrates the accuracy in the lab — then discovers that half the defect classes the plant actually produces occur upstream, on surfaces the camera cannot see. By the time defective parts reach the end-of-line camera, the die has already stamped hundreds more with the same fault. The camera catches the escape rate; it never catches the root cause. Multi-camera coverage flips that equation by putting a purpose-built inspection point at every station where defects can originate — and letting a single central AI server correlate what all of them see.
One angle. One defect class. One late signal.
- End-of-line camera only — upstream defects go unattributed for hours
- Single lighting configuration cannot resolve surface, dimensional, and assembly defects
- No cross-station correlation — the model cannot tell why the defect appeared
- Root cause traced by hand, days after the shift, if at all
- Escape rate improves marginally; scrap and rework barely move
Every station covered. Every defect attributed. Real-time root cause.
- Camera at every critical inspection point — stamping, welding, paint, assembly, final
- Station-specific lighting and resolution matched to the defect physics at each point
- Central server correlates all feeds — upstream defect linked to downstream escape
- Root cause surfaces the moment the second station sees the effect
- Escape rate, scrap, rework, and warranty all drop in the same quarter
Six Inspection Stations, Six Cameras, One Central AI — Mapped End to End
A properly designed multi-camera line places one purpose-built inspection point at every stage where a defect can originate. Below is a typical six-station layout for a metal-forming and finishing line — each station has its own camera, lighting, and station-specific model, but all six feed the same central iFactory AI server for parallel inference and cross-station correlation.
Raw Material Intake
Surface defects on incoming coil or blanks — scratches, contamination, discolouration.
Line-Scan · Diffuse LightStamping / Forming
Burrs, die-edge wear, dimensional deviation on formed parts leaving the press.
Area-Scan · Coaxial LightWelding / Joining
Weld porosity, spatter, missing tacks, incorrect bead geometry captured on the seam.
Thermal + Visible · Dark-FieldPaint / Coating
Runs, sags, orange peel, and colour deviation across the coated surface.
Multi-Angle · Structured LightAssembly Verification
Missing components, wrong orientation, incomplete fastening, incorrect labelling.
Area-Scan · Dome LightFinal Quality Gate
Full-part surface audit and dimensional check before crating. Traceability record locked.
High-Res + 3D · BacklightOne NVIDIA Server, Every Feed in Parallel — The Network Architecture Behind It
Multi-camera vision only scales when a single central inference engine processes every feed in parallel and correlates the results in memory. iFactory uses a hub-and-spoke topology where every station camera streams via PTP-synchronised GigE Vision to a central NVIDIA server — no per-station GPU boxes, no drifting clocks, no fragmented model management.
One Model Per Station, Not One Model for the Whole Line
The biggest single mistake in multi-camera vision is trying to run one universal model against every station. It cannot work — the defect physics, lighting, resolution requirements, and acceptance criteria are different at every point on the line. iFactory trains and deploys a purpose-built model per station, all served from the same central server, so each camera gets the right intelligence without the operator managing six separate systems.
| Station | Camera / Resolution | Model Type | Defect Classes | Throughput |
|---|---|---|---|---|
| S1 · Raw Material | Line-scan 8K | Anomaly Detection | Surface scratch, contamination | 300 fpm |
| S2 · Stamping | Area-scan 12 MP | YOLO Segmentation | Burr, die wear, dimensional | 60 parts/min |
| S3 · Welding | Thermal + 5 MP | CNN Classification | Porosity, spatter, missing tack | 15 seams/min |
| S4 · Paint | Multi-angle 20 MP | Vision Transformer | Run, sag, colour deviation | 40 parts/min |
| S5 · Assembly | Area-scan 12 MP | Object Detection | Missing part, wrong orientation | 50 units/min |
| S6 · Final Gate | 3D + 45 MP | Ensemble Model | Surface + dimensional audit | 30 units/min |
Get a Line-Coverage Blueprint Built for Your Production Floor.
Book a 30-minute walkthrough where an iFactory solutions engineer maps your current line to a multi-camera coverage plan — station count, camera types, lighting, and the central-server sizing that fits your throughput.
Why Parallel Processing Is the Only Way Multi-Camera Vision Keeps Up With Line Speed
Cheap multi-camera setups process feeds sequentially — one camera at a time on shared CPU cores — and fall behind by the second station. iFactory's central server runs every camera's model in parallel on dedicated GPU streams, so the inference budget is per-station, not per-line. The difference shows up the moment production speeds up.
Six cameras processed one after another on shared CPU cores. Total latency stacks linearly. Add a seventh camera, add another 800 ms. Falls behind at 60 parts/min.
Adds latency with every new stationAll six cameras processed in parallel on dedicated GPU streams. Adding a seventh station adds one GPU stream, not latency. Holds at 300+ parts/min with headroom.
Scales linearly with camera countWhat Multi-Camera Coverage Delivers That Single-Camera Pilots Never Can
The economics of multi-camera vision flip the moment the second station goes live — root cause becomes traceable, escape rate compounds down, and the marginal cost per additional camera drops because the central server and CMMS integration are already in place. Below is what plants running full-line coverage typically report.
Every critical inspection point covered by a purpose-built camera, lighting, and model — no upstream defect goes unattributed to its origin station.
Reduction in time to trace a downstream escape back to the station that produced it — cross-station correlation replaces manual investigation.
Drop in per-camera deployment cost after the first station — central server, CMMS integration, and mobile dispatch are already paid for.
Typical drop in end-of-line defect escape rate once every upstream station has its own dedicated inspection point and model in production.
Three Deployment Tiers From Pilot Line to Enterprise Multi-Site Rollout
iFactory sizes the multi-camera stack to the plant, not the other way around. Whether you are starting with a single line or scaling to a multi-site rollout, the central-server architecture stays the same — only the number of camera streams and the GPU count on the server change.
Starter Line
Pilot deployment on the highest-ROI line. Two to four cameras cover the top-priority stations. Central server sized for pilot throughput. Deployment lands in 6 to 8 weeks with model tuning continuing into month three.
Timeline: 6–8 WeeksFull Line Coverage
Complete end-to-end coverage of a production line. Every critical inspection station has its own camera and model. Central server sized for parallel inference across all feeds. Deployed in 10 to 12 weeks with cross-station correlation live from week one of go-live.
Timeline: 10–12 WeeksMulti-Line Enterprise
Plant-wide or multi-site deployment. Models trained once and deployed across matching stations on parallel lines. Central server clustered for redundancy. Unified dashboard and CMMS integration across all sites for one operations view of the enterprise.
Timeline: One Quarter Per LineMulti-Camera AI Vision — FAQs for Plant Managers and Digital Leaders
Do I need a separate AI server for every camera?
No. iFactory's architecture is central-server based — one NVIDIA server runs parallel inference across every camera feed on the line. GPU streams scale linearly with camera count, so adding a station means adding one stream, not another server box. This dramatically cuts hardware cost, simplifies model management, and eliminates the clock-drift and correlation problems of distributed per-camera compute. To size a central server for your line, book a scoping session.
Why does each station need its own model instead of one universal model?
Because the defect physics, lighting, resolution, and acceptance criteria are different at every station on the line. A burr detection model for stamping and a coating-run model for paint have almost nothing in common — forcing them into one universal model destroys accuracy on both. iFactory trains and deploys a station-specific model per inspection point, all served from the same central server. Operators see one dashboard, but each camera gets the exact intelligence its defect class needs. For a model-strategy walkthrough on your stations, contact our team.
How does the central server keep all cameras synchronised?
iFactory uses PTP (Precision Time Protocol) synchronisation to a common grandmaster clock, giving every camera timestamp accuracy of plus or minus 100 nanoseconds. That precision is what enables cross-station correlation — the system can prove that the burr the stamping station saw at 09:14:22.481 caused the escape that final gate flagged at 09:14:28.917. Without PTP, multi-camera systems drift and correlation becomes unreliable. To review sync architecture for your line, book a demo.
Can we start with two cameras and expand later without rebuilding the system?
Yes — and this is the whole point of the central-server architecture. iFactory sizes the initial deployment for your pilot but leaves headroom on the server and network for future station additions. Adding a seventh or tenth camera means running one new GigE cable, adding one GPU stream, and training one new station-specific model. Central server, CMMS integration, and dashboard stay the same. Marginal deployment cost after the first station typically drops by 55 percent. For a scale-path review, reach out to support.
Does the multi-camera stack work with existing PLCs and MES systems?
Yes. The central server exposes standard industrial protocols — OPC-UA, MQTT, EtherNet/IP, and REST API — so integration with existing PLCs, MES, and ERP platforms happens through the interfaces those systems already speak. iFactory has active integrations with SAP PM, IBM Maximo, Oracle EBS, and most Tier 1 MES platforms. Reject gates, alarm signals, and traceability records flow into your existing stack without custom middleware. For an integration-fit review, book a demo.
Full-Line Coverage Is the Only Vision Strategy That Actually Moves the Numbers
Single-camera pilots deliver dashboards. Full-line multi-camera coverage delivers escape-rate reductions, root-cause traceability, and the compounding cost economics that only kick in once every station on the line has its own dedicated inspection point. The plants that get vision AI right in the next five years will not be the ones that installed the most impressive individual camera — they will be the ones that wired up every critical station to one central AI brain and let it correlate what the whole line sees. iFactory ships that architecture as a single turnkey deployment, sized to any plant from pilot line to multi-site enterprise.
Design a Complete Multi-Camera Line for Your Plant — In a Single Quarter.
Book a 30-minute session with an iFactory solutions engineer to walk your line, map every critical inspection point, and receive a phased deployment plan sized to your throughput, defect classes, and CMMS landscape.