Weld quality has traditionally depended on the trained eye of an inspector walking the line with a flashlight and a checklist, a method that works until fatigue, lighting, or simple human variation lets a defect slip through. Porosity, cracks, undercut, and incomplete fusion often start as subtle irregularities that are easy to miss visually but go on to cause structural failures far downstream from the weld cell. AI vision cameras mounted at the weld station apply the same detection standard to every single joint, every shift, without the inconsistency that comes from rotating inspectors or end-of-shift fatigue. Manufacturers running AI-based weld inspection alongside traditional visual checks typically find defects their inspectors missed, which is prompting more welding-heavy operations to schedule a demo and see the detection accuracy firsthand.
AI VISION FOR WELD QUALITY
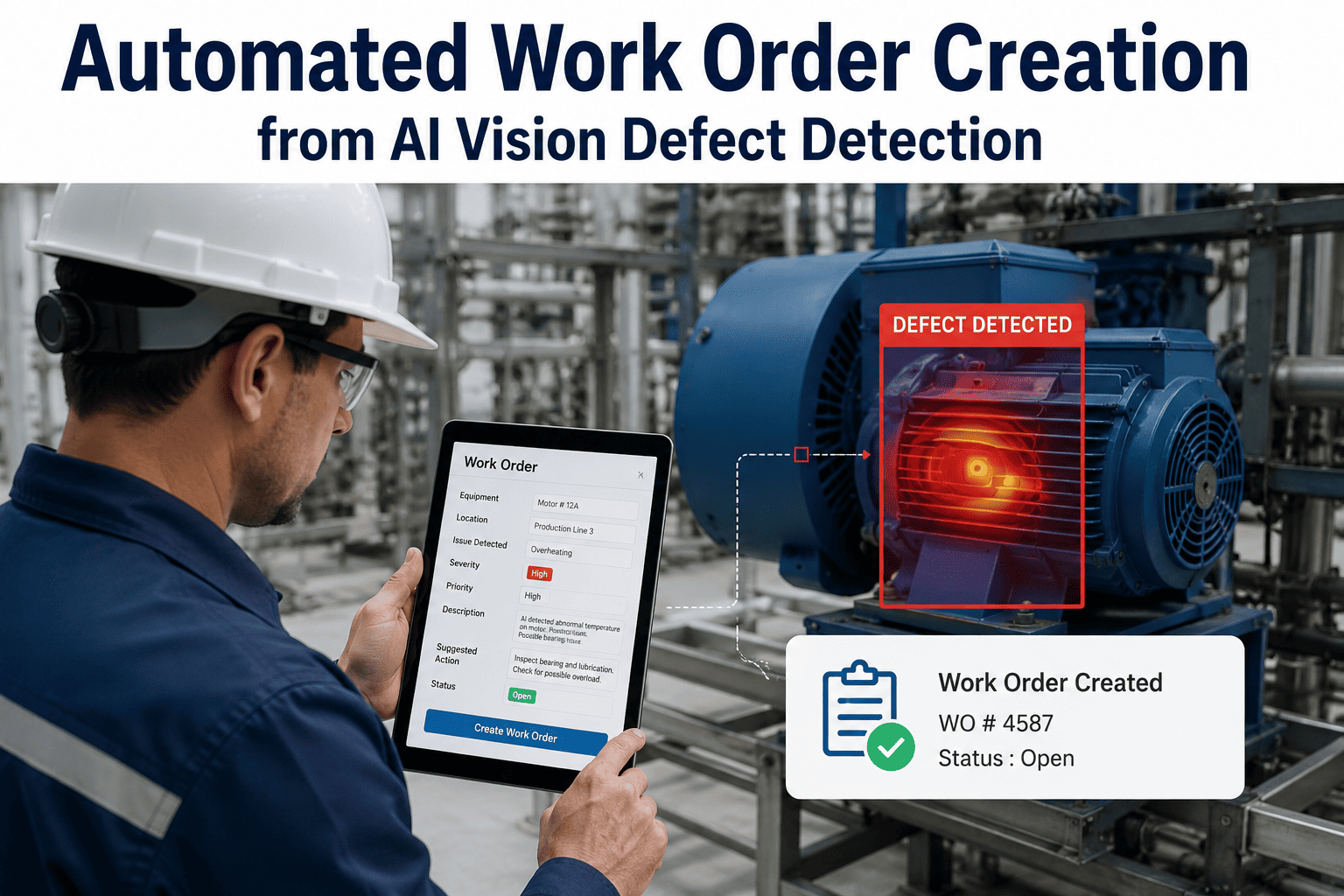
Catch Weld Defects in Real Time, Not on the Next Shift
AI vision cameras inspect every weld as it is made, flagging porosity, cracks, undercut, and incomplete fusion instantly instead of waiting for a manual quality pass.
100%
Of welds inspected consistently, compared to sample-based manual checks
<1 Sec
Typical time to flag a defect after the weld pass completes
Real-Time
Feedback delivered to the welder before the next joint begins
The Defect Types Costing You the Most Rework
AWS D1.1 and related welding standards classify defects by severity and location, and AI vision models are trained directly against these classifications for consistent, standards-aligned inspection.
Porosity
Gas pockets trapped in the weld pool appear as small dark voids on the surface or subsurface, weakening the joint's structural integrity.
Cracks
Hairline fractures form from thermal stress or hydrogen embrittlement and are among the most safety-critical defects to catch immediately.
Undercut
A groove melted into the base metal at the weld toe reduces the effective cross-section and creates a stress concentration point.
Incomplete Fusion
The weld metal fails to fully bond with the base metal or previous pass, often invisible from the surface but critical to joint strength.
Spatter
Excess molten metal droplets scattered around the weld indicate unstable arc conditions that often correlate with other underlying defects.
Manual Visual Inspection
Relies on inspector experience and can vary between shifts and individuals
Typically samples a percentage of welds rather than checking every joint
Feedback to the welder often comes hours or a full shift after the weld was made
Subsurface and early-stage defects are difficult to catch with the naked eye
AI Vision Inspection
Applies the identical detection standard to every weld regardless of shift or line
Inspects one hundred percent of welds produced at the station
Delivers pass or fail feedback to the welder before the next joint starts
Surface-level classification models flag subtle irregularities early for follow-up
How AI Weld Inspection Fits Into Your Line
Step 1
Camera Mounted at the Weld Cell
High-resolution cameras are positioned to capture each completed weld pass without interrupting the welder's workflow or cycle time.
Step 2
Model Classifies Each Weld
The AI model compares the weld bead's visual profile against trained defect classifications and assigns a pass, review, or fail status.
Step 3
Instant Feedback and Logging
Results are displayed at the station in real time and logged against the part number for full traceability during audits.
Step 4
Trend Analysis for Root Cause
Recurring defect patterns are surfaced to quality engineers, connecting specific defect types back to machine settings or consumable batches.
What Drives Recurring Weld Defects
Most defects trace back to a handful of process variables, and once AI inspection creates a consistent, standards-aligned data trail, quality engineers can finally connect specific defect types to their actual root cause.
Consumable Batch Variation
Wire or electrode batches with inconsistent chemistry can raise porosity rates across an entire shift without an obvious machine fault.
Arc Parameter Drift
Voltage or wire feed speed drifting outside the qualified procedure window is a common source of undercut and spatter over time.
Joint Fit-Up Inconsistency
Gaps or misalignment in part fit-up before welding increase the likelihood of incomplete fusion regardless of operator skill.
Shielding Gas Contamination
Low flow rates or drafts disrupting shielding gas coverage are a leading cause of porosity clusters in specific weld cells.
Traceability That Holds Up in an Audit
Automotive, aerospace, and pressure vessel customers increasingly expect documented, part-level weld quality evidence rather than a general statement that inspection occurred.
Part-Level Records
Every weld's pass or fail classification is logged against its part number, creating a searchable record for warranty or recall investigations.
Standard-Aligned Criteria
Classification thresholds map to AWS D1.1 and related codes, so auditors can trace an automated decision back to a recognized standard.
Video Evidence on Demand
Saved clips of flagged welds give quality teams visual proof to support customer audits without re-inspecting physical parts.
See Defect Detection Accuracy on Your Own Weld Samples
Bring sample welds or line footage to a live session and see how the model classifies known defects against your current inspection results.
Frequently Asked Questions
Standard visual AI cameras are strongest at detecting surface-level defects such as porosity, undercut, cracks, and spatter, since these produce visible profile and texture changes on the weld bead. Incomplete fusion below the surface generally requires complementary methods such as ultrasonic testing or radiography for full confirmation, though certain surface indicators of incomplete fusion, like irregular bead shape or toe angle, can still be flagged by vision models as a signal for further inspection. Many manufacturers use AI vision as a fast first-pass screen and route flagged joints to non-destructive testing for final confirmation. Teams can discuss a layered inspection approach during a demo call.
AWS D1.1 defines acceptance criteria for weld defects including maximum allowable porosity size, undercut depth, and crack tolerance, and AI vision models are trained using these same classification boundaries so that a pass or fail determination mirrors what a certified welding inspector would apply manually. This alignment matters for audit purposes since quality teams need documented evidence that automated inspection decisions map back to a recognized industry standard rather than an arbitrary internal threshold.
No, the inspection runs in parallel with production and classification typically completes in under a second after the weld pass finishes, meaning it does not add meaningful cycle time to the station. In most deployments, the camera captures the completed weld during the natural pause before the next part is loaded, so the welder's workflow remains unchanged while gaining immediate pass or fail feedback that was not previously available in real time.
Rather than eliminating quality roles, most manufacturers redeploy inspectors from routine sampling checks toward root cause analysis, non-destructive testing follow-up, and process improvement work once AI vision handles the first-pass inspection of every weld. The labor savings typically come from removing the need to sample-check large batches manually, freeing up inspector time for the defects and edge cases that genuinely require human judgment. Facilities looking to model the labor impact for their specific line can contact support for a staffing analysis.
Yes, though the model needs to be trained or fine-tuned on sample welds from each specific process since MIG, TIG, and stick welds produce visually distinct bead profiles and spatter characteristics. A deployment typically starts with the highest-volume weld type on the line and expands coverage to additional processes as more sample data is collected and validated against known good and defective parts.
CONSISTENT WELD QUALITY, EVERY JOINT
Bring Standards-Aligned Inspection to Every Weld Station
Get a personalized walkthrough of AI weld inspection using footage or samples from your own production line.