YOLOv8 has become the working default for real-time industrial defect detection because it hits an unusually clean point on the accuracy-speed curve. A single-stage, anchor-free architecture processes a 640x640 industrial camera frame in under ten milliseconds on modern edge silicon, delivers mean-average-precision competitive with far heavier two-stage detectors, and scales down to embedded hardware without a full model rebuild. To see YOLOv8 running on your production imagery with your defect classes, Book a Demo with iFactory AI.
Production-Grade YOLOv8 Defect Detection Deployed on Your Line.
iFactory AI trains YOLOv8 models on your defect classes, deploys them on NVIDIA edge silicon, and integrates outputs into your PLC and CMMS — turnkey real-time vision inspection at 640x640 with sub-10ms inference.
Inside YOLOv8 — The Three-Stage Detection Architecture
YOLOv8 is a single-stage detector organised into three clean architectural components. Each stage has a specific role in transforming a raw camera frame into a bounded, classified defect. Understanding these components matters because most training-quality issues in industrial deployments trace back to a mismatch between the defect characteristics and the stage that handles them.
Backbone — CSPDarknet53 + C2f
The backbone extracts hierarchical features from the input image through five convolutional stages. YOLOv8 replaces the C3 blocks of YOLOv5 with C2f modules that concatenate all bottleneck outputs — richer feature flow with fewer parameters. The result is stronger low-level texture features, which matter for surface defect classes like scratches, corrosion, and micro-cracks.
Neck — Multi-Scale Feature Fusion
The neck fuses features from three different scales using a modified PANet plus FPN structure. Small defects use the high-resolution shallow features; larger defect regions use deeper semantic features. This matters in industrial vision because defects on a single production line often span from sub-millimeter pinholes to centimeter-scale delamination in the same frame.
Head — Anchor-Free Decoupled Prediction
YOLOv8's detection head is the largest architectural change from YOLOv5. It is anchor-free — no predefined bounding box priors — and decoupled, meaning objectness, class, and box regression run in independent branches. The practical impact for industrial deployments is simpler training on new defect classes and better performance on irregularly shaped anomalies where anchor boxes historically struggled.
Five Variants, One Architecture — Sizing YOLOv8 to Your Line
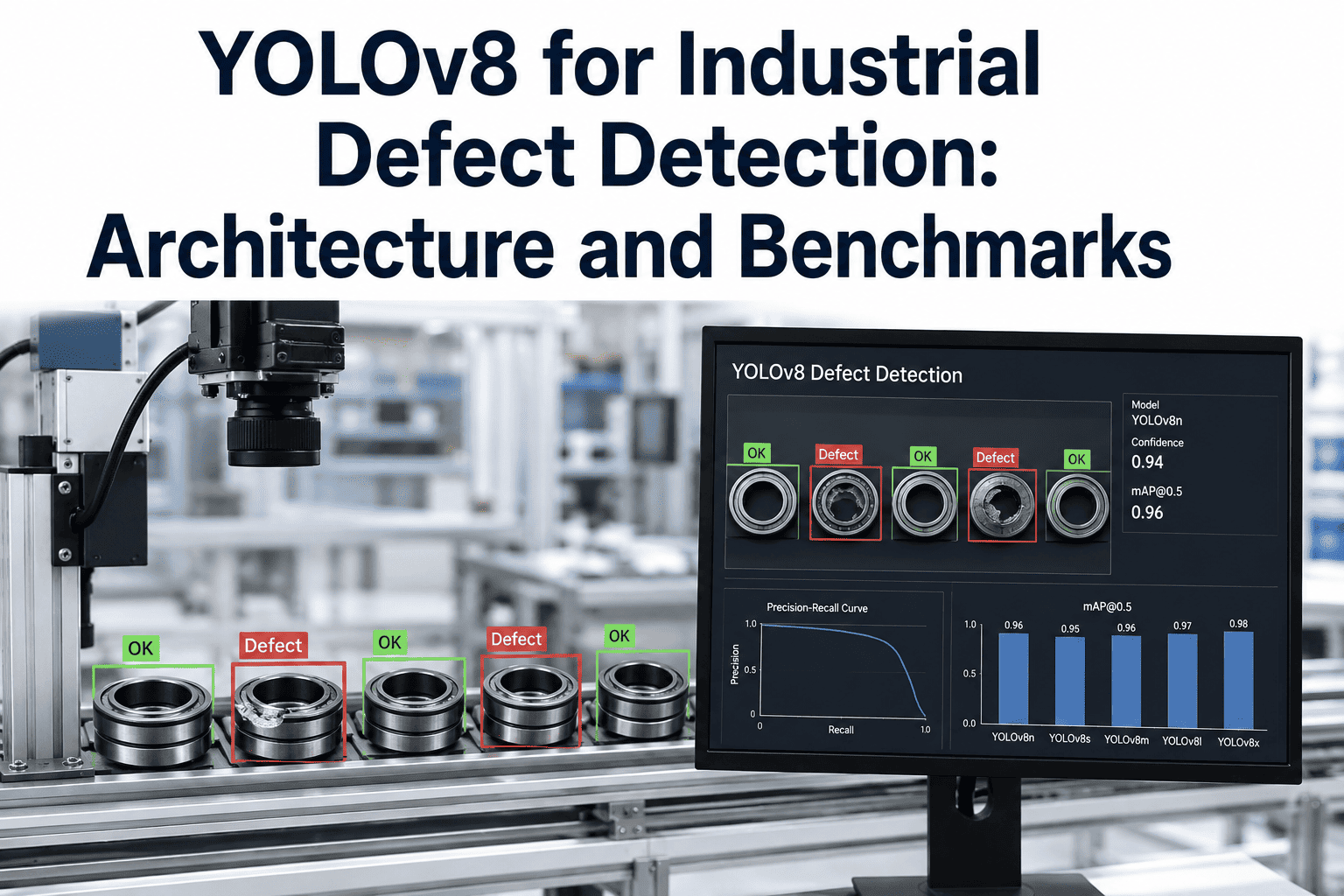
YOLOv8 ships as a scaled family — Nano, Small, Medium, Large, and Extra-Large — with identical architecture and different depth and width multipliers. This lets a plant match model complexity to hardware without switching detection frameworks. The table below summarises the benchmark envelope from Ultralytics' official COCO evaluation.
| Variant | Params | mAP@50-95 | Speed (A100 TensorRT) | Best-Fit Deployment |
|---|---|---|---|---|
| YOLOv8n (Nano) | 3.2 M | 37.3 | 0.99 ms | Jetson Nano, single-line inspection |
| YOLOv8s (Small) | 11.2 M | 44.9 | 1.20 ms | Jetson Orin NX, multi-camera cells |
| YOLOv8m (Medium) | 25.9 M | 50.2 | 1.83 ms | Jetson AGX Orin, whole-line coverage |
| YOLOv8l (Large) | 43.7 M | 52.9 | 2.39 ms | GPU workstation, complex defect classes |
| YOLOv8x (Extra-Large) | 68.2 M | 53.9 | 3.53 ms | Server GPU, research and offline validation |
The practical takeaway for most industrial deployments: Small and Medium hit the accuracy-speed sweet spot for real-time inspection at 640x640, while Nano remains the correct choice for embedded single-camera stations. Extra-Large is rarely needed on the production floor — its accuracy gain over Medium is small and its inference cost triples the hardware requirement.
Anchor-Free vs. Anchor-Based — What Changed and Why It Matters
The anchor-free head is the single biggest reason YOLOv8 outperforms its anchor-based predecessors on irregularly shaped industrial defects. Anchor-based detectors like YOLOv5 rely on predefined bounding box priors that have to be tuned to the target object aspect ratios. Anchor-free detection removes that constraint entirely — a critical simplification for defect classes with no consistent shape.
Predefined Priors
- Requires anchor box tuning per class
- Struggles with unusual aspect ratios
- Higher computational overhead per detection
- NMS parameters need class-level calibration
- Retraining hurts when defect shapes evolve
- Poor small-object recall on high-density scenes
Direct Regression
- No anchor tuning — works out of the box
- Handles arbitrary defect shapes cleanly
- Lower inference cost per detection
- Decoupled heads improve class-location alignment
- New defect classes trained with less friction
- Stronger recall on small and dense defects
Get YOLOv8 Trained on Your Defect Classes — Not Generic COCO Objects.
iFactory AI runs your production footage, annotates it, trains a YOLOv8 model calibrated to your specific defect signatures, and delivers a benchmarked model ready for edge deployment.
Industrial Defect Classes Where YOLOv8 Delivers Production Accuracy
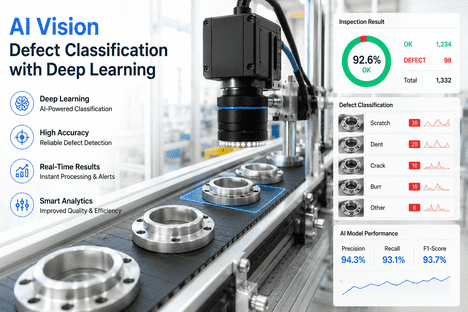
YOLOv8 has been deployed across a wide range of industrial inspection tasks with published research and production case studies validating the accuracy envelope. The defect categories below represent classes where iFactory AI has repeatedly delivered production-grade detection performance through fine-tuned YOLOv8 models.
Surface Scratches & Marks
Steel, aluminium, and painted-surface scratch detection at line speed. Sub-millimeter scratches detected at 640x640 with careful lighting design.
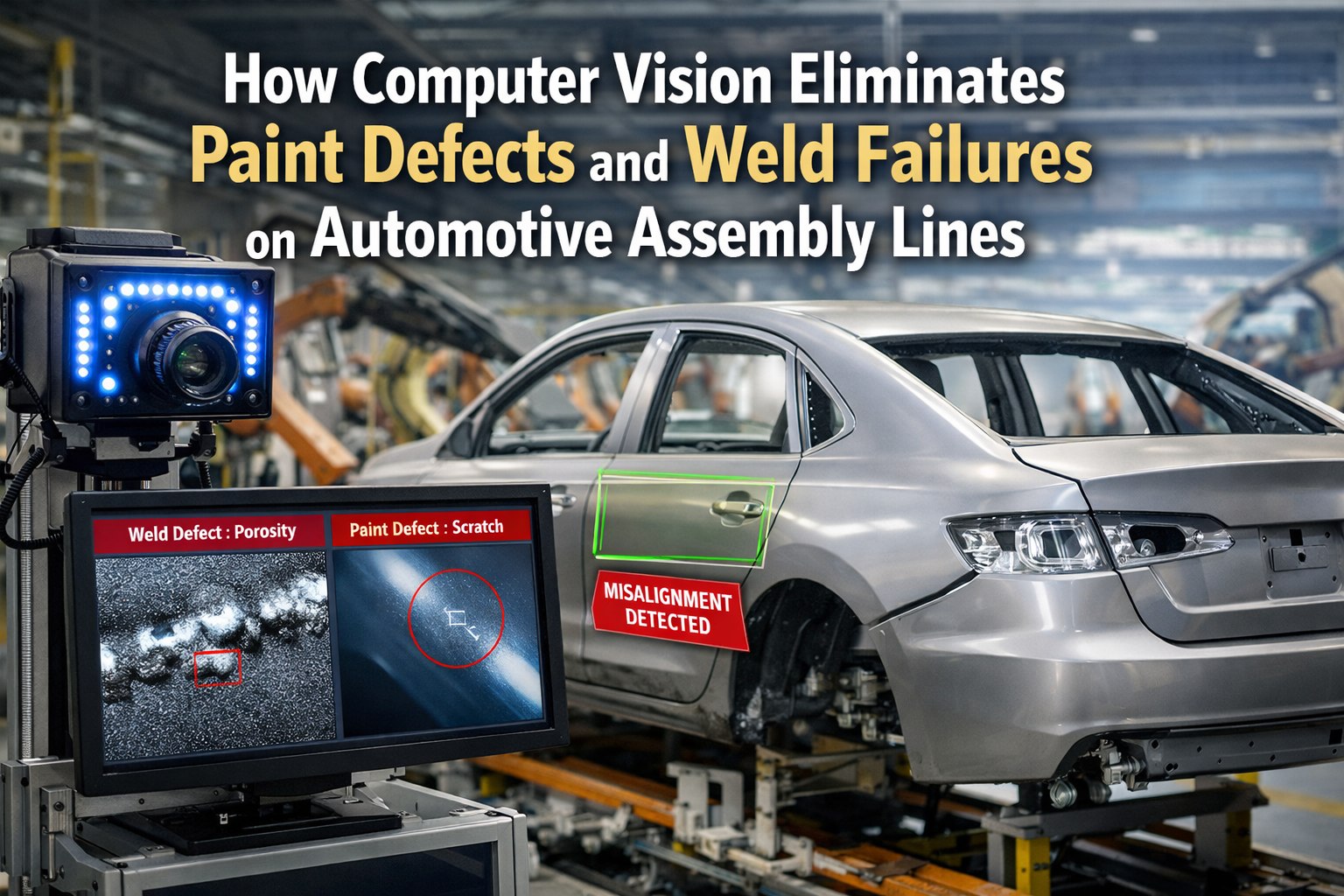
Porosity & Pinholes
Cast metal porosity, weld pinholes, and coating micro-holes classified against clean surface features at production throughput.
Assembly & Fastener Errors
Missing screws, misaligned components, wrong-part detection on assembly lines — anchor-free head handles occlusion and orientation variance.
Weld Seam Quality
Weld continuity, spatter, undercut, and irregular bead classification — multi-scale neck fusion catches both micro-defects and gross geometry deviations.
Print & Label Verification
Package labelling, barcode readability, and print defect detection at packaging line speeds up to two hundred parts per minute.
Contamination & Foreign Objects
Foreign material on conveyors, contaminants in food handling, and unexpected object detection where legacy sensors give only presence signals.
What YOLOv8 Actually Delivers in Production Deployments
Benchmark numbers matter, but production benchmarks matter more. The panel below reports representative measured performance from academic and industrial case studies deploying YOLOv8 on real defect datasets — the accuracy and throughput envelope you can expect after fine-tuning on your specific defect classes.
YOLOv8n on RTX 5090 at 640x640 — extreme headroom for high-throughput multi-camera inspection stations.
YOLOv8s-OBB deployed on Jetson Orin Nano — production-grade accuracy at edge power envelope.
Frames per second sustained on Jetson Orin Nano — real-time headroom for high-speed inspection lines.
YOLOv8x on COCO 2017 val — the accuracy ceiling before task-specific fine-tuning gains.
YOLOv8n compressed model — fits on any Jetson module without storage constraints.
From Raw Line Footage to Production YOLOv8 Model — The iFactory Method
Getting YOLOv8 from a research repository to a production line requires a repeatable process. iFactory AI structures every YOLOv8 defect-detection deployment around a five-step recipe that consistently converts customer footage into a benchmarked, integrated model. Each step has a clear output that gates the next.
Footage Collection & Defect Ontology
Two to four weeks of representative production imagery is collected across shifts and product variants. The defect ontology is defined jointly with the customer's quality team — every class named, illustrated, and thresholded against inspection specifications before annotation begins.
Annotation & Dataset Balancing
Annotators label bounding boxes and class assignments with quality-control double-annotation on ten percent of samples. Class imbalance is corrected through targeted sampling and augmentation — the single biggest determinant of production accuracy on rare defect classes.
Model Training & Variant Selection
The customer's dataset is trained across YOLOv8n, s, and m variants with mixed-precision on GPU cluster. Accuracy versus latency curves are produced, and the variant matching the target hardware and inference budget is selected for production deployment.
Edge Optimisation & TensorRT Export
The selected model is converted to TensorRT with INT8 quantisation calibrated on customer imagery. Benchmarked inference latency is measured on the target Jetson module and validated against production throughput requirements before edge deployment.
Line Integration & Continuous Learning
Detection outputs are wired to the plant PLC for reject actuation and to the CMMS for defect trend reporting. False-positive and false-negative feedback from operators is captured continuously, powering scheduled model retraining that maintains accuracy as production conditions evolve.
From Research Repository to Every-Frame Production Inspection
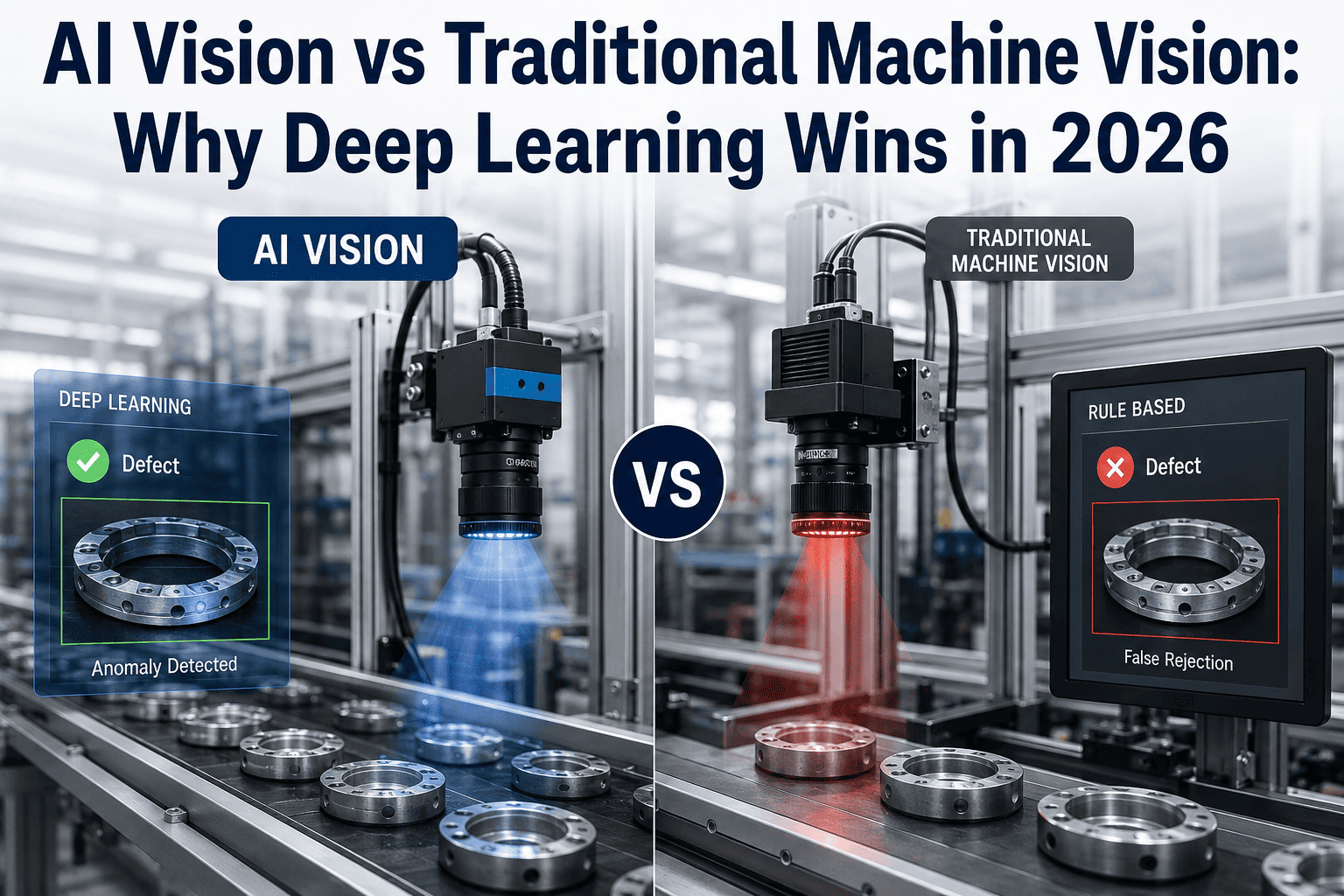
The plants moving from legacy rule-based machine vision to YOLOv8 deep-learning inspection are not just improving detection rates — they are eliminating the manual reengineering cycle that traditional vision systems required every time product mix or defect signatures changed. A rule-based system tuned for one product variant fails silently on the next; a fine-tuned YOLOv8 model generalises across variants and adapts to new classes through incremental training. That is the structural shift, and it is why YOLOv8 has become the default backbone for industrial vision programs at scale.
iFactory AI packages this capability as a delivered outcome — not a research handover. The customer specifies the defect classes, provides the production footage, and receives a trained, benchmarked, edge-deployed model integrated into their existing PLC and CMMS environment. The path from first camera to plant-wide coverage typically fits inside a single production quarter, and every incremental camera has a documented business case behind it.
YOLOv8 for Industrial Defect Detection — FAQs
How much production footage is needed to train YOLOv8 on our defect classes?
Baseline models typically train well on five hundred to one thousand annotated instances per defect class, with rare classes benefitting from targeted augmentation to reach that threshold. Higher variability in lighting, product mix, or defect appearance requires larger datasets. iFactory AI runs a dataset scoping exercise as part of every engagement to right-size the collection effort. To discuss your specific defect classes and dataset needs, Book a Demo with our team.
Which YOLOv8 variant should we use for real-time production line inspection?
For most industrial inspection at 640x640 resolution running on NVIDIA Jetson edge hardware, YOLOv8s (Small) or YOLOv8m (Medium) hits the accuracy-speed sweet spot. Nano fits single-camera embedded stations. Large and Extra-Large are typically reserved for offline validation, research runs, or high-complexity multi-class defect problems where the accuracy gain justifies the higher inference cost.
Can YOLOv8 handle multiple defect classes on the same line simultaneously?
Yes — YOLOv8 is a multi-class detector by design, and a single model can be trained to identify dozens of defect classes across the same production frame. The critical requirement is balanced training data across classes and the decoupled head architecture that YOLOv8 provides. Class imbalance is the single biggest predictor of failure on rare defects, which is why iFactory AI's dataset preparation phase focuses heavily on class distribution before any training begins.
How does YOLOv8 compare to newer models like YOLOv9, YOLOv10, and YOLOv11?
Newer YOLO variants deliver incremental accuracy gains on the COCO benchmark, but for industrial defect detection the deployment maturity, TensorRT support, and stable production tooling around YOLOv8 currently make it the safer production choice. iFactory AI benchmarks new model releases continuously and migrates customer deployments when a newer variant delivers a measurable improvement for the customer's specific defect profile. Our engineering team can walk through the tradeoffs — Contact our expert for a detailed comparison.
What happens to detection accuracy when our product mix changes or new defects appear?
A well-fine-tuned YOLOv8 model generalises across product variants that share visual features with the training set. For genuinely new products or previously unseen defect classes, an incremental training cycle is required — typically two to four weeks including footage collection, annotation, and edge redeployment. iFactory AI includes continuous learning pipelines that capture operator feedback and schedule retraining automatically, so the model stays current without requiring a full data science team on staff.
Ready to Deploy YOLOv8 Defect Detection on Your Highest-Value Line?
Book a scoping session with iFactory AI. We assess your defect classes, evaluate the dataset requirement, size the edge hardware, and return a fully specified pilot deployment plan sized for your production environment.