
Cement plants operate at 65-75% OEE—losing 25-35% of productive capacity to unplanned downtime, speed losses, and quality defects. For a 3,000 TPD plant, this translates to ₹15-25 crore annual revenue loss. The gap between average performance and world-class (85%+ OEE) represents massive untapped value. Leading manufacturers like UltraTech, ACC, and Ambuja have proven that systematic OEE improvement delivers 10-15 percentage point gains within 18 months—equivalent to adding 300-450 TPD capacity without construction. This guide provides proven strategies to reduce downtime, optimize performance, and eliminate quality losses across kiln, grinding, and packing operations. Get your plant's OEE assessment to identify improvement opportunities, or continue reading.
OEE Best Practices for Cement Plants
Reduce Downtime, Improve Performance & Eliminate Quality Losses
The OEE Challenge in Cement Manufacturing
Three Critical Loss Areas
Availability (12-18% Loss)
Refractory failures, kiln upsets, mill liner changes, crusher breakdowns. Unplanned stops cost ₹8-12 lakh per hour. Many plants lack predictive maintenance—operating reactively until catastrophic failure.
Performance (15-20% Loss)
Running below design capacity due to material variations, process instability, inefficient scheduling. Kiln feed rate 85% of rated—leaving 15% capacity unused daily.
Quality (3-7% Loss)
Off-spec clinker, cement fineness variations, rejected batches. Poor process control results in rework, customer complaints, premium product downgrades to lower grades.
A 3,000 TPD plant at 70% OEE vs 85% OEE loses 450 TPD production capacity—equivalent to ₹18-22 crore annually in lost revenue. More critically, competitors achieving 85%+ OEE can undercut pricing by ₹50-100/tonne while maintaining margins. Digital transformation isn't optional—it's competitive survival.
Understanding OEE: The Three Components
OEE = Availability × Performance × Quality
Availability
Operating Time ÷ Planned Production Time
World-class: 92-95%
Cement average: 85-88%
Losses from breakdowns, changeovers, start-up delays. Each unplanned stop = lost tonnes forever.
Performance
Actual Output ÷ Design Capacity
World-class: 95-98%
Cement average: 82-90%
Losses from minor stops, reduced speed, idling. Running at 2,550 TPD when designed for 3,000 TPD.
Quality
Good Units ÷ Total Units Produced
World-class: 98-99.5%
Cement average: 94-97%
Losses from off-spec product, rework, startup rejects. Premium cement downgraded to PPC grade. Calculate your OEE gap.
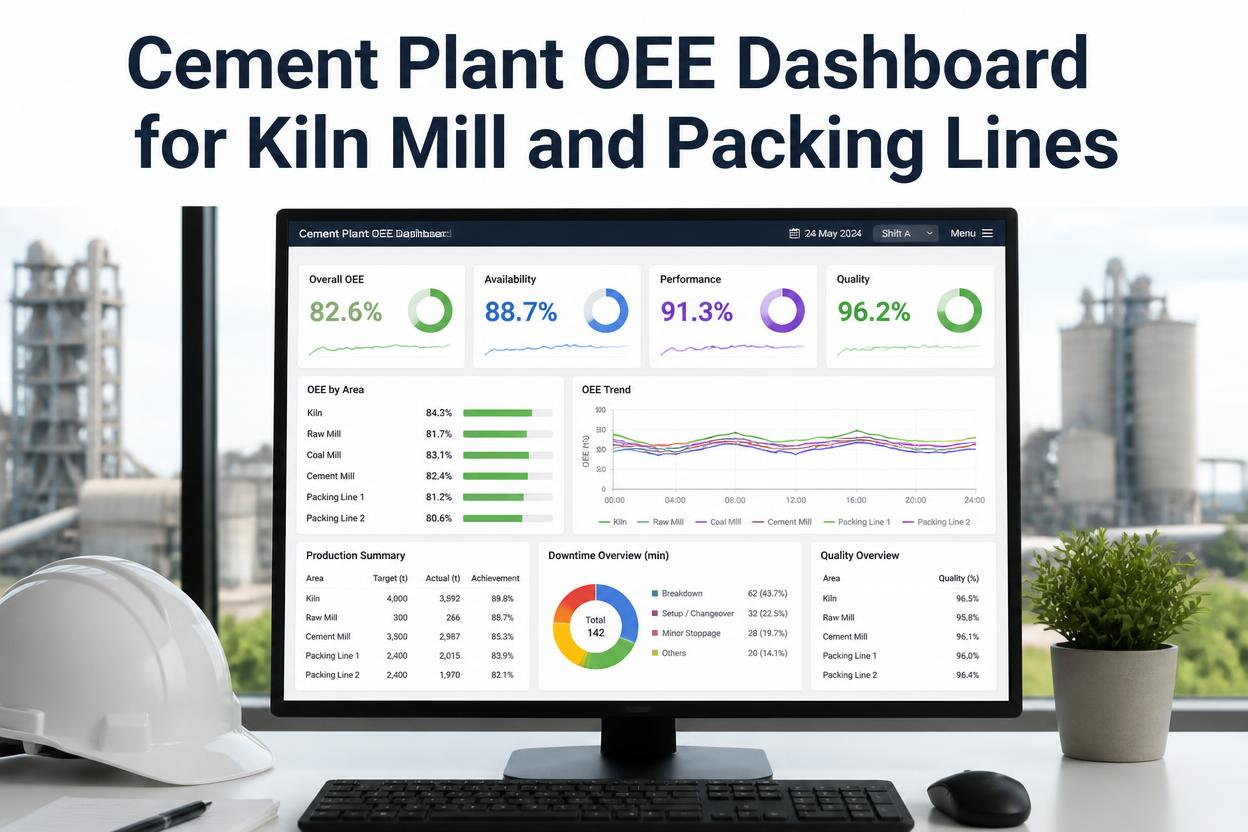
Real Plant Example: 3,000 TPD Cement Plant
This plant loses 28.2% productive capacity—842 tonnes daily or ₹20+ crores annually at ₹4,000/tonne selling price. A 10-point OEE improvement would add ₹7-8 crore annual revenue with zero CAPEX for new capacity.
Get Your OEE Improvement Potential Analysis
Custom OEE assessment for your cement plant. See exactly where you're losing capacity and the ROI from targeted improvements.
Not sure where to start with OEE tracking? Our cement specialists can guide you — We'll help set up baseline measurement for your plant.
Availability Best Practices: Target 92-95%
Proven Strategies to Reduce Downtime
1. Predictive Maintenance for Critical Equipment
The problem: Unplanned breakdowns account for 60-70% of availability losses. Kiln refractory failures, mill liner issues, crusher wear cause multi-day shutdowns.
Best practice implementation:
- Vibration monitoring on mills, crushers, fans—detect bearing failures 2-4 weeks early
- Thermal imaging of kiln shell—identify refractory hotspots before catastrophic failure
- Oil analysis for gearboxes—prevent surprise failures in critical drives
- Condition-based maintenance replaces time-based schedules—service only when needed
2. Planned Shutdown Optimization
The problem: Annual shutdowns take 12-15 days vs world-class 7-10 days. Poor planning, parts unavailability, contractor delays extend downtime unnecessarily.
Best practice implementation:
- Shutdown planning 90 days in advance—critical path analysis, resource allocation, risk mitigation
- Pre-fabricate major components (mill liners, kiln sections) for quick installation during downtime
- Parallel work streams—multiple teams work simultaneously on independent systems
- Digital checklists ensure nothing forgotten—reduce restart delays and quality issues
3. Rapid Breakdown Response System
The problem: When breakdowns occur, MTTR (Mean Time To Repair) averages 6-8 hours due to diagnosis delays, parts searching, coordination issues.
Best practice implementation:
- Digital maintenance system with equipment history, procedures, spare parts location accessible mobile
- Critical spares inventory—high-impact items stocked (bearings, sensors, wear parts) with min-max levels
- Maintenance skill matrix—multi-skilled technicians reduce wait times for specialists
- Real-time alerts to maintenance team when equipment stops—immediate mobilization
Performance Best Practices: Target 95-98%
Proven Strategies to Maximize Throughput
1. Kiln Process Optimization
The problem: Kilns run below rated capacity due to feed variations, flame instability, coating issues. Operators make manual adjustments—inconsistent results, conservative setpoints.
Best practice implementation:
- Raw mix consistency—tighter LSF, SM, AM control (±0.5 vs ±1.5) reduces kiln upsets
- Fuel optimization—consistent heat profile, proper primary/secondary air ratio, flame monitoring
- Coating management—maintain stable kiln coating to prevent frequent slowdowns and thermal shocks
- Process automation—expert systems adjust feed rate, fuel, air automatically based on real-time conditions
2. Grinding Circuit Efficiency
The problem: Cement mills run at 80-85% capacity—caused by circuit instability, poor classifier performance, overgrinding, inefficient media charge.
Best practice implementation:
- Grinding aids—increase throughput 8-12% without quality compromise or additional power
- High-efficiency classifiers—reduce circulation load 15-20%, improve fineness control and energy efficiency
- Media grading optimization—correct ball sizing improves grinding efficiency, reduces liner wear
- Circuit load monitoring—maintain optimal filling (28-32%), prevent overloads and trips
3. Eliminate Minor Stops & Idling
The problem: Frequent small stops (material flow issues, sensor faults, coordination delays) add up to 5-8% capacity loss—often invisible in manual tracking.
Best practice implementation:
- Material flow improvements—eliminate choke points, install flow aids, upgrade chutes and conveyors
- Sensor reliability—quality instruments, regular calibration, backup systems for critical measurements
- Automated interlocks—reduce operator-induced stops from coordination errors between sections
- Track micro-stops—measure stops under 5 minutes to identify patterns (usually 200+ per month)
Quality Best Practices: Target 98-99.5%
✓ Proven Strategies to Eliminate Quality Losses
1. Real-Time Quality Monitoring
The problem: Off-spec cement discovered hours after production—results in large rework batches (50-200 tonnes), customer complaints, premium downgrades.
Best practice implementation:
- Online XRF analyzers—continuous raw mix chemistry monitoring, instant corrections before kiln impact
- Rapid strength testing—2-hour results vs 24-hour lab tests enable quick process adjustments
- Automated fineness monitoring—Blaine measurement every 15 minutes vs hourly manual testing
- Statistical process control—detect trends before going out-of-spec, automatic alerts to operators
2. Process Stability Programs
The problem: Process variations (temperature swings ±30°C, pressure fluctuations, flow instabilities) create quality inconsistency batch-to-batch.
Best practice implementation:
- Critical parameter control—identify and stabilize key variables (kiln temp ±10°C not ±30°C, feed rate ±2% not ±8%)
- Standard operating procedures—documented best practices for all conditions (startup, shutdown, grade changes)
- Operator training—understand cause-effect relationships, proper responses to deviations
- Process capability analysis—measure Cpk for critical parameters, systematically reduce variation
3. Startup & Changeover Excellence
The problem: First 2-4 hours after startup or grade change produce off-spec material—represents 30-40% of total quality losses (especially for 53-grade production).
Best practice implementation:
- Standardized startup procedures—bring equipment to steady state faster (kiln, mills), reduce thermal stabilization time
- Grade change optimization—minimize transition material through controlled blending, quick parameter stabilization
- Automated blending—use transition material intelligently in lower-grade products vs scrapping
- Pre-heat systems—maintain equipment temperature during short stops to reduce startup time
Technology Enablers for OEE Excellence
Digital Tools That Drive Results
Real-Time OEE Dashboards
What it does: Live OEE monitoring—availability, performance, quality tracked by shift, line, plant. Operators see losses as they happen, not next day.
Impact: Visibility drives action. Plants with real-time OEE improve 8-12 percentage points in first year vs those using manual tracking.
Automated Downtime Tracking
What it does: System captures every stop—duration, reason, equipment. No manual logs, no memory bias. Pareto analysis identifies top losses automatically.
Impact: Accurate loss data enables targeted improvements. Automated systems reveal 30-40% more downtime than manual tracking.
CMMS Integration
What it does: Links OEE losses to maintenance actions. Breakdown triggers work order, tracks MTTR, schedules preventive tasks based on actual runtime not calendar.
Impact: Closes improvement loop. Plants with CMMS-OEE integration reduce repeat failures 40-50%, improve first-time-fix rates 25%+.
Process Control Systems
What it does: Advanced process control (APC) for kiln, mills. Expert systems maintain optimal setpoints, compensate for disturbances automatically.
Impact: Consistent performance. APC-equipped plants achieve 3-5% higher performance rates, 15-20% less variability than manual operation.
Mobile Data Collection
What it does: Operators log downtime reasons, quality issues, production counts on tablets. Instant data capture, no paperwork delays or data entry errors.
Impact: Data accuracy 90%+ vs 60-70% with paper logs. Real-time visibility enables faster response—reduce loss duration 20-30%.
Predictive Analytics
What it does: Machine learning models predict equipment failures, quality deviations, process upsets based on sensor trends and historical patterns.
Impact: Early warnings prevent losses. Predictive systems reduce unplanned downtime 25-35%, enable proactive quality corrections. Learn more.
Ready to Implement OEE Best Practices?
Get a 90-day quick-start roadmap customized for your cement plant. We'll identify your top 3 opportunities and the fastest path to 10+ point OEE improvement.
Real Plant Success: 18-Month Transformation
3,200 TPD Cement Plant (North India)
Starting Point (Month 0)
- OEE: 68% (industry average)
- Availability: 84% (high unplanned downtime)
- Performance: 87% (kiln at 85% capacity)
- Quality: 94% (fineness variations)
- Annual loss: ₹22 crores vs potential
Results (Month 18)
- OEE: 82% (+14 percentage points)
- Availability: 92% (+8 points)
- Performance: 92% (+5 points)
- Quality: 97.5% (+3.5 points)
- Value gained: ₹18 crores/year
Installed real-time OEE monitoring system • Implemented predictive maintenance (vibration, thermography) • Optimized kiln process with expert system • Upgraded cement mill classifier • Added online quality analyzers • Conducted operator training program
Critical success factor: Plant manager personally championed OEE program with weekly reviews. Technology enabled visibility and optimization, but leadership commitment drove cultural change from reactive to proactive operations.
OEE Best Practices: Key Takeaways
- Current state: Most cement plants operate at 65-75% OEE—losing ₹15-25 crore annually per plant in productive capacity
- World-class target: 85%+ OEE achievable through systematic improvement of availability (92-95%), performance (95-98%), quality (98-99.5%)
- Availability focus: Predictive maintenance, shutdown optimization, rapid response systems reduce unplanned downtime 40-50%
- Performance drivers: Process optimization (kiln/mill), eliminate minor stops, automated controls gain 5-8 percentage points
- Quality excellence: Real-time monitoring, process stability, startup optimization cut defects from 4-5% to under 2%
- Technology enablers: Real-time dashboards, automated tracking, CMMS integration, predictive analytics accelerate improvement timeline
- Quick start possible: 6-10 point OEE improvement achievable in 90 days through baseline measurement and targeted quick wins
- Proven ROI: Typical investment ₹5-8 crore returns ₹15-20 crore annually through increased capacity and reduced losses—payback 4-8 months
Ready to improve your cement plant's OEE?
Start Your OEE Improvement Journey Today
Get customized OEE baseline assessment and 90-day improvement roadmap based on proven cement industry methodologies.
See your top 3 loss areas and projected ROI from targeted improvements—no commitment required.




.jpeg)