AI Visual Inspection Quality Control for Automated Defect Detection
By Larry Eilson on April 21, 2026
Human inspectors look at a part for 200–300 milliseconds under factory lighting and decide pass or fail. By the end of a six-hour shift, that decision is 15–25% less accurate than it was at hour one. AI does not have a six-hour problem. A modern computer vision system inspects 10,000+ parts per hour at sub-100ms latency, holds 99%+ detection accuracy across every shift with zero drift, and catches sub-millimetre defects down to 50 microns that no human eye can reliably see at line speed. The math behind the investment is simpler than most boardroom discussions suggest. For a $50M plant running typical 20% Cost of Poor Quality, reducing defect escape by even 25% saves $2.5M annually. Intel publicly reports $2M annual savings from one wafer vision inspection deployment. An electronics manufacturer cut its defect escape rate from 2.3% to 0.1% — eliminating $1.8M of warranty exposure per year. Forrester research puts average three-year ROI at 374% with 7–8 month payback. This page walks through exactly how iFactory's AI visual inspection system detects defects — the cameras, the lighting, the CNN models, the defect taxonomy, and the 6-8 week deployment path that proves all of it on your actual products.
AI Visual Inspection · Computer Vision Quality Control
AI Visual Inspection Quality Control for Automated Defect Detection
Deep learning computer vision that catches scratches, cracks, dimensional errors, assembly defects, and contamination at production speed with 99%+ accuracy — across every shift, every part, every day.
Sources: Intel AI Vision Case Study · Jidoka Technologies 2026 · IISE Research · Forrester ROI Analysis · BMW Implementation · iFactory Deployment Data 2026
12 Defect Types iFactory Catches Automatically
Manufacturing defects fall into predictable visual categories. iFactory ships pre-trained models for the most common defect types and fine-tunes on your specific products during deployment. Below are the twelve defect classes the platform catches at production speed — across automotive, electronics, food packaging, pharmaceutical, semiconductor, and general discrete manufacturing.
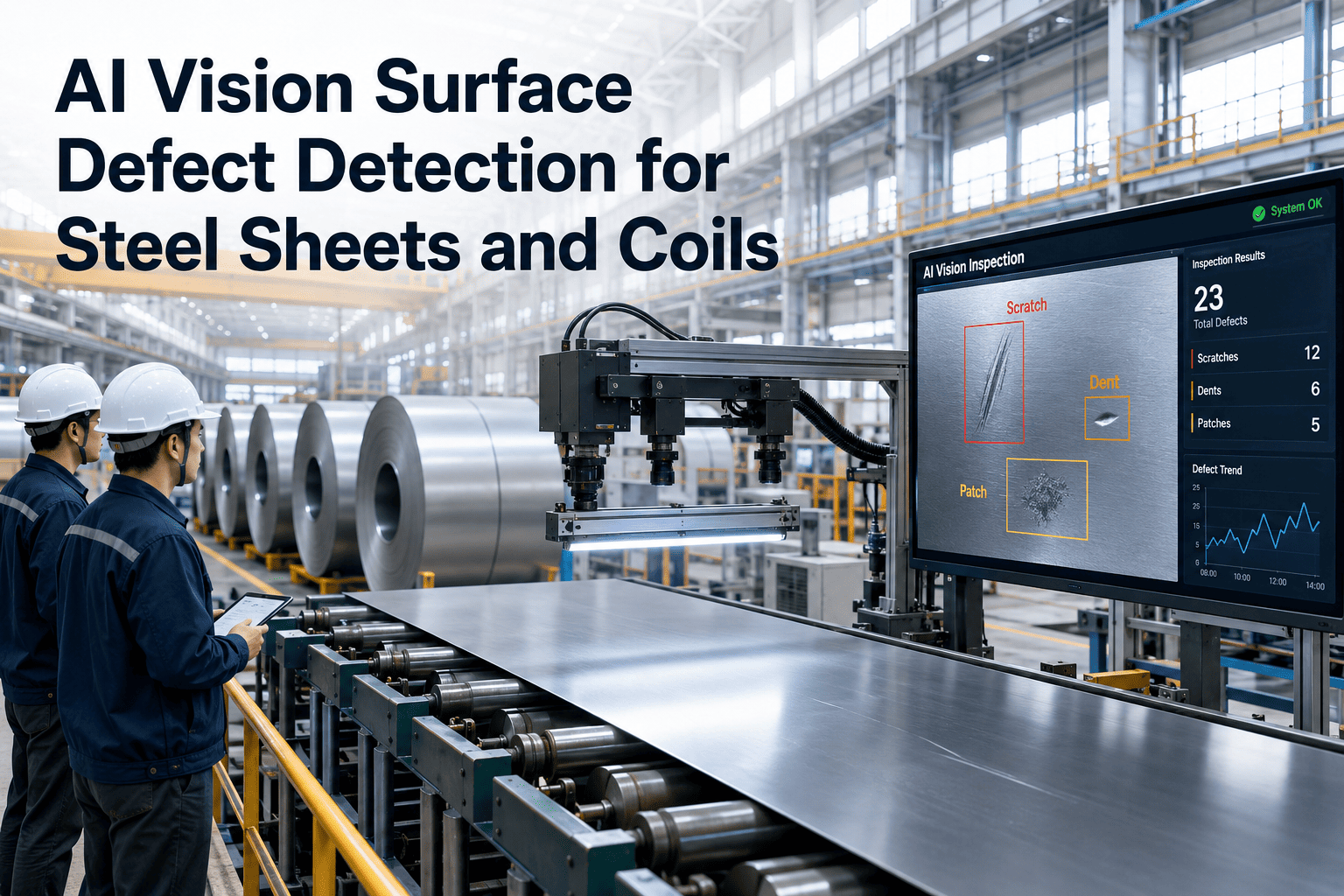
Scratches
Surface scratches down to 50 microns on reflective, textured, or coated surfaces — caught before escape.
Cracks & Fractures
Hairline cracks, weld cracks, casting fractures — 0.3mm and above detected at full line speed.
Dents & Deformation
Surface indentations, impact dents, forming defects — 3D depth measured via structured lighting.
Contamination
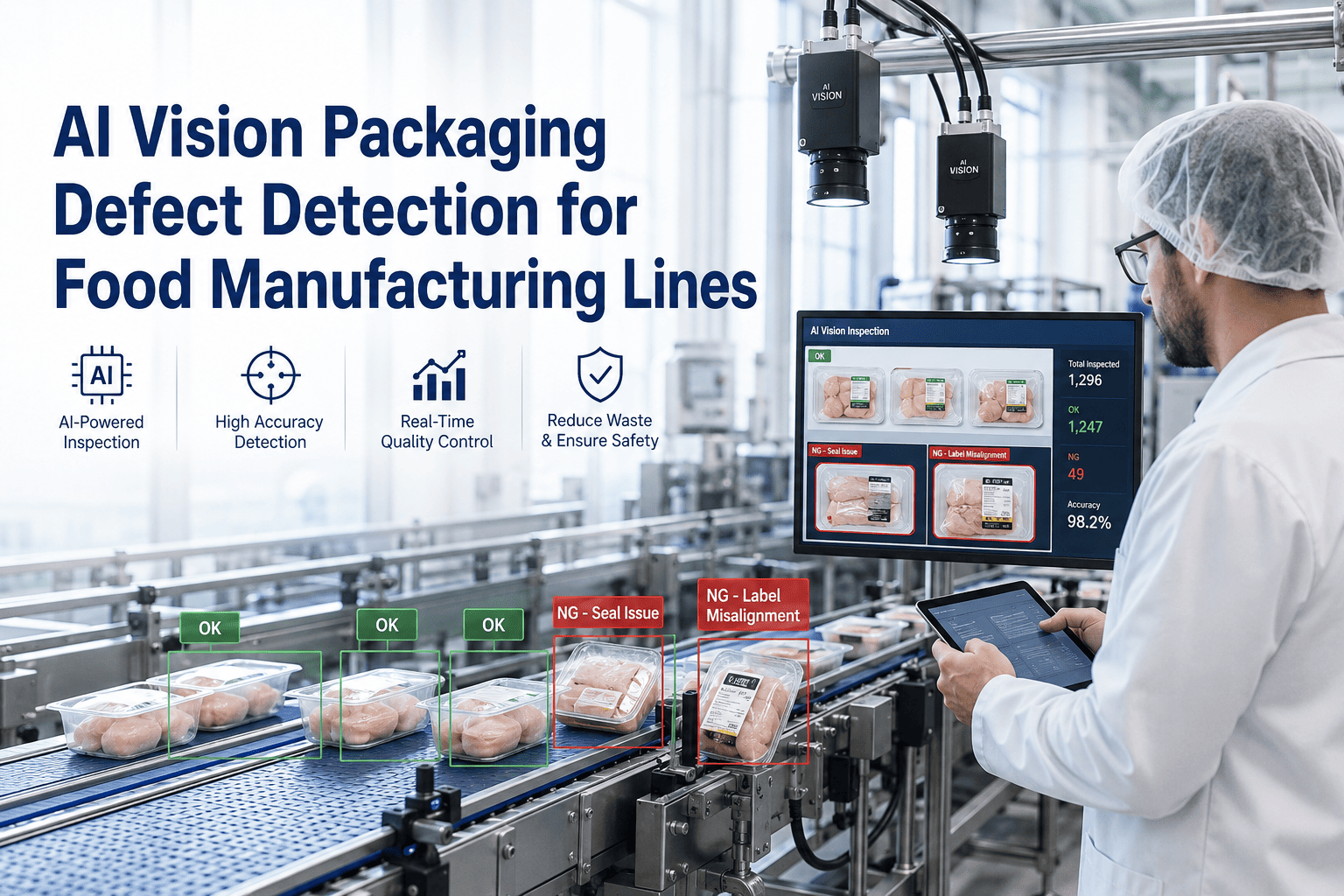
Foreign particles, dust, oil stains, metal shavings — critical for food & pharma packaging lines.
Dimensional Errors
Out-of-tolerance length, width, diameter, angle, hole position — sub-millimetre accuracy.
Color Variation
Color inconsistency, fade, tint mismatch across batches — delta-E measured with calibrated cameras.
Strip away the marketing language and every modern AI visual inspection deployment is the same four-layer architecture: capture, process, decide, act. What separates good deployments from bad ones is execution quality at each layer — camera selection, lighting geometry, model architecture, and integration back to the production line.
01
Capture
High-resolution industrial cameras (5–45 MP, 30–500 fps) capture every part with specialized lighting — diffuse, coaxial, dark-field, or structured — optimized for the specific defect type.
GigE Vision · Multi-angle · Calibrated
02
Process
Deep learning models (CNN, YOLO, Vision Transformer) running on NVIDIA GPU edge servers analyze each image in under 100ms. Models trained on 500–2,000 labeled samples of your parts.
CNN · YOLO · ViT · Edge GPU
03
Decide
Model outputs defect class, bounding box location, pixel-level mask, and confidence score. Severity-ranked thresholds determine pass, rework, reject, or line stop per part.
Class · Location · Severity · Confidence
04
Act
Auto-generated work order with annotated image flows into CMMS. PLC signal triggers reject mechanism. Push/SMS alerts reach operator and quality engineer. Full traceability logged.
Lighting — The 80% of the System Nobody Talks About
The single biggest difference between a visual inspection system that works and one that fails is lighting. The right illumination geometry makes defects visible that would be invisible under standard factory lighting; the wrong one produces false positives that destroy operator trust. iFactory deploys four proven lighting techniques depending on the defect type, surface properties, and inspection requirements.
Diffuse
Best For
Reflective & curved surfaces
Soft, even illumination from multiple angles eliminates glare and hotspots. Ideal for inspecting automotive paint, glass, polished metal, and plastics where reflection would mask defects.
Detects: Scratches, dents, color variation on reflective parts
Coaxial
Best For
Flat, reflective surfaces
Light travels along the same axis as the camera, producing uniform illumination without shadows. Used for inspecting PCBs, polished wafers, and flat metal sheet where geometric defects matter most.
Low-angle lighting hits the surface from the side, so smooth areas appear dark while defects scatter light and appear bright. Exceptional for revealing micro-cracks invisible in direct lighting.
Patterns (stripes, grids, laser lines) projected onto the part reveal depth and height variations via triangulation. The only way to measure dents, warpage, and 3D form defects without physical contact.
Detects: Dents, depth variation, warpage, 3D form defects
Hardware That Makes It Work
Modern AI visual inspection is only possible because three pieces of hardware converged in cost and capability. A sub-$5K camera now captures what $50K cost in 2015. Edge GPU inference costs dropped 10x in the last four years. Industrial lighting standardized around LED arrays that last 50,000+ hours. The result: deployment economics that finally work for mid-market manufacturers, not just global enterprises.
Industrial Cameras
Resolution5–45 MP
Frame Rate30–500 fps
InterfaceGigE Vision, USB3
SensorSony IMX global shutter
Edge GPU Compute
Inference Time< 100ms per part
GPUNVIDIA Jetson, L4, A2
DeploymentOn-prem, air-gapped capable
ModelsCNN, YOLO, Vision Transformer
Lighting Systems
TypesDiffuse, coaxial, dark-field, structured
TechnologyLED array with controller
Lifetime50,000+ hours
WavelengthWhite, IR, UV, polarized
Integration Layer
PLC OutputOPC-UA, Modbus, EtherNet/IP
CMMS SyncSAP PM, Oracle, Maximo, REST API
Existing CamerasONVIF, RTSP supported
Data StorageLocal, cloud-optional
Training Data — What You Actually Need
Every AI visual inspection deployment lives or dies on the training dataset. The good news: modern transfer learning needs dramatically less data than earlier systems. The practical math looks like this.
What matters more than total count is coverage of variation: multiple material batches, multiple shifts, multiple lighting conditions, and defects at different severity levels. A model trained on perfect lab images will degrade within days of production exposure. iFactory's active learning approach captures images directly from your production line during shadow-run phases — building a model tuned to your real operating conditions, not synthetic ideals.
Human vs AI Visual Inspection — The Biological Problem
Human inspectors are not bad at their job. They are biologically limited. The human visual system was designed to scan landscapes for predators, not detect 50-micron defects at 120 parts per minute under fluorescent lighting. These are the numbers that matter when building a financial case.
Measure
Human Inspector
iFactory AI Vision
Detection Accuracy
70–80% production conditions
95–99%+ consistent across shifts
Inspection Speed
2–3 parts per minute
10,000+ parts per hour
Minimum Defect Size
0.5–1.0 mm practical limit
50 microns sub-millimetre
Fatigue After 2 Hours
15–25% accuracy drop
Zero degradation 24/7
Inter-Inspector Agreement
55–70% severity agreement
100% — same model, same call
Annual Cost per Station
$30K–50K per inspector
$30K–200K one-time + low OpEx
Adapts to New Defects
Weeks of retraining
Continuous learning from samples
Industry Deployments That Prove It Works
Every industry faces different defect types, tolerance requirements, and regulatory scrutiny. iFactory ships industry-specific pre-trained models and deployment templates for the sectors where AI vision delivers the sharpest ROI.
Enterprise vision deployments historically took 6–12 months to produce a single working station. iFactory's deployment pattern is the opposite — a single critical inspection station goes from install to production-live in six weeks, proves ROI, and scales from validated wins.
Week 1
Install
Position camera at highest-impact station. 30 minutes per camera. Configure optimized lighting. Connect to plant network.
Week 2–3
Capture
Collect 500–2,000 labeled images across good, marginal, defective parts. Active learning minimizes labeling effort.
Week 4
Train
Fine-tune CNN model on your labeled dataset. Initial accuracy target: 92%+. Preparation for shadow run.
Week 5
Shadow Run
AI runs alongside manual inspection. Compare outputs. Resolve edge cases. Target 99%+ recall before handover.
Week 6
Go Live
AI live in production. Continuous learning pushes accuracy from 90–92% to 99%+ within first week. ROI validated.
What You Get in Year One
37–85%
Fewer defects reaching customers
85%
Fewer customer complaints at mature adopters
$691K
Average annual labor savings per line
22%
OEE lift documented at automotive deployments
Frequently Asked Questions
How does AI visual inspection actually work on a production line?
Four layers working in sequence. High-resolution industrial cameras capture every part under specialized lighting. Deep learning models (CNN, YOLO, Vision Transformer) running on edge GPUs analyze each image in under 100 milliseconds. The model outputs defect class, bounding box location, and confidence score. Results trigger rejection mechanisms, CMMS work orders, and operator alerts automatically. Book a demo to see the full pipeline on live parts.
How many sample images do we need to train the AI model?
For simple high-contrast defects, 50–150 labeled examples per defect class. For moderate complexity, 150–500. For complex or subtle defects like hairline cracks and subsurface porosity, 300–800. Coverage of variation matters more than absolute count — the dataset must include multiple material batches, shifts, and lighting conditions within your acceptable operating range.
Does AI vision work with our existing cameras and industrial systems?
Yes. iFactory supports existing IP cameras via ONVIF and RTSP protocols alongside purpose-built industrial cameras with Sony IMX global shutter sensors. Integration with SAP PM, Oracle, Maximo, and any CMMS happens through OPC-UA, MQTT, REST APIs, and Modbus. Edge AI processing runs on NVIDIA Jetson or L4 GPUs on-premise — sub-100ms inference with no cloud dependency or air-gap capable where required. Ask support about your specific integration stack.
What is the cost and ROI of an AI visual inspection deployment?
Deployment cost ranges $30K–$200K per inspection station depending on complexity, lighting requirements, and line speed. Forrester research documents 374% average three-year ROI with 7–8 month payback. Per-line savings average $691K annually in labor alone, before counting scrap reduction ($500K+), warranty claim elimination ($1–2M), and throughput increase. Intel publicly documented $2M annual savings from a single wafer inspection deployment.
What happens when a new defect type appears that wasn't in the training data?
Active learning captures the anomaly, flags it for operator review, and adds it to the training dataset after confirmation. Model retraining runs in the background without production interruption. This is a fundamental advantage over rule-based machine vision — iFactory adapts to new defect types continuously, while rule-based systems require full reprogramming for every new pattern.
How accurate is AI vision compared to human inspection?
AI vision achieves 95–99% detection accuracy consistently across all shifts, compared to 70–80% for human inspectors under real production conditions. More importantly, AI maintains identical performance 24/7 — human accuracy degrades 15–25% after just two hours of continuous inspection. Inter-inspector agreement on defect severity is only 55–70%, meaning the same part may be judged differently by different operators. AI eliminates both fatigue and subjective variability simultaneously.
Every Defect Your Inspectors Miss Is a Defect Your Customer Finds
Start With One Camera. Prove ROI in 6 Weeks. Scale When It Does.
Book a 30-minute session with an iFactory vision specialist. We will review your highest-impact inspection station, walk through the camera and lighting configuration, and map the 6-week pilot path that delivers validated ROI before you commit to a full rollout.