The single most quoted benchmark in operations — "85% is world-class OEE" — came out of 1970s Japanese automotive plants and somehow ended up being applied to dairy plants, breweries, bakeries, and ready-meal lines that have nothing structurally in common with a Tier-1 stamping facility. Plants benchmarking themselves against the wrong number either chase an unreachable ceiling or quietly congratulate themselves on a figure that is actually mediocre. The real world-class for food and beverage sits closer to 82%, the global manufacturing median in 2026 is around 60%, and the gap between Excel-reported OEE and sensor-measured OEE is typically 8 to 12 percentage points. An iFactory OEE module reads from the PLCs you already have and lays out the real numbers — by subsector, by line, by shift — so the benchmark conversation finally happens against the right data.
iFactory OEE Benchmarks 2026
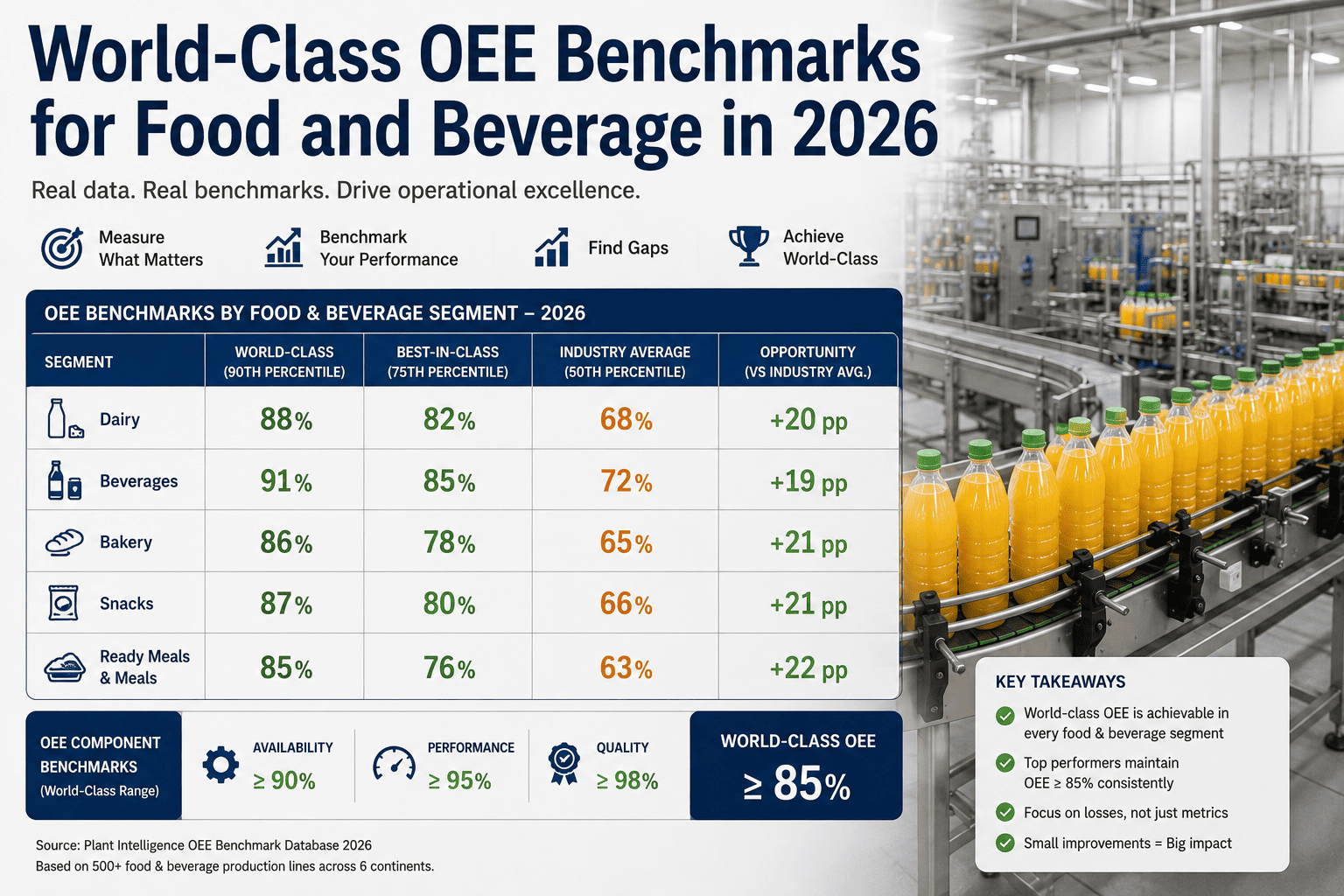
World-Class OEE Benchmarks for Food and Beverage
Forget the universal 85% myth. Real F&B world-class is around 82%, and the median is much lower — but the realistic ceiling differs by subsector. Below: dairy, beverage, bakery, snack, and ready-meal benchmarks, the six big losses behind the gap, and what gets a plant from median to top quartile.
~60%
global median, 2026 (450 plants)
~82%
F&B world-class ceiling
8-12 pp
Excel inflated vs measured
18-38%
total losses in micro-stops alone
The 85% Myth, Briefly
The 85% figure was popularized in the 1990s by Seiichi Nakajima's TPM work in discrete manufacturing — automotive Tier-1, electronics, plastics, metals. In those environments, with dedicated lines, low product mix, no mandatory cleaning cycles, and no regulatory holds, 85% is reachable. In food and beverage, mandatory sanitation consumes 10 to 20 percent of available production time before a single bottle is filled, and every allergen changeover takes more. Benchmarking against the discrete number is how an F&B plant convinces itself the gap is unattainable when it is in fact 10 to 15 points of real opportunity.
Realistic F&B Benchmarks by Subsector
The right benchmark depends on which kind of F&B plant you actually are. A high-volume beverage bottler running two SKUs on dedicated lines has a much higher ceiling than a ready-meal plant assembling six-component trays with allergen changeovers between every batch. The numbers below are typical ranges from direct-sensor benchmarks across 2025 and early 2026.
Beverage · High-Volume Bottling
Dedicated lines, low SKU mix, short CIP windows, high automation
Dairy · Liquid Processing & Fill
Frequent CIP, allergen control, batch handoff between processing and fill
Snack & Cereal · Extruded and Baked
Multi-step processing, packaging is usually the constraint, micro-stop heavy
Bakery · High SKU Mix
Frequent changeover, private-label runs, hand transfer points, oven constraint
Ready-Meal · Multi-Component Assembly
Component synchronization, allergen segregation, manual placement steps
Why F&B Has a Lower Ceiling Than Automotive
The structural reasons the discrete number does not apply are not failures of F&B operations — they are features of how food and beverage is made. Four of them account for almost all of the gap.
Mandatory Sanitation Cycles
CIP between products, COP on disassembled parts, validated sanitization frequencies. Eats 10-20% of available time before the first qualified unit. Automotive has nothing equivalent.
Allergen Changeovers
A peanut-to-non-peanut switch is not a normal changeover — it is a validated cleaning protocol with documented verification. SKU mix multiplies this directly into the availability loss.
High SKU Mix & Private Label
F&B plants routinely run 30-100+ SKUs against the 3-10 a comparable discrete plant runs. Each changeover is a chunk of availability the dedicated line never loses.
Quality Holds & Microbial Testing
Hold-and-release on microbial results, in-process testing, line clearance after deviations. Time the line is built but waiting on QA never appears in an automotive OEE calculation.
Want your subsector benchmark mapped against your real plant? Talk to a specialist and we'll instrument one line for the comparison.
The Six Big Losses, F&B Edition
OEE breaks down into six classical losses — two each under availability, performance, and quality. The total gap from 100% theoretical to ~82% F&B world-class lives inside those six categories. Below is roughly how that 18 percentage points typically distributes on a well-run F&B line, and what each loss looks like once you start measuring instead of estimating.
82% Running
3%
6%
3%
2%
2%
2%
Running time
Breakdowns
Changeover & CIP
Micro-stops
Speed losses
Defects
Startup yield
Availability Loss
Breakdowns
Conveyor jams, fill-nozzle failures, sealer faults. Tracked but rarely in detail enough to drive root cause. Usually the loss everyone reports — and the one with the smallest hidden gap.
Availability Loss
Changeover & CIP
The biggest single lever in F&B. Most plants count CIP as planned and stop measuring it. SMED on changeover and CIP visibility routinely recovers 5-15 percentage points of OEE.
Performance Loss
Micro-Stops
Sub-five-minute jams, label misfeeds, bottle tip-overs. Accounts for 18-38% of total losses depending on subsector. Almost universally under-logged when measurement is manual.
Performance Loss
Reduced Speed
Operator slows the line to avoid jams, downstream is undersized, or upstream can't keep up. Visible immediately on a live tachometer; invisible in an hourly summary.
Quality Loss
Process Defects
Off-spec product running at speed — overfill, underfill, mis-print, seal failure. Often caught only at end-of-line inspection, by which point a full pallet may have already been packed.
Quality Loss
Startup & Yield Losses
First-flush product after CIP, shutdown waste, qualification runs before each SKU. Each event small, all of them together meaningful — and almost never instrumented separately.
Reported vs Measured — The 8 to 12 Point Gap
The single most common surprise on an OEE benchmark project is the size of the gap between what a plant reports and what direct sensors actually measure. The reported number is almost always higher, and the gap is structural — not a reporting error. Once you instrument the line, the missing percentage points show up exactly where the manual method couldn't see them.
Manual / Excel-reported
What the Number Hides
Micro-stops under 5 minutes never enter the count
Changeover and CIP recorded as planned, not measured
Speed loss invisible — only total output gets compared to a target
Ideal cycle time set to demonstrated, not designed, capacity
Performance > 100% on some lines (the red flag everyone ignores)
Direct-sensor measured
What Surfaces in 30 Days
Sub-second capture on every stop, classified by reason
First-qualified-unit to first-qualified-unit changeover timing
Speed loss broken down by station, with the constraint named
Ideal cycle time set to OEM design and verified live
5 to 15 points of "invisible" loss typically surfaced within a month
Curious what the gap is on your line? Book a demo and we'll instrument it for thirty days alongside your existing report.
What Gets a Plant from Median to Top Quartile
Moving from median (around 55-60% in most F&B subsectors) to top quartile (65-75%) is rarely about new capital. Four moves account for almost every documented climb — and the order matters. Skip the visibility step and the rest fail.
1
Instrument First, Improve Second
No accurate baseline, no real improvement. Direct sensors on every line, sub-second capture, automatic loss classification. Most plants find 5-15 points of invisible loss before they change a single procedure.
2
Attack Changeover with SMED
In F&B the biggest availability lever is changeover and CIP. One documented case study took a packaging line from 62% to 80% OEE in four weeks — the lever was a 40% reduction in changeover time via SMED.
3
Hunt Micro-Stops Specifically
Micro-stops account for 18-38% of total losses. Pareto the top three causes, fix the worst, repeat. A single recurring jam fixed across all shifts is often two full points of OEE.
4
Make OEE Live, Not Weekly
The plants that climb fastest are the ones where OEE is on the operator's screen in real time, not in an end-of-week deck. Live OEE makes the loss self-correcting; weekly OEE makes it historical.
Want a thirty-day instrumented baseline against your subsector? Talk to a specialist and we'll show you exactly where you sit.
Frequently Asked Questions
Why isn't 85% a valid benchmark for our food plant?
Because 85% came out of discrete manufacturing without mandatory cleaning, allergen changeover, or quality-hold time. F&B carries 10-20% of available production time in sanitation alone before the line runs. Direct-sensor benchmarks place F&B process-manufacturing world-class at around 82-85% for top-decile beverage and dairy, and lower for high-mix subsectors like ready-meal. Use the subsector ceiling, not the universal one.
How much can OEE realistically improve in a year?
Plants moving from manual reporting to direct-sensor measurement frequently surface 5 to 15 percentage points of previously invisible loss in the first month — without changing operations, just by counting correctly. Acting on that data with SMED and micro-stop Pareto can add another 8 to 18 points over a year. A documented F&B case study went from 62% to 80% in four weeks on the lever of changeover visibility alone.
Should CIP and changeover count as planned downtime?
They count, but they should be measured precisely — not lumped into a "planned" bucket and forgotten. CIP is mandatory; how long it takes is not. SMED-style analysis on CIP and changeover routinely cuts the time 20-40%, which lands directly on availability. Categorizing them as planned is how the biggest single F&B improvement lever disappears from the metrics.
Why is our reported OEE higher than what sensors would show?
Three structural reasons account for almost all of it: micro-stops under 5 minutes are not logged, changeover time is recorded as planned rather than measured, and ideal cycle time is set to the demonstrated rate (which is itself already degraded) rather than the OEM design. Direct-sensor measurement closes all three, which is why the typical gap is 8 to 12 percentage points the other way.
Where should a plant new to OEE start?
Pick the line with the highest contribution margin and instrument it. Run the live OEE alongside the current reporting method for thirty days, classify every stop by reason, and Pareto the top three losses. The gap to the existing report will tell the plant exactly where the invisible loss has been hiding, and the Pareto will tell it where to start. The fastest documented F&B improvements all began at this step.
Benchmark against the right ceiling.
See Your Line's Real OEE Against Its Subsector Best
Bring one line — a beverage filler, dairy fill, snack packer, bakery wrapper, or ready-meal assembler. We'll instrument it for thirty days alongside your existing report, classify every stop, name the constraint, and lay out the real number against the median, top-quartile, and top-decile benchmark for your specific subsector. The gap is almost always larger than expected — and almost always recoverable without capital.
30
days, instrumented baseline
5-15 pp
invisible loss surfaced