Automotive plants don't suffer from a shortage of plans — they suffer from too many incompatible ones. Sales is committed to a volume the plant has never agreed to. Dealer DMS data is pulling one direction while OEM EDI call-offs are pulling another. Suppliers are quoting capacity for a forecast that already changed twice. And someone in the daily build meeting is firefighting through the gap. A working S&OP process replaces that with one number — consensus across sales, plant, supplier, and dealer, rolled forward 12 to 18 months, and revisited on a fixed monthly cadence. An iFactory planning module is where that one number lives, so the daily build meeting becomes a check-in instead of a rescue mission.
iFactory Planning for Automotive
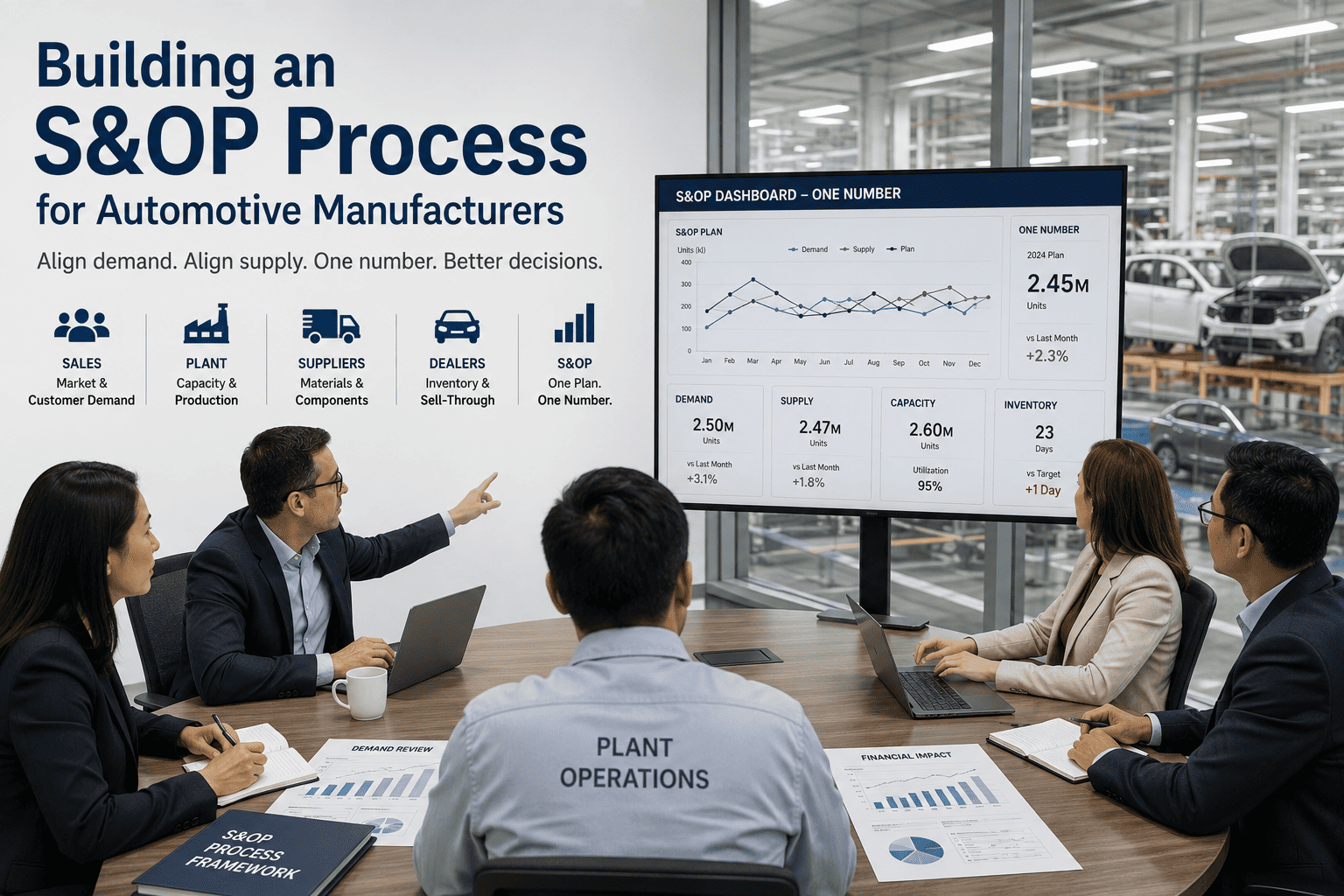
Building an S&OP Process for Automotive Manufacturers
Automotive S&OP has to reconcile OEM call-offs, dealer DMS pull, plant capacity, and supplier commitments — across Tier-1 and Tier-2, EDI and DMS, on a monthly cadence. Below is the framework that holds all of it inside one number.
5
steps per monthly cycle
12-18 mo
rolling planning horizon
One
number, all stakeholders
Monthly
fixed cadence, never skipped
Why Automotive S&OP Is Harder Than Generic S&OP
The textbook S&OP framework was written for stable, monthly-replenishment industries. Automotive is neither. EDI call-offs arrive on a daily window, just-in-sequence chargebacks hit hard if a single rack misses, and the demand signal is split across at least three sources that rarely agree. Four constraints make automotive harder than a generic process — and any framework that ignores them will fail at the first stress point.
Multi-Source Demand
OEM EDI call-offs, dealer DMS retail data, and aftermarket forecasts almost never line up. The S&OP plan has to consume all three and produce a single reconciled view — not let three views fight each other inside the build meeting.
JIT / JIS Penalties
A missed sequence call doesn't just lose volume — it lights up an OEM chargeback and damages the supplier scorecard for months. The planning horizon has to be tight enough to honor the next sequence and long enough to qualify capacity changes.
High Mix, Mixed Model
Mixed-model assembly lines balance takt across variants in real time. Capacity isn't a single number — it's a takt against an option mix, and the S&OP plan has to commit to a mix, not just a volume, for the plan to be plant-feasible.
Tier Cascade
A Tier-1's S&OP plan is a Tier-2's demand input, which is a Tier-3's demand input. Mistakes don't just hurt one plant — they propagate two levels down, and corrections come back two levels up, weeks late.
The "One Number" Alignment Challenge
An S&OP process exists for one reason: to replace four incompatible forecasts with one shared plan that every function commits to. The four inputs converge on a single number, and the daily build meeting works off that number — not whichever spreadsheet showed up last. The picture below is what the alignment looks like when it's actually working.
Sales Forecast
OEM program commits, regional sales targets, dealer order book, promotion calendar.
Plant Capacity
Line capacity per takt, labor headcount, tooling availability, scheduled maintenance, qualified backup.
The Consensus Plan
ONE NUMBER
Reconciled across all four inputs, rolled forward 12-18 months, owned by the executive S&OP meeting, refreshed every monthly cycle.
Dealer Pull / DMS
Retail sell-through, days-on-lot, regional mix, incentive uptake, current pipeline against forecast.
Supplier Commitments
Tier-2 material lead times, capacity allocations, JIT/JIS service level, premium-freight exposure.
The Five Steps of the Monthly Cycle
Every working S&OP process moves the same five steps every month. Skipping or compressing any one of them breaks the chain — the demand plan goes to the supply review without consensus, or the financial overlay never lands, or the executive meeting becomes a renegotiation instead of a sign-off. The order matters as much as the content.
1
Portfolio Review
New models, end-of-life, engineering change notices. Sets the SKU master for the cycle.
2
Demand Review
Consensus sales forecast from OEM call-offs, DMS pull, and aftermarket. Unconstrained at first.
3
Supply Review
Capacity, material, labor, tooling. Identifies where the unconstrained demand exceeds plant or supplier capability.
4
Pre-S&OP & Finance
Gap closure between demand and supply. Financial overlay for margin and capex. Scenarios prepared for the exec meeting.
5
Executive S&OP
Sign-off on the one number. Trade-offs decided, owners assigned, plan communicated to the floor.
Want this five-step cycle scoped against your plant's calendar and stakeholder list? Talk to our planning team and we'll lay it out against your current rhythm.
The Monthly Cadence — Week by Week
The five steps fit cleanly into four working weeks, with the same meeting on the same day every month. The cadence is the discipline — once a week slips, the chain breaks and the plan becomes optional. Below is the cadence that works for almost every automotive plant.
Week 1
Data Gather & Portfolio Review
ActivityPull EDI, DMS, aftermarket; reconcile portfolio changes
AttendeesProgram mgmt, demand planning, engineering
OutputLocked SKU master + clean baseline data
Week 2
Demand Review Meeting
ActivityReconcile OEM call-offs, DMS pull, aftermarket into one consensus forecast
AttendeesSales, marketing, demand planning, aftermarket
OutputUnconstrained demand by family, by month, for 12-18 months
Week 3
Supply Review Meeting
ActivityCompare demand against capacity, material, labor, tooling, supplier commits
AttendeesPlant ops, materials, supplier mgmt, maintenance
OutputConstraint map and proposed feasible plan with gaps identified
Week 4
Pre-S&OP + Executive S&OP
ActivityGap closure, finance overlay, scenario prep, then exec sign-off
AttendeesPlanning + finance, then full executive team
OutputSigned one-number plan + owned action list communicated to the floor
Common Failure Modes in Automotive S&OP
Most S&OP programs fail in the same handful of ways. None of them are technical. All of them are structural — what gets agreed, what gets owned, what gets followed through between cycles. The list below is the difference between a working monthly cadence and a meeting that becomes optional within six months.
S&OP that drifts
Where Programs Quietly Die
Each function brings its own spreadsheet — no shared baseline
OEM call-offs, DMS pull, aftermarket presented as three separate forecasts
No financial overlay until after the exec meeting
Decisions deferred to the next cycle instead of made in the room
Action items written down, never assigned an owner or a due date
Daily build meeting still ignores the S&OP plan and runs on yesterday's spreadsheet
S&OP that holds
What Working Programs Do
One platform, one baseline, one set of numbers seen by everyone
Three demand sources reconciled into one consensus forecast before review
Margin and capex overlay carried into the pre-S&OP meeting
Every trade-off decided at the table — sign-off, not renegotiation
Owner + due date attached to every action before the meeting ends
Build meeting opens by checking variance against the signed S&OP plan
Want your last six months of build-meeting fires mapped to where the S&OP gap was? Book a demo and we'll walk you through the pattern.
A Practical Roadmap to Stand It Up
Most plants don't need to build an S&OP process from scratch — they need to consolidate four or five planning rhythms that already exist into a disciplined monthly cycle. Four steps cover almost every successful stand-up, in order.
1
Define the planning hierarchy
Product families, sub-families, plant assignments, and the level at which S&OP commits versus the level at which the daily build operates. The hierarchy is the spine of the rest of the cycle.
2
Set cadence and RACI
Same day each week for each meeting, one owner per step, accountable executive per cycle. Roles documented before the first meeting runs — not negotiated inside it.
3
Stand up the pre-S&OP reconciliation
The single most important meeting in the cycle. The pre-S&OP is where gaps close, finance overlays the plan, and the executive meeting becomes a sign-off instead of a debate.
4
Bring the executive onto the cycle
The cycle only works if the GM or business leader signs the plan and the daily build meeting treats that signature as binding. Without that, the rest is a planning exercise — not a commitment.
Want a thirty-day roadmap against your plant's planning rhythms? Talk to a specialist and we'll scope the steps against your current state.
Frequently Asked Questions
How is S&OP different from MRP or the daily build schedule?
S&OP sets the medium-term direction — typically 12 to 18 months out — at the product-family level. MRP and the daily build run inside that envelope at the SKU and sequence level. The build meeting executes the S&OP plan; MRP translates it into purchase orders and production orders. Confusing the layers is how plants end up replanning at the wrong level — and missing the point of doing S&OP at all.
Where does Integrated Business Planning (IBP) fit?
IBP is the evolution of S&OP that explicitly carries the financial plan, the strategic plan, and scenario planning into the same monthly cycle. For most automotive plants the practical difference is that the finance overlay is built in from the start rather than bolted on at the pre-S&OP meeting. The cadence and meeting structure are the same — the depth of the financial view is what changes.
What KPIs tell us whether the process is actually working?
Four are usually enough: forecast accuracy (consensus demand vs actual), plan adherence (signed S&OP plan vs actual build), JIT/JIS service level (sequence calls met), and premium-freight spend. Climbing forecast accuracy plus falling premium freight is the clearest sign the cycle is holding. Drift on either is the early warning the discipline is slipping.
How do we handle a major demand shock mid-cycle?
That's what Sales & Operations Execution (S&OE) is for — the shorter-horizon weekly discipline that handles in-cycle disruption inside the boundaries of the signed S&OP plan. The plan itself does not change mid-cycle except for a documented exception event. The exec S&OP is when the next cycle absorbs the new reality. Reopening the monthly plan every time something changes is the fastest way to lose the discipline entirely.
Where do plants new to S&OP usually start?
Pick one plant, one product family, and one cycle. Run a deliberate four-week cadence end to end, sign one plan, and measure forecast accuracy and plan adherence against the previous month's spreadsheet rhythm. Two cycles in, the gap to the old approach is usually obvious enough to fund the rollout to the rest of the portfolio. Trying to launch S&OP across every family and every plant simultaneously is how the program collapses inside six months.
Stop refighting the same plan.
See Your Plant Run on One Number
Bring your current OEM call-off pattern, your DMS pull, and the last quarter's plant-vs-plan variance. We'll lay out the five-step cycle against your calendar, name the meeting owners, design the pre-S&OP reconciliation, and show what your build meeting looks like when it opens with the signed plan instead of a spreadsheet someone updated overnight.
One
consensus plan, all functions
12-18 mo
rolling planning horizon
Monthly
fixed cadence, never skipped
Signed
plan, not a spreadsheet