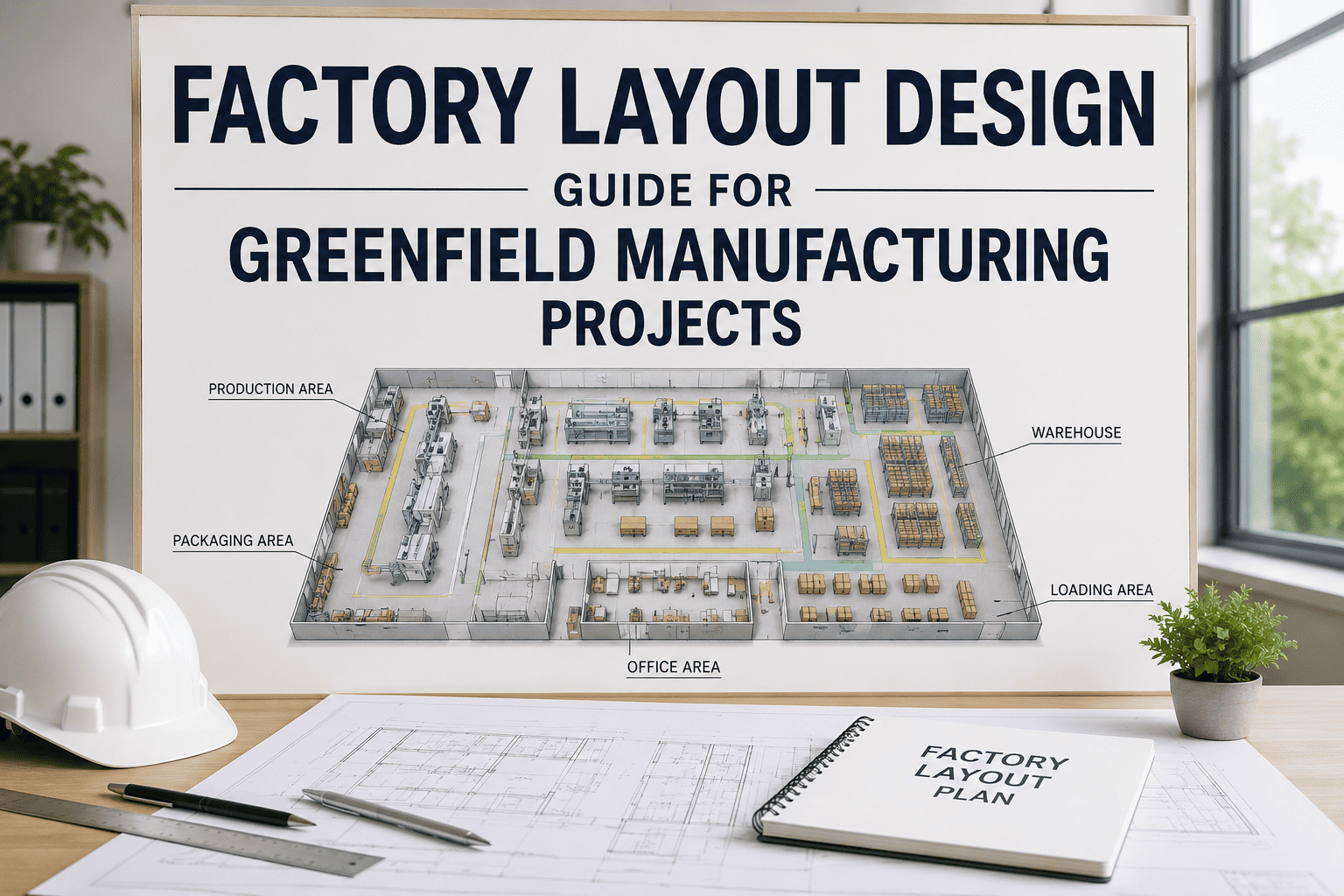
Every square foot of your factory floor is either making money or wasting it—there is no neutral space. In greenfield manufacturing, where you have the rare luxury of designing from a blank canvas, layout decisions made in the first 90 days of planning will determine throughput, labor efficiency, and material handling costs for the next 20–30 years. Get the layout right and your facility hits OEE targets within months of commissioning. Get it wrong and you inherit permanent bottlenecks that no amount of process optimization can fix. This guide walks you through the layout types, material flow strategies, lean principles, and AI-powered simulation tools that separate world-class greenfield factories from expensive monuments to poor planning. iFactory's greenfield consulting team has helped manufacturers design layouts that deliver measurable throughput gains from day one.
Greenfield Layout Guide
Factory Layout Decision Matrix
Match your production profile to the right layout architecture
High Volume / Low Variety
Product Layout
Assembly lines, bottling, automotive
Medium Volume / Medium Variety
Cellular Layout
Electronics, batch, component mfg
Low Volume / High Variety
Process Layout
Job shops, custom manufacturing
Very Low Volume / Complex
Fixed Position
Aircraft, ships, heavy equipment
Head-to-Head: How Each Layout Performs
Your layout type is the single most consequential design decision in a greenfield project—it determines material flow, staffing models, equipment placement, and expansion options for the life of the facility. Here's how each type compares across the metrics that matter most.
Metric
Product
Cellular
Process
Fixed
Throughput
Highest
High
Moderate
Low
Flexibility
Low
Medium
Highest
High
Handling Cost
Lowest
Low
Highest
High
WIP Inventory
Minimal
Low
High
Variable
Equip. Utilization
High
Medium
Medium
Low
Skill Required
Lower
Cross-trained
Specialized
Highly skilled
Not sure which layout fits your production profile? Book a layout strategy session to get expert guidance for your specific product mix.
Design Your Layout With AI-Powered Simulation
iFactory's digital twin platform generates and evaluates thousands of layout configurations—ranking each by material flow, throughput, space utilization, and maintenance access before you break ground.
Material Flow: The Four Rules That Eliminate Waste
A factory layout is only as good as the material flow it enables. Even the right layout type will underperform if material paths cross, backtrack, or create congestion. In greenfield design, you're building flow from scratch—and these four rules are non-negotiable.
01
30%
of handling cost from backtracking
Eliminate Backflow
Materials must move in one dominant direction—receiving to shipping—without reversing. Every backtrack adds handling cost, increases cycle time, and creates cross-traffic collision risk. Map every material path and eliminate loops.
02
25%
reduction with adjacency planning
Minimize Travel Distance
Place high-frequency operations adjacent to each other. Use a from-to chart to quantify material movement between every workstation pair, then arrange stations to minimize total weighted travel distance across all product families.
03
40%
fewer safety incidents
Decouple Flow Paths
Separate material flow from personnel flow and forklift traffic from pedestrian paths. Dedicated AGV lanes, one-way forklift lanes, and elevated conveyors eliminate the cross-traffic conflicts that cause both safety incidents and throughput losses.
Design for Gravity
Use gravity-fed conveyors, chutes, and mezzanine-to-floor transfers wherever possible. Gravity flow is zero-energy, zero-maintenance, and adds no failure modes to your production system.
The 5-Phase Layout Design Process
Great factory layouts emerge from a structured, data-driven process. Each phase generates inputs for the next, and skipping any phase creates blind spots that surface as expensive changes during construction or commissioning.
Requirements Capture
Week 1–2
Define production targets, product families, cycle times, equipment specs, utility requirements, safety standards, and expansion plans.
Production volumesEquipment footprintsUtility loads
Relationship Analysis
Week 3–4
Build REL charts rating closeness between every department pair. Quantify material flow with a from-to matrix. Identify mandatory adjacencies.
REL chart (A-E-I-O-U-X)From-to matrixAdjacency rules
AI-Powered Layout Generation
Week 5–6
AI evaluates thousands of configurations—ranking each by material travel distance, throughput, and space utilization—far faster than manual block planning.
3–5 ranked layoutsScored comparisonSpace plans
Digital Twin Simulation
Week 7–9
Stress-test top layouts with variable loads, changeover sequences, equipment failures, and peak demand. Identify bottlenecks before they exist physically.
Throughput modelsBottleneck analysisCapacity maps
Detailed Design and Validation
Week 10–12
Convert validated layout into construction-ready designs with exact equipment coordinates, utility connections, aisle dimensions, and maintenance corridors.
Floor plansInstallation specsCommissioning plan
Need help running a layout simulation before breaking ground? Schedule a digital twin walkthrough with our greenfield team.
Six Lean Principles to Embed in Your Layout
Greenfield projects give you a once-in-a-decade opportunity to embed lean manufacturing principles directly into the physical structure of the plant—rather than retrofitting them into a layout that was never designed for lean flow.
1
Value Stream Alignment
Arrange production around value streams, not departments. Co-locating every operation eliminates handoff delays and compresses lead times.
2
Right-Sized Equipment
Smaller dedicated machines outperform oversized shared equipment that creates scheduling bottlenecks and batch accumulation.
3
U-Shaped Cell Design
U-cells bring start and end points close together—workers manage multiple stations, walking distance drops dramatically.
4
Point-of-Use Storage
Locate materials at the exact consumption point. Eliminate the warehouse → picking → kitting → delivery chain entirely.
5
Visual Management Built In
Clear sightlines, andon systems at every cell, floor markings for staging—make problems impossible to hide.
6
Built-In Expansion
Reserve 15–20% of floor space. Design bays, utility mains, and aisles to accommodate growth without disrupting production.
Expert Perspective
"Layout decisions create the physical constraints within which every production activity occurs. A poorly arranged layout imposes recurring inefficiencies that no amount of process optimization can fully overcome. The time to get the layout right is during greenfield design—not after commissioning."
— Manufacturing Layout Design Best Practice
60%
of manufacturers need costly layout changes within 3 years
25%
reduction in handling costs with optimized layouts
20–50%
of operating costs tied to material handling
Want to get the layout right the first time? Connect with our layout engineering team for a free risk assessment.
Conclusion: Design the Flow, Then Build the Building
The most successful greenfield manufacturers follow one rule: design the production flow first, then design the building around it. Your factory layout is not a floor plan—it is a production system expressed in physical space. Every aisle width, equipment placement, and staging area either accelerates flow or creates friction. By matching your layout type to your production profile, optimizing material flow paths, embedding lean principles, and validating everything in a digital twin before breaking ground, you eliminate the layout regret that costs manufacturers millions in post-commissioning modifications.
Validate Your Factory Layout Before Breaking Ground
From block planning to digital twin simulation—iFactory's greenfield consultants help you design, simulate, and validate factory layouts that maximize throughput and minimize material handling costs.
Frequently Asked Questions
What are the main types of factory layouts for manufacturing?
There are four primary types: product layout (linear flow for high-volume, low-variety production), process layout (grouped by function for high-variety job shops), cellular layout (dedicated cells for product families), and fixed-position layout (product stays stationary, used for aircraft and ships). Most greenfield factories use a hybrid combining multiple types.
Book a consultation to determine the optimal mix for your facility.
How do I choose the right factory layout for my greenfield project?
Start with your volume-variety profile. High volume with low variety points toward product layout. Low volume with high variety suits process layout. Medium volume with moderate variety fits cellular layouts. Very low volume with large products needs fixed-position. Beyond this, consider equipment utilization, workforce skills, material handling constraints, and expansion plans. A product-quantity (P-Q) chart plotting products by annual volume reveals the optimal layout architecture.
What is material flow optimization in factory layout design?
Material flow optimization arranges workstations, equipment, and storage to minimize total distance, time, and cost of moving materials through production. Key techniques include from-to matrix analysis, spaghetti diagramming, and adjacency planning. The goal is unidirectional flow from receiving to shipping with zero backtracking, separated traffic paths, and point-of-use storage that eliminates unnecessary trips.
How does digital twin simulation improve factory layout design?
Digital twin simulation lets you build and test layouts virtually before physical construction. AI platforms generate thousands of configurations, ranking each by flow efficiency, throughput, space utilization, and maintenance access. Stress-testing under variable loads, failures, and peak demand identifies bottlenecks before commissioning—reducing rework, accelerating timelines, and ensuring the layout is optimized for real operating conditions.
How much floor space should I reserve for future expansion?
Reserve 15–20% of usable floor space. But space alone isn't enough—structural bays, utility mains, and aisle networks must also support growth without disrupting existing lines. Define expansion zones during initial planning and ensure columns, utility stubs, and floor loading can handle future equipment. Failing to plan for expansion is one of the most common and expensive greenfield mistakes.