Every single stroke of a stamping press produces a tonnage signature, a curve of force against ram position that reflects exactly what happened to the material, the die, and the press during that stroke. A worn die edge, a misfed blank, a cracked punch, or a lubrication problem each leave a distinct fingerprint on that curve long before the defect becomes visible on the part itself. Most press shops only watch peak tonnage against a simple high and low alarm, which catches a gross overload but misses the subtle signature shifts that predict a die or material problem days before it produces scrap. iFactory's AI platform applies statistical process control across the full tonnage curve on every stroke, not just the peak value, and you can book a demo to see signature-level tonnage monitoring running on your press.
STAMPING PRESS · TONNAGE MONITORING · SPC · SIGNATURE ANALYSIS
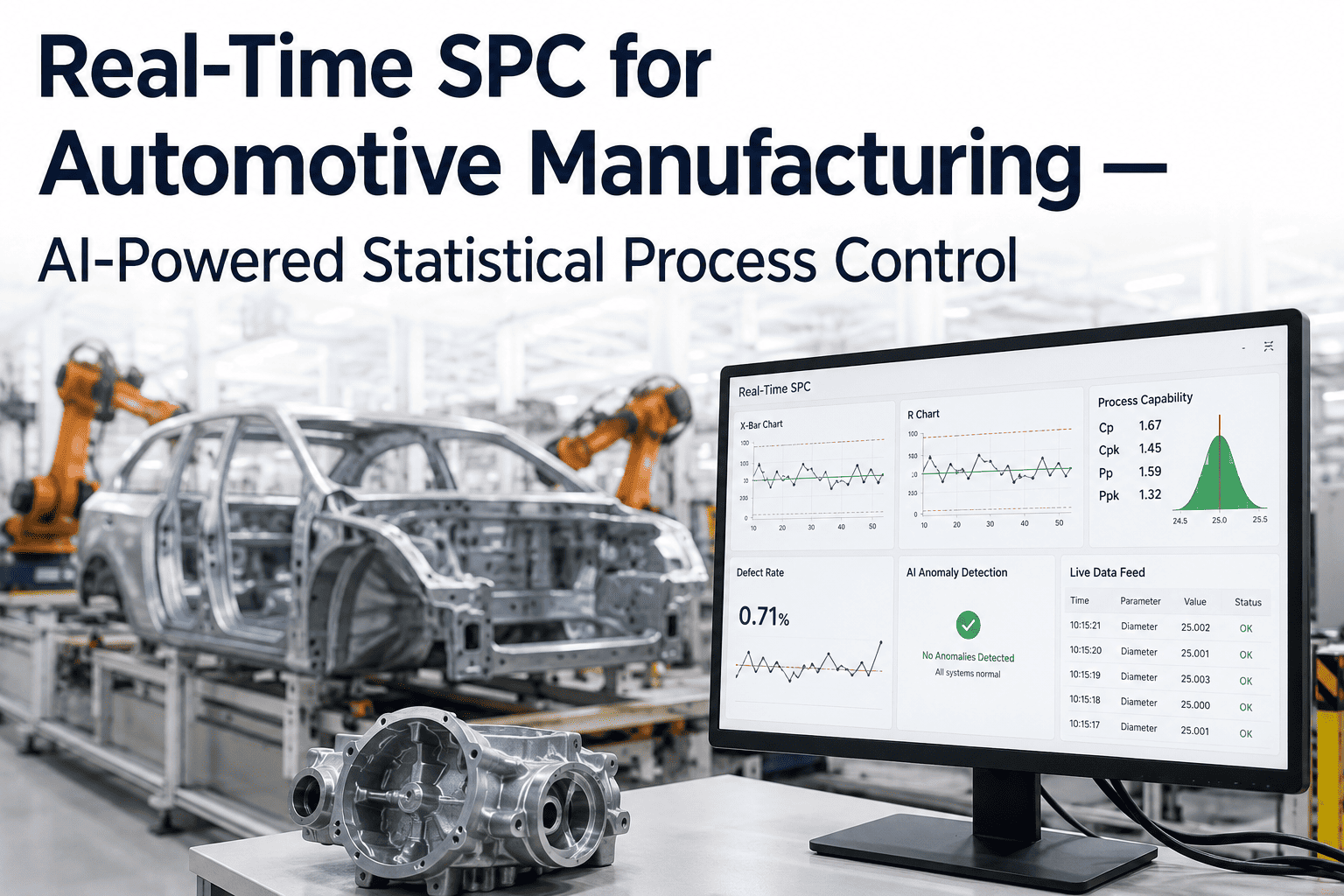
Every Stroke Leaves a Signature — Now Someone Is Reading It
iFactory's AI platform analyzes the full tonnage curve shape on every single stroke across thousands of cycles, flagging die wear, material problems, and press faults from signature shifts that peak-value alarms are built to miss entirely.
TONNAGE SIGNATURE OVERLAY — LAST 200 STROKES
Normal Strokes (192)
Drifting Signature (8)
THE PEAK-VALUE LIMITATION
Why Watching Only Peak Tonnage Misses Most Real Problems
A single peak tonnage alarm is designed to catch a catastrophic overload, but the vast majority of die and material problems change the shape of the curve well before they ever push the peak value out of the alarm range. The issues below explain the gap between peak monitoring and full signature analysis.
Shape Changes Before Peak Changes
Die wear typically shifts the curve's shoulder and rise angle long before the actual peak tonnage moves outside a standard alarm band, so peak-only monitoring stays silent through the entire early wear period.
One Number Per Stroke
Reducing an entire force curve to a single peak value throws away the majority of the information the stroke actually contains about material thickness variation and die condition.
No Statistical Trending
Without SPC applied across the signature shape itself, a slow drift across thousands of strokes looks identical to normal stroke-to-stroke variation until it suddenly crosses into scrap territory.
Late Detection of Feed Problems
A misfed or double-fed blank changes the tonnage curve's early rise dramatically, but if the peak still falls within range, a peak-only system has no way to flag the stroke at all.
Stop Waiting for the Peak Alarm While Scrap Piles Up Behind It
iFactory's AI platform reads the full tonnage signature on every stroke and applies statistical process control to the curve shape itself, catching die wear and material faults while they are still hours or days from producing scrap. Book a demo to see it running on your press.
FAULT SIGNATURES
What Different Press Problems Look Like on the Tonnage Curve
Each type of press or die fault distorts the tonnage signature in a characteristic way, which is what makes shape-based monitoring able to distinguish between problem types rather than just flagging that something is different.
Die Edge Wear
Gradual increase in the shear force portion of the curve as the cutting edge dulls, visible as a widening shoulder over thousands of strokes.
Material Thickness Variation
Shift in overall curve amplitude that tracks coil thickness changes, distinguishable from die wear by its correlation with coil changeovers.
Misfeed or Double Feed
Sharp, irregular spike or an unusually early rise in the curve that does not match the expected forming sequence for that die.
Lubrication Breakdown
Increased friction shows as elevated force through the draw portion of the curve without a corresponding change in material or die condition.
SPC ACROSS THOUSANDS OF STROKES
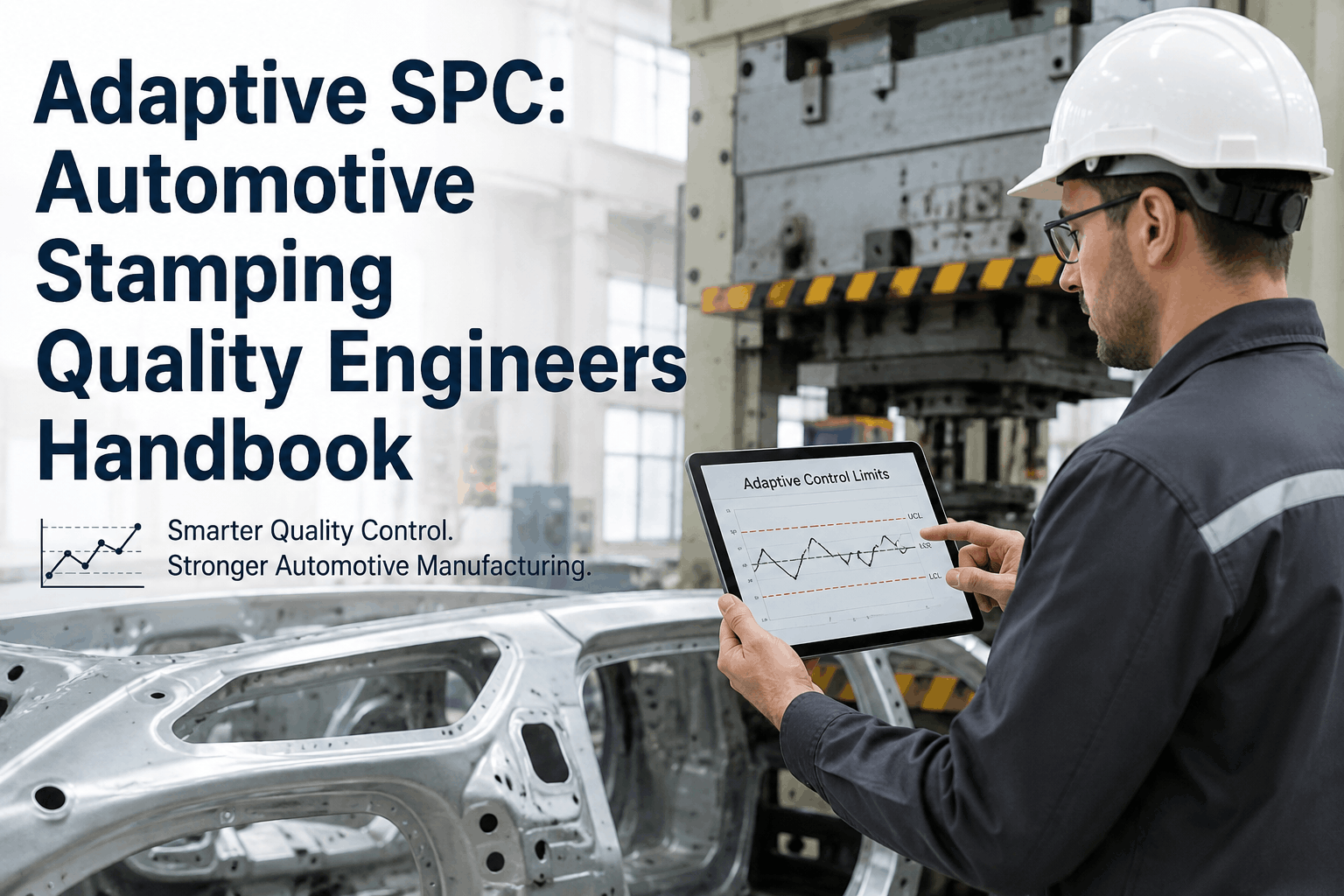
Applying Control Limits to the Curve Itself, Not Just One Value
Traditional SPC charts a single measurement over time against control limits. iFactory's platform extends this same statistical discipline to dozens of features extracted from the tonnage curve shape on every stroke, catching a special-cause variation the moment it appears rather than after enough strokes accumulate to shift a simple average.
24
Curve Features Tracked Per Stroke
100%
Of Strokes Analyzed, Not Sampled
3 Sigma
Control Limits Applied Per Die and Part Number
HEAD TO HEAD
Peak Tonnage Alarms vs Full Signature SPC Monitoring
The comparison below covers the dimensions that determine whether a press shop catches a die or material fault before or after it produces scrap parts.
MEASURED OUTCOMES
Results From AI Tonnage Signature Monitoring Deployments
These figures reflect press shops where iFactory's platform was deployed for full signature SPC monitoring and tracked over a minimum six-month production period.
49%
Reduction
In Scrap Attributed to Die Wear Before Detection
3 Days
Average Early Warning
Between Signature Drift Onset and Peak Alarm Trigger
100%
Stroke Coverage
Analyzed Instead of Sample-Based Quality Checks
$195K
Annual Savings
From Reduced Scrap and Earlier Die Maintenance Scheduling
FREQUENTLY ASKED QUESTIONS
Questions From Press Shop Managers About Signature Monitoring
Do we need to replace our existing tonnage monitor hardware to get signature-level analysis?
In most cases the existing load cells and tonnage monitor already capture the raw curve data needed, and iFactory's platform connects to that existing signal stream rather than requiring new sensors on the press. The value add is in the analysis layer that extracts and trends dozens of curve features rather than just displaying the peak value your current system already shows.
Book a demo to confirm compatibility with your current tonnage monitoring hardware.
How does the system set control limits differently for each die and part number combination?
Each die and part number combination establishes its own baseline signature during an initial learning period, since a deep draw die and a simple blanking die naturally produce very different curve shapes even when both are running correctly. Control limits are calculated statistically against that specific baseline rather than applying one universal tolerance across every die in the shop.
Can the platform tell the difference between normal stroke-to-stroke variation and a real developing fault?
Yes, this is the core function of applying statistical process control to the signature features rather than reacting to any single stroke in isolation. The platform distinguishes random common-cause variation, which is expected and normal, from a sustained trend or sudden shift that represents genuine special-cause variation worth investigating.
Contact our support team to review how control limits are calculated for your specific dies.
What happens when the system flags a drifting signature — does it stop the press automatically?
Most facilities configure the platform to alert the press operator and quality team with the specific fault type and severity rather than triggering an automatic stop, since many signature drifts represent an early warning with time remaining before parts actually go out of specification. For confirmed critical faults, integration with the press control system for an automatic hold is available where the plant prefers that response.
Does this work on transfer presses and progressive dies, or only single-station presses?
The platform works across single-station, progressive die, and transfer press configurations, though transfer presses typically require signature tracking per station since each station in the transfer sequence performs a different forming operation with its own expected curve shape. iFactory's deployment team maps out the station-by-station monitoring plan during the assessment phase.
Book a demo to discuss your specific press configuration.
Your Press Already Writes a Signature on Every Stroke — Start Reading It
iFactory's AI platform applies full statistical process control to the tonnage curve shape across every stroke, catching die wear and material faults early enough to act before scrap accumulates. Book a demo to see it running on your press shop floor.