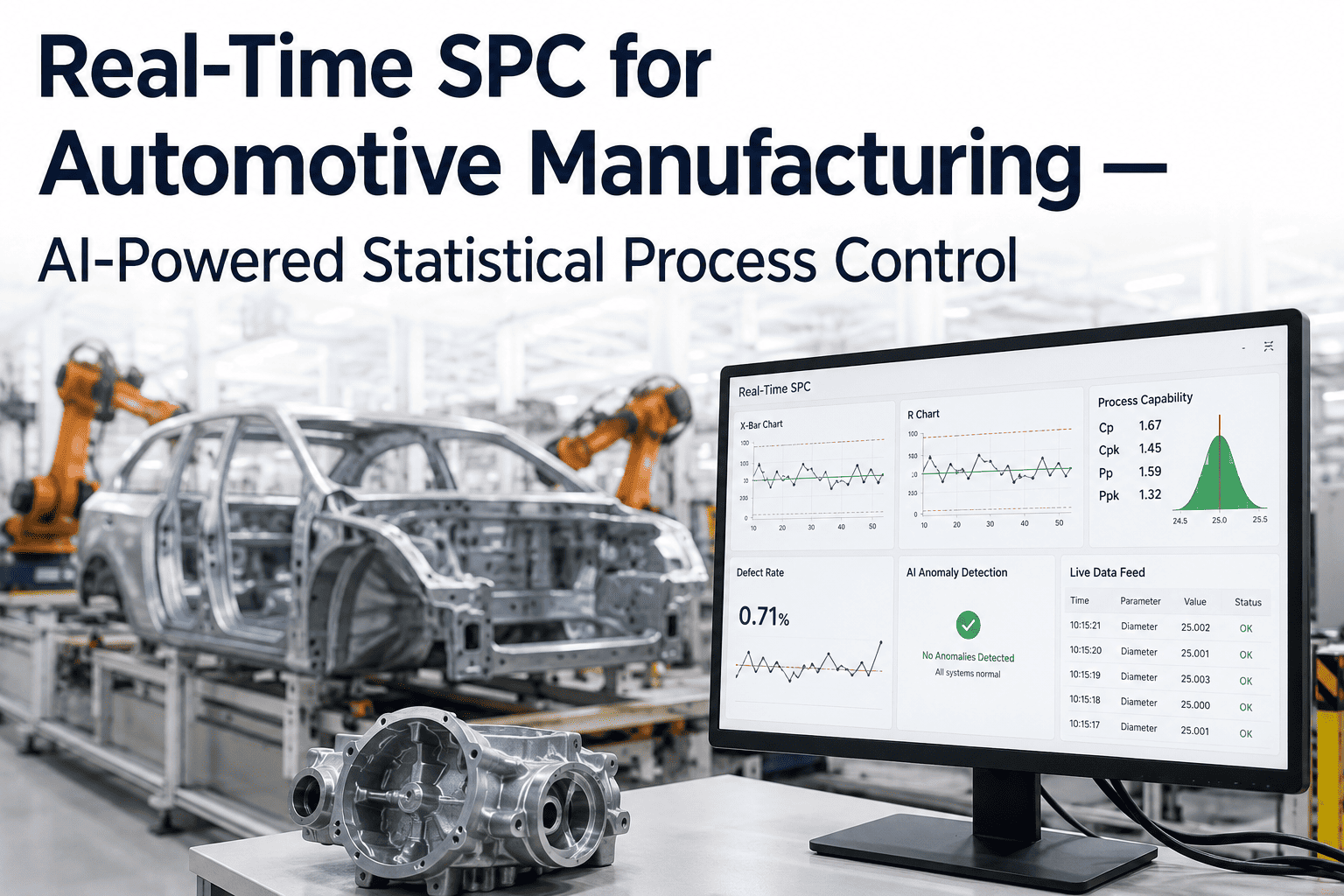
By the time a process engineer notices a control chart trending out of spec on a weekly report, the line has usually already produced a full shift of parts sitting somewhere between marginal and scrap. Traditional SPC built on end-of-shift spreadsheets was designed for a slower era of manufacturing, and automotive tolerances have only gotten tighter since then. Real-time SPC pulls measurement data directly from inline gauges and CMMs the moment a part is produced, applies Western Electric rules automatically, and alerts process engineers to a shifting mean or growing variation before a single out-of-spec part reaches the next station. Process engineers curious how this looks against their own Cpk targets can book a demo with a live control chart walkthrough.
REAL-TIME SPC · AUTOMOTIVE MANUFACTURING
See Process Drift Before It Becomes Scrap
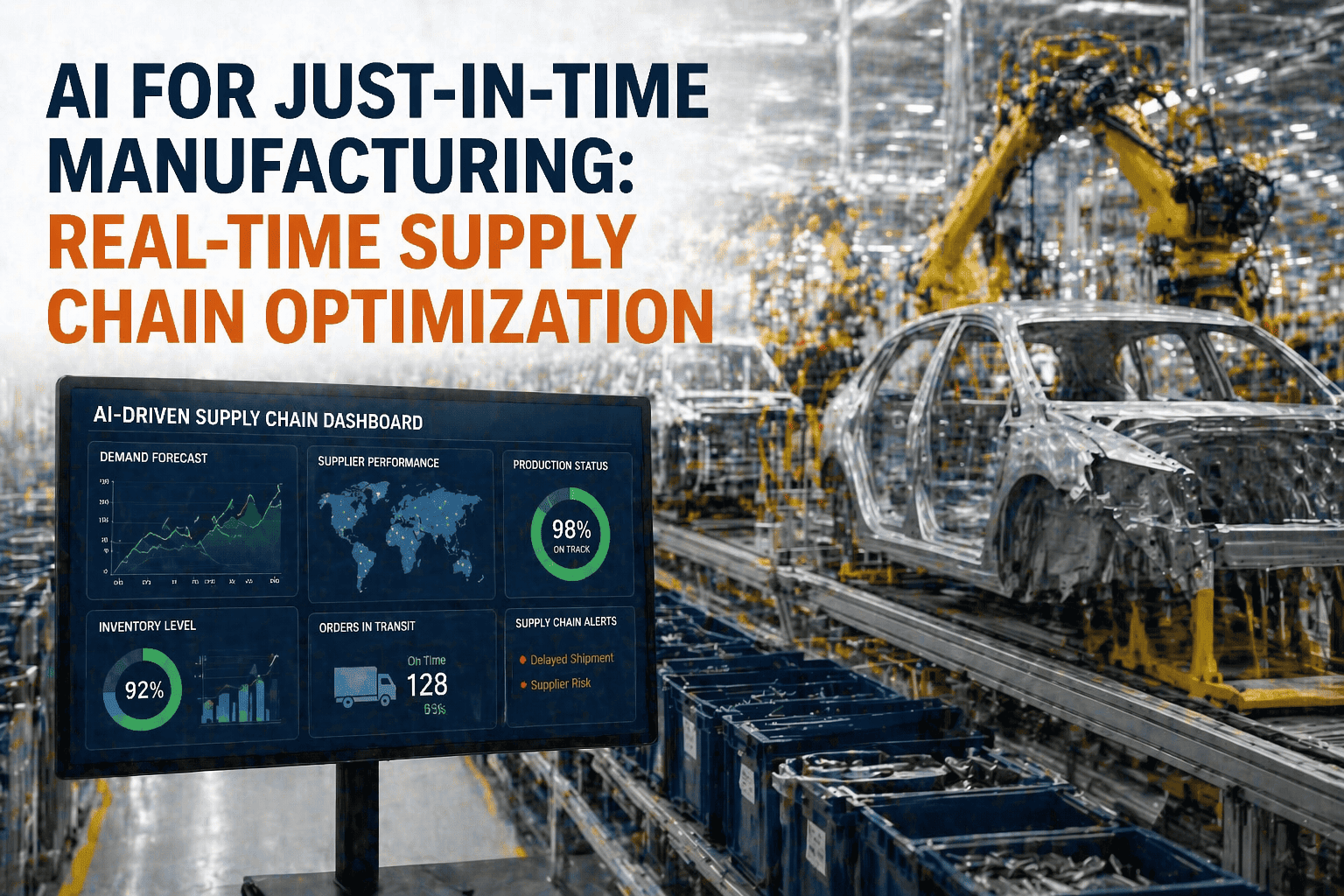
AI-driven statistical process control reads live measurement data, applies control rules automatically, and alerts your team the moment a process starts drifting out of specification.
Real-Time
Control chart updates as each part is measured, not at end-of-shift review
8 Rules
Western Electric pattern rules applied automatically to every monitored characteristic
Cpk / Ppk
Process capability recalculated continuously as new measurement data streams in
Minutes
Typical time from process shift to alert, versus hours or a full shift with manual charting
Why Weekly Control Charts Are Too Slow for 2026 Tolerances
Automotive dimensional tolerances have compressed year over year as EV platforms and advanced driver assistance components demand tighter fits and finer clearances. A process that was capable last quarter can drift out of capability from tool wear, material lot changes, or fixture wear long before anyone reviews a weekly SPC report. Real-time monitoring closes that gap by evaluating every single measurement against control limits the instant it is captured, so a shifting mean shows up as an alert within minutes instead of a batch of nonconforming parts discovered at end of shift.
Mean Shift Detection
Flags when a run of points trends consistently above or below the process centerline, often the first sign of tool wear.
Variation Increase
Catches widening spread in the data before individual points actually breach the control limits.
Cyclical Patterns
Identifies recurring patterns tied to shift changes, fixture cycles, or material batch swaps.
Out-of-Control Points
Immediately isolates and holds parts associated with any point beyond three sigma from the mean.
Rolling Out Real-Time SPC Across a Production Line
Phase 1
Gauge & CMM Integration
Existing inline gauges, CMMs, and vision measurement systems are connected to stream data automatically.
Phase 2
Control Limit Calibration
Historical process data establishes accurate control limits and capability baselines for every characteristic.
Phase 3
Alert Routing Setup
Out-of-control alerts route directly to the responsible process engineer's dashboard and mobile device.
Phase 4
Full Line Monitoring
Every critical characteristic across the line is monitored continuously with automated capability reporting.
What Process Engineers Are Saying
We used to find out about a drifting bore diameter when the CMM report landed on our desk the next morning. Now the alert hits my phone within minutes of the trend starting, and I can walk the line and check the tool before we've made more than a handful of marginal parts. It has completely changed how we think about process control on tight-tolerance features.
Process Engineer, Tier-1 Powertrain Components Supplier
Capability Reporting Your Customers Will Actually Trust
Automotive customers routinely request Cpk and Ppk evidence during launch and periodic audits, and pulling that evidence together from manual charts and spreadsheets is one of the more tedious tasks a process engineer handles. Real-time SPC keeps a continuous, timestamped record of every measurement, every control limit calculation, and every rule violation, so a capability report for a specific date range or part number can be generated on demand instead of reconstructed from archived files. That same record also makes internal root cause investigations faster, since engineers can pull up the exact moment a process started drifting rather than estimating from a weekly summary.
On-Demand Cpk/Ppk Reports
Generate capability evidence for any part number or date range in seconds instead of hours.
Full Measurement History
Every data point and rule violation is timestamped and retained for audit and root cause review.
Faster Customer Audits
Pull evidence directly from the system instead of reconstructing charts from archived spreadsheets.
Which Characteristics Should You Monitor First?
Trying to monitor every dimension on every part from day one usually slows a rollout down rather than speeding it up. The characteristics worth prioritizing are the ones already flagged as critical-to-quality in your control plan, the ones with a history of capability issues, and the ones tied most directly to safety or function. Starting narrow lets your team validate that alerts are accurate and actionable before expanding coverage, and it gives process engineers an early win that builds confidence in the system across the rest of the plant.
Control-Plan Critical Characteristics
Dimensions already flagged as critical-to-quality in your existing control plan documentation.
Historically Marginal Cpk Features
Characteristics that have trended close to capability limits in past capability studies.
Safety & Function-Critical Dimensions
Features tied directly to fit, function, or safety where a miss has the highest downstream cost.
Frequently Asked Questions
The system applies the standard eight Western Electric rules covering points beyond three sigma, runs of points on one side of the centerline, trending patterns, and reduced variation zones, so process engineers do not need to manually check each new data point against every rule. All eight rules run continuously on every monitored characteristic in parallel, and any rule violation immediately generates a prioritized alert. Teams that want to see the exact rule set applied to their tolerance classes can book a demo for a detailed walkthrough.
Yes, real-time SPC is built to connect with the measurement equipment already on your line, including inline gauges, coordinate measuring machines, and vision-based measurement systems, so there is typically no need to replace existing metrology investments. Integration during rollout focuses on establishing a reliable data stream from each device rather than swapping hardware. Specific compatibility questions for your equipment can be directed to support.
Instead of calculating capability once a month from a sample batch, the system recalculates Cpk and Ppk continuously as new measurements stream in, giving process engineers a live view of capability trending up or down rather than a single stale snapshot. This continuous view makes it far easier to catch a slow capability decline early, before it crosses below the acceptable threshold your quality system requires. Historical capability trends remain available for audit and customer reporting at any time.
There is no practical limit tied to the software itself; the number of monitored characteristics is generally determined by how many measurement points your existing gauges and CMMs already capture, and additional characteristics can be added incrementally as instrumentation expands. Most lines start by monitoring the critical-to-quality dimensions already flagged in the control plan before expanding coverage to secondary characteristics over time.
Yes, since every measurement, control limit, and rule violation is retained with a timestamp, a Cpk or Ppk report for a specific part number or production window can be generated on demand rather than reconstructed manually from spreadsheets before an audit. This is one of the most commonly used features by quality engineers preparing for customer or IATF audits, since it removes hours of manual chart assembly. A sample audit report can be reviewed during a demo.