AI Vision QC – Aerospace CNC Machining for Plant Managers
By Grace on June 11, 2026
A critical titanium aerospace bracket is running on a 5-axis CNC machine. The cycle time is 8 hours per part. At hour 6, a tool wear micro-fracture begins producing a surface finish deviation just 14 microns outside the AS9102 specification. The machine continues running because no sensor on the spindle detects surface finish. At hour 8, the part is completed, removed from the vise, and sent to the CMM inspection queue. Two hours later, the CMM report flags the deviation. The part is scrapped. Total loss: 10 hours of machine time, a titanium blank worth $4,800, and a schedule delay that pushes the downstream assembly line into overtime. The plant manager hears about it at the end-of-shift meeting when the scrap report is reviewed. That is the cost of running aerospace CNC machining without real-time quality visibility at the machine level. The gap between when a defect starts and when it is detected is the single largest source of unplanned downtime in aerospace machining operations — and it is a gap that AI vision inspection is purpose-built to close.
AI Vision QC for Aerospace CNC Machining: The Plant Manager’s Playbook for 50%+ Downtime Reduction and Audit-Ready Production
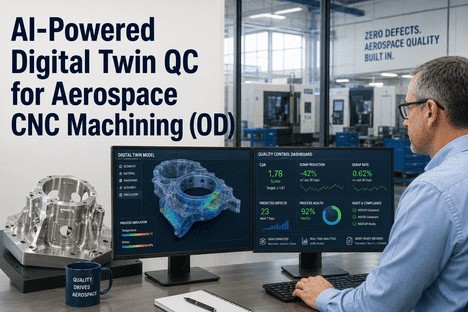
iFactory’s AI vision quality platform gives aerospace CNC plant managers in-process defect detection at the machine, predictive downtime alerts before scrap occurs, and automatically generated AS9100 audit records — so every shift ends with fewer rejects, more machine uptime, and a complete compliance trail that requires zero manual log entry from the shop floor.
Reduction in unplanned downtime achievable when AI vision inspection detects surface and dimensional defects at the machine before the part leaves the workzone
80%
Reduction in CMM inspection bottleneck time as AI vision clears conforming parts at the machine and flags only suspect parts for offline verification
95%+
In-process defect detection rate on surface finish anomalies, tool wear patterns, and edge condition deviations across titanium, inconel, and aluminum aerospace alloys
100%
AS9100 and AS9102 audit records generated automatically for every inspected part — no manual CMM report assembly or retroactive data gathering required
The Four Faces of Downtime in Aerospace CNC Machining
Unplanned downtime in an aerospace CNC machining operation is rarely a single event. It is the cumulative effect of four distinct downtime types, each with its own root cause, detection delay, and cost profile. The plant manager who can measure and reduce all four simultaneously is the plant manager who delivers the OEE improvement that the production plan depends on.
The breakdown below shows each downtime type, the typical delay before it is detected in a machining operation running without real-time vision inspection, and the measurable impact on production throughput and cost per part.
Quality and Rework Downtime
Detection Delay2 to 4 hours
A surface finish deviation or dimensional drift begins during machining but is not detected until the part reaches the CMM or inspection station, which may be hours after the defect started. In that window, multiple additional parts are machined with the same fault, compounding the scrap loss and consuming machine time that could have been productive if the defect had been caught in process.
Typical cost per event: $6,000 to $18,000 in scrapped material and reallocated machine time for a single aerospace part
Inspection Bottleneck Downtime
Detection Delay1 to 6 hours
Every part machined in an aerospace CNC operation must be inspected. When inspection relies on CMM stations that serve multiple machines, the queue time between part completion and inspection disposition can exceed the machining cycle time itself. Machines are idled waiting for inspection release on first-article and critical feature verifications. The bottleneck is not machining speed — it is inspection capacity.
Typical cost per event: $3,000 to $8,000 in idle machine time and delayed downstream release per shift
Tool-Related Downtime
Detection Delay30 to 90 minutes
Tool wear, chipping, and breakage in aerospace CNC machining are often undetectable by spindle load monitoring alone — especially in finishing passes where material removal rates are low but surface finish requirements are tight. A micro-chipped end mill can produce progressively degrading surface finish for 20 to 40 minutes before the operator notices visible marks on the part or the CMM confirms a deviation. By then, one or more parts may already be non-conforming.
Typical cost per event: $4,000 to $12,000 in scrapped parts and replacement tooling per occurrence
Setup and Changeover Downtime
Detection DelayFirst-article cycle
After every setup changeover, the first-article part must be machined, removed from the machine, inspected at the CMM, and confirmed before production can run. If the first article fails — due to a fixture offset error, a tool length compensation mistake, or a program coordinate issue — the entire setup must be adjusted and the first article repeated. Each cycle adds 4 to 8 hours of non-productive machine time before production can begin.
Typical cost per event: $5,000 to $15,000 in idle machine time and delayed production release per changeover
How AI Vision Inspection Eliminates Each Downtime Type at the CNC Machine Level
AI vision inspection tackles each of the four downtime types at the point where the defect or delay originates — on the machine, during the machining cycle, before the part leaves the workzone. The table below maps each downtime type to the specific AI vision capability that eliminates it and the measurable impact that plant managers report after deployment.
Downtime Type
How AI Vision Inspection Prevents It
Measured Impact on Production
Quality Rework
In-process camera captures the machined surface after each finishing pass. Deep-learning model detects surface finish anomalies, edge burrs, and dimensional drift relative to the toolpath — while the part is still in the vise. The operator is alerted within seconds, and the machine can be stopped before the next pass compounds the defect. Non-conforming parts are identified at the machine, not at the CMM hours later.
70% to 80% reduction in scrap. Zero cascading defect propagation across multiple parts. First-part-of-shift quality confirmation in under 60 seconds instead of 2 hours at CMM.
Inspection Bottleneck
AI vision performs the primary inspection at the machine, clearing conforming parts for release without CMM queuing. Only parts flagged by the AI model as suspect — typically 5% to 10% of production — are sent to CMM for verification. The CMM queue drops from hours to minutes because the machine-level inspection has already dispositioned the majority of parts as conforming.
80% reduction in CMM queue time. Machine-to-release time compressed from 3 to 6 hours down to under 15 minutes for conforming parts. CMM capacity effectively doubled without capital investment.
Tool-Related
The vision model detects the surface finish signature of tool wear progression — increasing Ra values, emerging scallop patterns, edge burr formation — before the tool fails or produces a non-conforming feature. The alert fires with a tool change recommendation and the estimated remaining passes before the surface finish will fall outside specification. The operator changes the tool during a planned cycle break rather than after a scrap event.
50% to 60% reduction in tool-related scrap. Tool life utilisation improved by 15% to 25% because tools are changed at the optimal wear point rather than at a fixed interval or after failure.
Setup Changeover
After setup, the first-article part is inspected by AI vision at the machine before it is removed. The model checks critical features, surface finish, and edge condition against the part program specification. If a deviation is detected, the operator receives the specific feature and offset adjustment required — all while the part is still in the vise, without waiting for CMM first-article confirmation. The first-article cycle is reduced from hours to minutes.
60% to 70% reduction in first-article cycle time. Setup-to-production transition reduced from 4 to 8 hours down to 45 to 90 minutes per changeover.
The Four Sources of Downtime in Aerospace CNC Machining Are All Detectable at the Machine Level. AI Vision Inspection Closes the Gap Between When a Defect Starts and When It Is Caught.
iFactory’s AI vision quality platform for aerospace CNC machining — in-process surface and dimensional inspection at the machine, AS9100 audit-ready records generated automatically, and predictive downtime alerts that stop scrap before it propagates. Configured for your machining centre fleet and material mix.
What AI Vision Inspection Delivers for the Aerospace CNC Plant Manager
For the plant manager responsible for production throughput, quality compliance, and cost per part across a fleet of CNC machining centres, AI vision inspection delivers concrete and measurable improvements in three areas that directly determine plant-level performance: machine utilisation, audit readiness, and production predictability.
Benefit 01
Machine Utilisation Gains Without Capital Expenditure
Every hour of unplanned downtime that AI vision inspection prevents is an hour of machine capacity recovered without purchasing a new machining centre. The plant manager who reduces quality-related downtime by 50% on a fleet of 20 machines running two shifts effectively recovers 10 to 15 machine-hours per day — the equivalent of adding one to two machines to the production floor without the associated capital cost, floor space, or operator requirement. The ROI on AI vision inspection is measured in weeks, not years, when calculated against recovered machine hours and reduced scrap material cost in high-value aerospace alloys.
Benefit 02
AS9100 and AS9102 Audit Records Generated at the Machine
Every part inspected by the AI vision system generates a complete inspection record: the part identifier, program revision, machine ID, operator ID, inspection timestamp, measured feature values, and disposition. This record satisfies the AS9102 first-article inspection documentation requirement and the AS9100 clause 8.5.1 control of production and service provision record-keeping requirements — automatically, without operator data entry or CMM report generation. When the AS9100 auditor or the prime customer quality representative requests inspection records for a specific part run, the plant manager retrieves them from the searchable audit log in seconds, not hours.
Benefit 03
Predictable Production Schedules with Fewer Disruptions
The single biggest source of schedule disruption in aerospace CNC machining is the discovery of a non-conforming part hours after it was machined. That discovery triggers a containment review, a root cause investigation, a re-inspection of all parts machined in the same timeframe, and a schedule realignment that affects downstream operations. AI vision inspection eliminates the detection delay. When a defect is identified at the machine during the cycle, the disruption is contained to a single part and a single corrective action — not a batch assessment that consumes the production planning team for the rest of the shift. The schedule becomes predictable because the quality events that destabilise it are detected and resolved before they accumulate.
Why Aerospace CNC Plant Managers Are Deploying AI Vision Inspection Now
Three converging pressures are driving aerospace CNC machining operations to adopt AI vision inspection at an accelerating rate. For the plant manager, each represents a strategic risk if unaddressed and a measurable competitive advantage once resolved.
Driver 01
Aerospace Material Costs Are Rising Faster Than Machining Rates
Titanium and inconel billet prices have increased steadily over the past three years, and aerospace casting and forging lead times have extended as supply chains restructure. The cost of scrapping a single titanium structural bracket or inconel turbine disc now exceeds $5,000 to $15,000 in raw material alone, before accounting for the machine time already invested. The plant manager who can reduce scrap rates through AI vision inspection is directly protecting the material cost line that procurement cannot hedge against. Every percentage point of scrap reduction in high-value aerospace alloys translates into tens of thousands of dollars in annual material cost avoidance for a typical mid-volume machining operation.
Driver 02
AS9100 and Prime Customer Audit Standards Are Becoming More Digitally Demanding
Aerospace prime contractors and AS9100 registrars are increasingly expecting digital quality records that are searchable, filterable, and exportable — not paper CMM reports stored in binders or PDF files scattered across network drives. The AS9100:2024 revision cycle is expected to place greater emphasis on real-time quality data availability and automated record generation. Plant managers who deploy AI vision inspection with automatic digital record creation are building the quality data infrastructure that will be expected across the aerospace supply chain within the next certification cycle. Manual inspection documentation processes that satisfy the current standard will struggle to meet the digital traceability requirements that are becoming the norm for prime contractor supplier quality assessments.
Driver 03
OEE Improvement Targets Are Shifting from Machine Speed to Quality-Driven Utilisation
Most aerospace CNC operations have already optimised cycle times and reduced planned downtime through lean manufacturing and total productive maintenance programs. The remaining OEE gap is driven primarily by quality losses — time spent machining parts that are later scrapped, time spent inspecting parts that are conforming, and time spent investigating quality events that could have been prevented. AI vision inspection targets these quality-driven OEE losses directly. For plant managers who have exhausted the traditional levers of spindle utilisation and setup reduction, AI vision inspection represents the next frontier of OEE improvement — and the one with the highest remaining impact potential for most operations.
Conclusion
The aerospace CNC plant manager’s most persistent operational challenge is not machining speed. It is the delay between when a quality deviation begins and when it is detected. That delay drives scrap cascades, inspection bottlenecks, tool-related downtime, and schedule disruptions that compound across every part program and every shift.
AI vision inspection closes that delay at the machine level — detecting surface finish anomalies, dimensional drift, and tool wear patterns while the part is still in the workzone, before the defect propagates to additional parts and before the machine time invested in the non-conforming feature becomes a total loss. The plant manager who deploys AI vision inspection shifts from managing quality events after they happen to preventing them at the point of origin, with machine-level detection times measured in seconds rather than the hours or shifts that define the current detection gap.
The technology to run aerospace CNC machining with real-time, in-process AI vision inspection is available today. The plant managers who implement it now will define the standard for quality-driven OEE performance, AS9100 digital readiness, and production schedule predictability that the rest of the aerospace machining sector will be measured against over the next five years. The gap between your current downtime profile and that standard is measurable, addressable, and closing with every machine that runs with AI vision inspection at the workzone.
iFactory’s AI vision quality platform is purpose-built for aerospace CNC machining operations — with in-process surface and dimensional inspection at the machine, predictive downtime alerts that stop scrap before it propagates, and AS9100-compliant audit records generated automatically for every inspected part. Book a Demo to see the platform configured for your machining centre fleet and material mix, or talk to an expert about a live walkthrough on your production data and part programs.
Frequently Asked Questions
The camera system is mounted inside the CNC machine enclosure, positioned to capture the machined surface after each finishing pass. The camera triggers automatically when the spindle retracts to the tool change position at the end of each pass, capturing a high-resolution image of the freshly machined surface before the next tool enters the workzone. The deep-learning model — trained on thousands of labelled images of conforming and non-conforming surface finishes across titanium, inconel, aluminum, and stainless steel alloys — analyses the image for surface roughness indicators, edge burr formation, scallop pattern anomalies, and colour variation that signals overheating or work hardening. The model returns a classification result within 200 to 500 milliseconds, and if a deviation is detected, the control system can optionally pause the program before the next tool begins. This in-process detection cycle repeats after every finishing pass, providing continuous surface quality monitoring throughout the machining cycle without adding cycle time. Talk to an expert about camera mounting configurations for your specific machine models and enclosure layouts.
The iFactory vision platform integrates with CNC controllers via MTConnect, OPC-UA, and Fanuc FOCAS protocols — covering Siemens 840D, Heidenhain TNC, Fanuc Series, and Mazak Smooth systems. Inspection results are displayed on an operator dashboard that runs on a dedicated edge computing touchscreen mounted at the machine, showing the live camera feed, the most recent inspection result, and a trend chart of surface quality scores across the current part program. The system does not require operator interaction to function — inspection runs automatically after each finishing pass — but the operator dashboard provides real-time visibility and alert acknowledgement. Tool monitoring integration is bidirectional: the vision system can receive tool change signals from the controller to know when a new tool is active, and it can send a tool wear alert back to the controller or to a tool management system when the surface finish signature indicates that the current tool should be replaced before the next pass. Book a Demo to see the operator dashboard and integration architecture configured for your controller environment.
Touch-probe systems and in-process measurement probes measure dimensional features — hole positions, bore diameters, surface coordinates — at discrete points. They do not measure surface finish, edge condition, burr formation, tool wear progression, or the visual quality characteristics that aerospace engineering drawings specify through surface roughness callouts and edge break requirements. AI vision inspection detects surface finish anomalies that correlate with Ra values outside specification, edge burrs that would require secondary deburring operations, scallop pattern irregularities that indicate tool wear or deflection, surface discolouration that signals overheating or material smearing, and chip recutting marks that indicate chip evacuation failure. These defect types collectively account for 40% to 60% of all aerospace CNC machining quality escapes reported in typical operations, and they are invisible to probe-based measurement systems run at the machine. The combination of probe-based dimensional measurement and AI vision surface inspection covers the full quality characteristic set that an AS9102 first-article inspection report must address. Talk to an expert about the defect coverage scope for your specific part geometries and material specifications.
The deep-learning vision model is trained on a material-specific image dataset that covers the surface appearance characteristics of each alloy group. Titanium produces a characteristic surface texture under finishing passes that is distinct from the brighter, more reflective surface of aluminum and the darker, more matte surface of inconel. The model incorporates material-specific reference profiles that account for these baseline appearance differences, so the detection threshold for a surface finish anomaly is calibrated to the normal surface appearance range for the specific alloy being machined. When the part program is loaded and the material is identified — either through the program header, the operator selection, or an RFID tag on the material — the model activates the material-appropriate reference profile. This means the plant manager does not need to manage separate model deployments for different materials. One model covers the full alloy range with material-conditioned detection thresholds that switch automatically based on the active part program material specification. Book a Demo to see the material-specific detection profiles on your actual part samples across different alloys.
The typical ROI timeline for AI vision inspection in aerospace CNC machining ranges from 4 to 9 months, with the median operation reporting full payback within 6 months of deployment. The ROI calculation is driven by three primary sources of value: scrap reduction (typically 50% to 70% reduction in scrap for the parts running under AI vision inspection), CMM bottleneck relief (80% reduction in inspection queue time for conforming parts, effectively doubling CMM capacity without capital investment), and first-article cycle time compression (60% to 70% reduction in setup-to-production transition time). For a mid-volume aerospace machining operation running 15 to 25 CNC machines across two shifts, the combined annual value from these three sources typically ranges from $180,000 to $420,000, depending on material mix, part complexity, and current scrap rates. The deployment cost per machine — including camera hardware, edge processing unit, software license, and installation — is recovered within the first 4 to 6 months of operation for most installations. Talk to an expert to calculate the ROI projection for your specific machine fleet, material mix, and current quality metrics.
The AI vision model does not need to be retrained for individual part programs. The model detects surface-level quality characteristics — surface finish quality, edge condition, burr formation, scallop pattern regularity, colour variation — that are independent of the specific part geometry. Whether the machine is cutting a titanium bracket, an inconel turbine disc, or an aluminum housing, the surface quality indicators that the model evaluates are consistent across geometries. What changes between programs is the surface area being inspected and the features present in the camera field of view. The model handles this through a region-of-interest configuration that is set during program setup and stored in the program record. When a new program is loaded, the operator or programmer defines the inspection region — the area of the machined surface that should be evaluated — and the model applies its standard surface quality detection within that region. This takes 2 to 5 minutes per program during initial setup and does not require model retraining, image labelling, or data science involvement. For operations running hundreds of part programs across their machine fleet, this zero-retraining characteristic is essential for practical deployment at scale. Book a Demo to see how inspection regions are configured for different part geometries during program setup.
The Gap Between When a Defect Starts and When It Is Detected Is the Largest Remaining Source of Unplanned Downtime in Your Machining Operation. AI Vision Inspection Closes That Gap at the Machine Level.
iFactory’s AI vision quality platform for aerospace CNC plant managers — in-process surface and dimensional inspection at the machine, AS9100-ready audit records generated automatically, and predictive downtime alerts that stop scrap before it propagates. See it running on your machining centre with your part programs and materials.