AI-Powered Adaptive SPC for Aerospace CNC Machining (OD)
By Grace on June 11, 2026
Your aerospace CNC cell is running production on a critical titanium structural bracket. The print calls for Cpk 1.33 on three key characteristics, AS9100 Rev D traceability on every serial number, and NADCAP-compliant process documentation for the full production run. The control chart on the wall was set during qualification 14 months ago. The coolant concentration is different now. The fixture has cycled 9,000 times. The material lot is from a new heat treat batch. The chart still shows the same fixed control limits. Every shift, the operator sees points that fall outside those old limits. Some are real. Most are false alarms caused by limits that no longer describe the process that exists on the floor today. The operator learns to ignore the chart. The cell keeps running. And the escape that should have been caught at the machine ends up at final CMM — or worse, at the customer receiving inspection. The audit scheduled for next quarter will ask for the control chart, the corrective action log, and the traceability record for every part produced during that period. If the chart is full of uncorrected signals and the corrective action log is empty because nobody trusted the alerts, the finding writes itself. The question is not whether your process was in control. It is whether your control system was telling the truth — and whether your team could tell the difference.
Adaptive SPC for Aerospace CNC Machining: The Operations Director's Guide to Zero-Defect, Audit-Ready Production
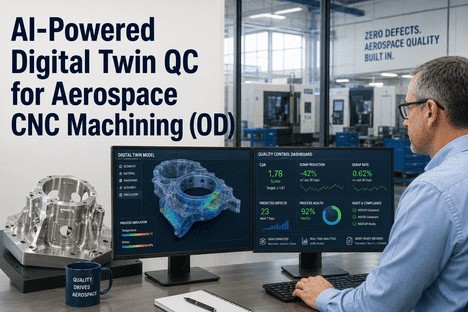
iFactory's AI quality platform gives aerospace CNC operations directors real-time adaptive control limits, AI vision defect detection, and automatically generated AS9100/NADCAP audit records — so every production run ends with a compliance-ready quality trail and no manual data entry required.
Defect detection accuracy achievable with deep-learning AI vision on aerospace CNC surface finish and dimensional inspection
55%
Reduction in false alarms reported by aerospace machining cells deploying adaptive control limits over static SPC systems
100%
Part-level AS9100 traceability records generated automatically with AI vision inspection at the CNC cell
40+
Process variables monitored simultaneously per CNC cell with adaptive limits and full audit traceability
The Trust Problem With Static Control Limits in Aerospace CNC
Fixed control limits were a reasonable solution when SPC meant a quality engineer manually plotting measurements on paper charts. The limits were set once, reviewed periodically, and the precision trade-off was accepted because there was no practical alternative at production scale. Aerospace CNC machining in 2026 operates under a different set of constraints. A single multi-axis cell can produce hundreds of parts per week, each with multiple key characteristics, while transitioning through material lots, tool wear regimes, coolant concentration adjustments, and fixture re-indexing cycles. Each of these transitions changes the natural variation band of the process. Fixed limits that were correct for stable mid-run production will generate false alarms during warm-up phase and miss genuine drift during tool wear onset. The result is a control chart that operators cannot trust and supervisors cannot defend in an audit.
How Adaptive Control Limits Fix What Static Limits Break — At Every Phase of CNC Production
Warm-Up Phase
False Alarm Elimination
During spindle warm-up and thermal stabilization, dimensional variation is naturally wider. Static limits interpret this as out-of-control. Adaptive limits widen automatically, suppressing false alarms until the cell reaches thermal equilibrium, then tighten to production band.
Tool Wear Drift
Early Detection at Onset
As the tool wears, the process mean shifts incrementally. A fixed limit only catches the shift after it crosses the old boundary. Adaptive limits track the drift trajectory and alert the operator 15 to 20 parts before the tolerance boundary is reached, enabling proactive tool change.
Material Batch Change
Recipe-Aware Recalibration
A new material heat treat batch shifts the baseline machining response. Adaptive limits recalibrate automatically when the batch change is logged, using a rolling data window to recalculate UCL and LCL for the new regime without generating transition alarms.
Why Audit Readiness Drives the Operations Director's Quality Strategy
An AS9100 Rev D or NADCAP audit does not ask whether your process is capable. It asks whether you can prove it was in control across every production run, every shift, every tool change, and every material lot transition. That proof has to come from records — timestamped, traceable, complete, and available for review without a multi-day manual reconstruction exercise the week before the auditor arrives. Most aerospace CNC operations can produce SPC data. Very few can produce the causal record: which parameter deviated, when was it detected, what corrective action was taken, and was the action effective. The gap between those two things is where audit findings are written and supplier corrective action requests are issued.
What the AS9100 Auditor Asks
"Show me the Cpk trend for the KC bore dimension across the last 30 production shifts with the programme version and tool lot information for each serial number."
"What corrective action was taken when the surface finish control chart signalled on the night shift and when was the action logged?"
"Was the material lot change on last Tuesday's production run registered in the traceability system before or after the dimensional deviation that followed it?"
"Provide the in-process SPC records for the KC features on serial numbers A720 through A760 with operator acknowledgement of each limit exceedance."
What iFactory Gives You Automatically
Timestamped adaptive control chart per KC with alert events, UCL/LCL at time of signal, programme version, and operator action logged against the event — exportable in one click.
Predictive alert record with timestamp, drift forecast trigger, recommended action, operator acknowledgement log, and trend reversal confirmation — all in a single event record.
Material lot change registry with entry timestamp, operator ID, and adaptive limit recalibration log showing exactly when new limits became active relative to the quality event.
Serial-number-level Cpk report with active programme version and tool lot tagged to each part — filterable by date range, shift, material lot, and operator — generated automatically.
How AI Vision and Adaptive SPC Work Together at the CNC Cell
AI vision inspection and adaptive SPC are most powerful when they are connected — not operating as separate tools generating separate signals, but integrated into a single quality intelligence system where the vision model output feeds the SPC model and vice versa. When the AI vision system detects a surface finish anomaly or a dimensional trend on the machined part, that signal is fed as a real-time input into the adaptive SPC model monitoring the cutting parameters. The SPC model cross-correlates the visual defect signal with spindle load, feed rate, and thermal data to confirm which parameter is the primary driver, assign a confidence score to the root cause, and fire a single ranked alert rather than two separate alarms from two separate systems.
The Signal Chain: From AI Vision Detection to Audit Record in Under 60 Seconds per Part
Step 1
AI vision camera inspects part at machine exit
→
Step 2
Deep learning model classifies surface, dimension, and defect type
The AS9100 Audit Record Your Quality Manager Needs Was Generated While Your CNC Cell Was Cutting the Next Part.
iFactory builds the compliance trail automatically — every alert, every corrective action, every Cpk, every material lot change — timestamped and audit-ready without a single manual log entry from the shop floor.
Three Quality Gaps That AI Vision Closes Before Manual Inspection Can
Aerospace CNC quality defects are not random. They follow predictable patterns driven by tool condition, thermal behaviour, and material consistency. Each defect category has a specific visual signature that deep-learning models can detect at the machine, in real time, before the part reaches the CMM or the final inspection station. Each detection links back to the upstream process parameter that caused it, giving the operations director a root-cause trace that would otherwise require hours of manual investigation.
Defect Category 01
Surface Finish Deviation and Chatter Marks
Detected at: CNC Machine Exit
Surface finish deviations and chatter marks are among the earliest visual indicators of tool wear onset or cutting parameter drift. A tool that has exceeded its optimal life will leave a progressively rougher surface pattern that the AI vision model detects at sub-micron resolution, flagging the affected part before it leaves the machine. The detection triggers an adaptive SPC alert on the spindle load and feed rate parameters, confirming the root cause and recommending a tool change. The operator executes the change, logs the action against the alert, and the system confirms resolution when the next part's surface finish returns to the acceptable band — all before a second non-conforming part is produced.
Chatter detection
Tool wear correlation
Pre-CMM alert
Defect Category 02
Burr and Edge Condition Anomalies
Detected at: In-Process Inspection
Burr formation on aerospace titanium and Inconel features is a leading indicator of tool wear progression, feed rate misalignment, or inadequate coolant delivery. The AI vision model detects burr presence and edge condition deviation on machined features with high accuracy, classifying severity by height, location, and feature type. When burr detection exceeds threshold, the system correlates the event with the current cutting tool life count and coolant flow rate logged in the adaptive SPC model, identifying which variable has drifted outside the optimal band. The operator receives a ranked root cause and a specific corrective action recommendation rather than a generic burr alert that requires separate investigation.
Burr severity grading
Tool life linkage
Coolant correlation
Defect Category 03
Thermal Damage and Discolouration
Detected at: Post-Machining
Thermal damage on machined aerospace surfaces — discolouration, burn marks, or microstructure alteration — is a critical quality event that can render a part unserviceable for flight applications. The AI vision model detects colour and texture anomalies on the machined surface that correlate with overtemperature conditions at the cutting interface. The detection feeds the adaptive SPC model monitoring coolant flow rate, spindle load, and feed rate, cross-correlating the visual damage pattern with the process parameters that produced it. The alert fires with the specific parameter deviation identified, enabling the operator to adjust coolant delivery or feed rate before the next part experiences the same condition. Every thermal damage detection is logged with the part serial number, machine parameters at time of event, and corrective action taken.
Colour anomaly detection
Thermal damage classification
Process parameter linkage
The Operations Director Dashboard: What You See and When You See It
AI-powered quality intelligence is only as valuable as the information it surfaces to the person who can act on it. The iFactory operations director dashboard is designed around one principle: the right information, at the right time, in the format that supports an immediate and confident decision across every cell in the facility.
Live View
Multi-Cell Quality Overview
The live overview panel shows every active CNC cell in the facility with current quality score, defect rate by category, and Cpk for each active key characteristic. Cells trending toward the control limit boundary appear with a visual indicator before the alert threshold is reached, giving the operations director a facility-wide quality snapshot updated every part cycle. When a cell enters an alert state, the system surfaces the ranked root cause and recommended action on the same view, eliminating the need to navigate separate systems for detection, diagnosis, and corrective action logging.
Director action: Monitor the facility quality heat map. The system highlights cells at risk before the CMM confirms the escape.
Alert Panel
Predictive Quality Alerts With Root Cause
Every predictive alert fires with a ranked cause and a specific recommended action. The alert does not say "quality deviation detected on cell 4." It says: "Surface finish trending toward Ra limit on cell 4. Primary driver: tool wear at 92% of expected life on tool station 7. Recommended action: schedule tool change within 12 parts and verify surface finish on next part." The operator executes, logs the action against the alert, and the system confirms resolution when the surface finish trend reverses. The alert, the action, and the resolution are all recorded automatically for audit review.
Director action: Review cross-cell alert trends weekly. Identify recurring patterns before they become systemic.
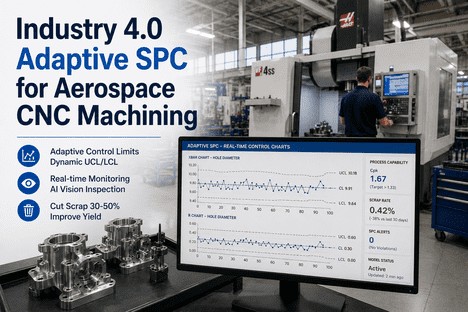
Control Charts
Adaptive SPC With Programme-Aware Limits
The SPC panel shows live control charts for every monitored parameter per cell — spindle load, feed rate, coolant flow, thermal data, surface finish, dimensional band — with adaptive UCL and LCL that have already incorporated the current programme version, tool lot, and material batch. When a programme or material lot change is logged, the limits recalibrate automatically using a rolling data window, eliminating the false alarms that static limits generate during process transitions. Each control chart is exportable as an AS9100 audit-ready record with the regime context embedded in the chart metadata.
Director action: Log programme and material changes in real time. The system handles limit recalibration without manual intervention.
Compliance Report
Automatic Audit-Ready Documentation
At the end of each production run or reporting period, the system generates a complete quality summary: total parts produced, defect rate by category, all predictive alerts fired with corrective action records, Cpk per key characteristic per serial number, and a traceability index linking each quality event to the programme version, tool lot, and material batch active at the time. This report is timestamped, digitally signed by operator ID, and stored in the searchable audit log. The quality manager has the full production record available for review without requesting it from anyone.
Director action: Review at period end. Deliver the audit pack in 20 minutes instead of three days.
Before iFactory, our AS9100 surveillance audit preparation took our quality engineering team three full days every six months — pulling SPC charts from the DNC server, reconstructing corrective action timelines from paper logs, chasing operators for signatures. During the last audit, the auditor asked for the Cpk trend on a specific KC across the previous four months, filtered by material lot. I opened the dashboard, applied the filters, and exported the report while he was still writing the request on his clipboard. The audit closed with zero findings for the machining cell. The process record was the most complete the auditor had seen in a Tier 2 aerospace supplier.
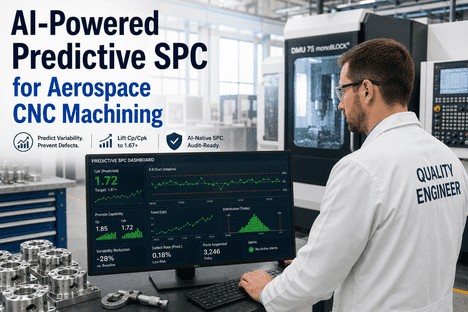
Conclusion: From Reactive Quality Management to Audit-Ready Process Intelligence
The operations director's quality challenge in aerospace CNC machining is not a lack of data. It is a lack of interpretation at the right moment and a lack of records in the right format when the AS9100 or NADCAP auditor arrives. Static control limits generate false alarms that operators learn to ignore, producing a control chart that cannot be defended in an audit. Manual inspection catches defects after the part has been machined, when the material and labour cost has already been committed. Disconnected SPC and vision systems produce separate alerts without root cause correlation, leaving the operations director to manually connect the dots between a surface finish deviation and the tool wear condition that caused it.
AI-powered adaptive SPC with integrated AI vision inspection addresses all three sides of this challenge simultaneously. Adaptive control limits eliminate the false alarm noise that undermines operator trust in the control system, so every alert is actionable and every chart is audit-defensible. AI vision detects surface, dimensional, and thermal defects at the machine in real time, before the part reaches final CMM and before a second non-conforming part is produced. The integrated platform cross-correlates visual defect detection with process parameters to deliver ranked root cause alerts, eliminating the manual investigation time between symptom detection and root cause identification. And every alert, corrective action, Cpk calculation, and material lot change is automatically logged with timestamps, operator IDs, and programme version context in the AS9100-compliant audit record — generated while the cell was cutting the next part, not reconstructed the night before the auditor arrives.
For operations directors who are currently managing quality reactively — investigating escapes discovered at final inspection, explaining Cpk gaps during audits from incomplete records, and manually connecting defect events to their root causes across disconnected systems — the change that adaptive SPC and AI vision quality inspection delivers is concrete and measurable. Fewer defect escapes. Faster root cause identification. Lower scrap rates. Higher first-pass yield. And a compliance record that is complete, searchable, and exportable at any time without preparation. The technology to run aerospace CNC cells with this level of quality intelligence is available today. The operations directors who implement it now will set the quality benchmark that the rest of the aerospace supply chain is measured against.
iFactory's AI quality platform is purpose-built for aerospace CNC machining operations — with AI vision inspection, adaptive SPC with programme-aware limits, predictive defect alerts with ranked root causes, and automatic AS9100/NADCAP-compliant documentation that replaces manual log entry. Book a Demo to see the platform configured for your CNC machining cell, or talk to an expert about a live walkthrough on your production data.
Frequently Asked Questions
Traditional SPC uses static control limits set during process qualification. These limits remain fixed regardless of changes in material batch, tool wear state, thermal conditions, or programme version. In a multi-state aerospace CNC process, static limits generate false alarms during warm-up and material transitions while missing genuine drift during tool wear onset. Adaptive SPC recalculates UCL and LCL dynamically against a rolling data window of the most recent parts, typically 20 to 50 pieces, distinguishing common-cause variation from assignable-cause events in real time. The audit impact is direct: a static-limit chart showing frequent uncorrected signals is an audit finding waiting to happen, because the corrective action log will be empty — the operator learned that most signals were false. An adaptive-limit chart shows signals only when real process drift is occurring, and each signal has a logged corrective action. The auditor sees a control system that was trusted and acted upon, not one that was ignored. Talk to an expert about adaptive limit configuration for your specific cell types and KC profiles.
The base vision model — which classifies surface finish, burr presence, thermal damage, and dimensional drift patterns — does not require re-training for each new part geometry. The visual signatures for defect categories are physical characteristics that transfer across part types: a chatter mark on a titanium bracket looks visually similar to a chatter mark on an Inconel flange. What does update when a programme change is registered is the adaptive SPC baseline — the normal variation range that the parameter model uses to distinguish genuine defect-causing drift from expected variation under the new programme. This separation between the vision model (stable across geometry changes) and the SPC model (programme-aware and adaptive) is intentional: it means operations directors do not need to manage model retraining cycles when production programmes change, and the system maintains detection accuracy through transitions that would otherwise generate alert noise spikes. Talk to an expert about vision model deployment for your specific part portfolio.
iFactory integrates with existing plant infrastructure via OPC-UA, MTConnect, REST API, and MQTT protocols, covering the most common configurations across Fanuc, Siemens, Heidenhain, and Mazak control environments. The AI vision camera systems connect to the iFactory edge processing unit via standard industrial Ethernet, with the edge unit handling real-time image classification locally before sending classified event data to the platform. CMM measurement data can be ingested as a cross-validation input to the adaptive SPC model, and quality records are exportable in formats compatible with major ERP and MES systems. This edge architecture means AI vision inspection operates at full speed without dependence on cloud latency and continues to function during network interruptions, with data synchronisation resuming automatically when connectivity is restored. A deployment assessment confirms the specific integration path for your control environment before any hardware installation begins. Book a Demo to discuss integration scope with your automation and IT team.
NADCAP conventional machining audits focus on process control — verifying that cutting parameters, tooling decisions, and inspection methods are not only documented but consistently followed across every operation on every part. The iFactory platform addresses this by automatically logging every cutting parameter, tool change event, and inspection result with timestamps and operator identification. The NADCAP audit record includes: the cutting parameter log with actual spindle speed, feed rate, and coolant flow at the time of each operation; the tool life record showing the tool lot number, installed time, part count at change, and condition at removal; the inspection record per feature per part with AI vision classification, measurement data, and operator disposition; and the parameter deviation log showing any excursion from the documented cutting parameter specification with corrective action recorded. All of this is searchable by part number, serial number, date range, and operator, and exportable as a structured audit pack that the NADCAP auditor can review without requesting additional documentation. Book a Demo to review the NADCAP audit record format with your quality manager.
Operations directors typically report measurable ROI within three to five months of deployment across three categories. First, scrap reduction: AI vision detection at the machine catches defects before the next part is produced, eliminating the batch-scale scrap events that occur when a tool wear drift runs undetected across a full shift. Second, audit preparation time: the automated documentation system reduces the manual effort required for AS9100 surveillance audit preparation from multiple days to under an hour, freeing quality engineering resources for process improvement instead of record reconstruction. Third, inspection throughput: detecting defects at the machine eliminates the latency and cost of discovering them at CMM, reducing the per-part inspection cycle and enabling faster part release to the customer. The specific timeline depends on cell count, part complexity, and existing quality infrastructure, but the first detectable improvement — reduction in false alarm rate on the SPC chart — is typically visible within the first two weeks of operation as the adaptive limits learn the process baseline. Talk to an expert about building your ROI model with your specific production data before deployment.
Your Next AS9100 Audit Should Be Your Easiest One Yet. Adaptive SPC and AI Vision Make That the Default, Not the Exception.
iFactory's AI quality platform for aerospace CNC machining operations directors — AI vision inspection, adaptive SPC with programme-aware limits, predictive alerts with ranked root causes, and automatic AS9100/NADCAP audit-ready documentation. See it configured for your CNC cell.