AI-Powered Predictive OEE for Aerospace CNC Machining
By Grace on June 10, 2026
The five-axis CNC cell scheduled to run titanium structural brackets across the night shift goes dark at 02:47. The spindle bearing temperature trend that had been climbing since 23:00 finally crossed the thermal threshold -- not enough to trigger the machine's built-in alarm, but enough to increase radial runout by 0.004 mm. The tool chattered. The workpiece surface was damaged. The machine faulted. By the time the night supervisor arrived at the cell, 23 minutes of production time had been lost, the spindle required a cooldown cycle, and two partial parts in the fixture were scrapped. The OEE report the next morning showed Availability at 68% for that shift, Performance at 81%, and an overall OEE of 52% -- 18 points below the monthly target. The root cause analysis found that the spindle bearing vibration signature had shifted 14 days earlier. The data was in the machine's vibration monitoring log. No one read it. The bearing degradation continued unnoticed until it produced a failure that cost 23 minutes of production, two scrapped parts, and a delivery delay that cascaded into an assembly line shortage 1,600 km away. Predictive OEE reads the vibration trend on day 3 of the degradation cycle and converts it into an availability forecast -- giving the maintenance planner 11 days to schedule the bearing replacement during a planned changeover window.
AI Predictive OEE · Real-Time Availability Forecast · Performance Drift Detection · AS9100 Quality Loss Tracking
Your OEE Number Tells You What You Already Lost Last Shift. Predictive OEE Tells You What You Will Lose Next Shift -- With Enough Lead Time to Intervene.
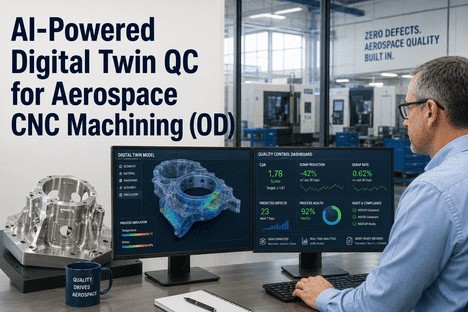
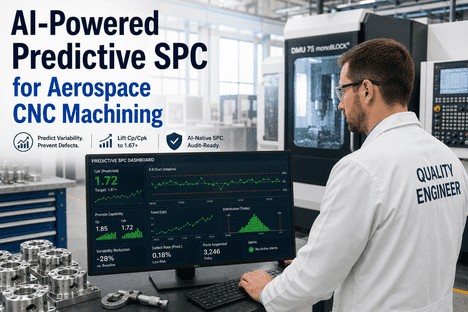
iFactory's predictive OEE engine ingests real-time CNC spindle data, cycle time logs, tool wear trends, and quality inspection results -- forecasting Availability, Performance, and Quality losses before they reduce your OEE.
Unplanned downtime reduction in aerospace CNC cells using predictive maintenance analytics -- spindle failures detected 2-4 weeks before failure, not at 02:47
15-25%
OEE improvement within 6 months of predictive OEE deployment -- driven primarily by reduced unplanned downtime and faster nonconformance closure cycles
30-50%
Reduction in quality-related stoppages when predictive quality models flag defect risk before post-process inspection confirms nonconformance
Why OEE in Aerospace CNC Machining Is Fundamentally Different
Aerospace CNC machining operates at 50-65% OEE while automotive Tier-1 suppliers routinely run at 70-80%. The gap is not caused by worse management. It is caused by structural constraints that add layers of unavoidable loss that high-volume manufacturing does not face. Long cycle times mean a single unplanned stop in the middle of a 6-hour titanium impeller cut wastes half a shift of planned output. High-mix low-volume production means 4-hour setups for 3-part batches consume 57% of total job time. Mandatory first-article inspection pauses and AS9100 documentation requirements insert downtime that no amount of lean manufacturing can eliminate. And quality-related losses carry disproportionate cost: a single out-of-spec dimension detected at final CMM may require scrapping a part that consumed 14 hours of machining time and 8,000 dollars in material cost. Standard OEE treats all losses equally. Predictive OEE weights each loss by its programme impact -- and forecasts the loss before it materialises.
Availability
25-40% of OEE loss
Unplanned Stops and Changeover Time Dominate Aerospace Availability
Availability loss in aerospace CNC has two dominant sources: unplanned equipment breakdowns (spindle bearing failure, axis drive fault, coolant system failure) that stop a cell for hours, and setup/changeover time that can consume more than half of a shift on short-run production. A single spindle failure on a critical-path five-axis machine can delay a production programme by 48 hours. Predictive availability models detect bearing degradation, ways wear, and coolant system deterioration 2-4 weeks before failure -- converting unplanned stops into scheduled maintenance interventions during planned changeover windows or programme gaps. Setup time prediction models flag when a specific part family or operator combination consistently exceeds the standard changeover time, enabling targeted SMED improvement work.
Performance
15-30% of OEE loss
Cycle Creep, Micro-Stops, and Speed Loss That Accumulate Unnoticed
Performance loss in aerospace CNC is the most invisible OEE component. A 4-minute micro-stop during a tool change, a 30-second cycle extension from a worn tool cutting more slowly, an extra probe cycle added when a dimension drifts close to the tolerance boundary -- none of these appear as formal downtime in the ERP system, but they accumulate across a shift to reduce the effective operating speed by 10-20%. Predictive performance models compare actual cycle time against the ideal cycle time per operation per part number in real time, flagging any deviation at the individual cycle level. When a bore feature starts taking 8 seconds longer to machine because the tool is approaching end of life, the model alerts the quality engineer before the cycle creep compounds across the remaining 40 parts in the batch.
Quality
10-20% of OEE loss
Scrap, Rework, and the Disproportionate Cost of Late Detection
A single aerospace CNC part that reaches final CMM inspection with an out-of-spec bore may have consumed 12-18 hours of machining time across multiple operations on multiple machines. The cost of that quality loss is not just the material -- it is the machine time, the setup time, the inspection time, and the programme delay. Predictive quality models score every CTQ characteristic for defect risk during the machining cycle, using in-process probe data, spindle load trends, and tool wear progression to flag parts that are trending toward nonconformance before they reach the CMM. The quality engineer receives an alert during the machining cycle -- not after final inspection. The part can be adjusted, reworked in process, or if already nonconforming, flagged for containment before it reaches the stockpile. The quality-related OEE loss is measured not by the scrap rate alone but by the programme cost of each nonconformance detected at the latest possible point in the process.
Traditional OEE Is a Report on What You Lost. Predictive OEE Is a Forecast of What You Will Lose -- and a Prescription for Preventing It.
iFactory's predictive OEE platform replaces the end-of-shift report with a continuous, real-time forecast of all three OEE components -- Availability, Performance, and Quality -- across every CNC cell in your aerospace operation.
Predictive OEE is not a new metric. It is the same OEE calculation defined by the AIAG and ISO 22400 standards -- Availability multiplied by Performance multiplied by Quality. What changes is the timing. Traditional OEE calculates these components after the shift ends, using data that is already 8 to 48 hours old. Predictive OEE calculates them continuously as a forecast, using ML models trained on real-time machine data to project each component forward by hours to days -- converting OEE from a lagging indicator into a leading one.
Avail Forecast
Availability Prediction Model
ML models trained on historical spindle vibration, temperature, and power draw data detect mechanical degradation patterns 2-4 weeks before failure. The model outputs a continuous availability forecast for each machine -- showing the probability of unplanned downtime within the next shift, day, or week. When the model detects a spindle bearing vibration signature change at 08:15 with a predicted failure probability of 72% within 14 hours, the maintenance planner receives an alert with the specific component identification and a recommended intervention window. The bearing replacement is scheduled during a planned changeover at 15:00. Zero unplanned downtime.
Prediction horizon: 2-28 days ahead for mechanical degradation, 2-6 hours ahead for process-driven availability events
Perf Detect
Performance Drift Detection
The performance model captures actual cycle time per operation per part number in real time from the CNC controller and compares it against the ideal cycle time. When a 4-hour titanium impeller roughing cycle extends by 12 minutes because of tool wear progression, the model flags the deviation at the first extended cycle -- not after 8 hours of accumulated speed loss. The quality engineer sees the performance drift in real time on the dashboard, correlated with the tool wear trend and spindle load increase. The same data that explains why Performance OEE dropped from 88% to 76% across the last tool life window also provides the intervention trigger: replace the tool now to restore cycle time, or adjust the feed rate to compensate for the remaining 20 parts.
Detection latency: cycle-by-cycle, not end-of-shift -- performance loss is visible at the first extended cycle, not the morning after
Qual Score
Quality Risk Scoring Engine
The quality model scores every CTQ characteristic for nonconformance risk during the machining cycle, aggregating in-process probe results, spindle load trends, tool wear state, coolant temperature, and historical feature performance into a real-time defect probability score. When a bore feature shows a risk score above the configured threshold, the model generates a pre-emptive alert with the specific characteristic at risk, the current drift direction and magnitude, and the recommended corrective action. The quality engineer intervenes before the part completes the operation -- not after it reaches the CMM. Quality-related OEE loss is measured and forecast in real time, enabling the supervisor to see the trend of future quality loss before it materialises as scrap.
Risk update frequency: every in-process probe cycle -- quality OEE forecast updates 5-10 times per part, not at final inspection
What Changes Across a Shift When OEE Becomes Predictive
The difference between reactive and predictive OEE is visible in the first shift after deployment. The supervisor does not receive a report on what was lost. The supervisor opens a dashboard showing what is forecast to be lost -- and what actions can prevent it.
Shift Event
Reactive OEE -- What Happens
Predictive OEE -- What Happens
06:00 -- Shift start
Supervisor reviews previous shift's OEE report. Availability was 72%, Performance 84%, Quality 96%. OEE: 58%. Root causes identified 12 hours after the losses occurred.
Supervisor opens live dashboard. Current OEE forecast: 64%. Alert active: spindle vibration on machine 3 trending -- availability risk 38% within current shift. Recommended: inspect during 10:00 tool change. Performance drift on bore A cycle time -- +4 seconds per part, tool wear related. Quality risk on bore A: predicted Cpk 1.42 at current drift trajectory.
10:00 -- Mid-shift
Machine 3 spindle bearing fails. 47 minutes unplanned downtime. Two parts in fixture at risk. Supervisor calls maintenance. Maintenance arrives in 18 minutes. Assessment: bearing replacement requires 6 hours. Part programme shifted to alternate machine. Shift OEE impact: -6 points from availability loss alone.
Machine 3 spindle inspected during planned 10:00 tool change. Vibration reading confirms early bearing degradation. Maintenance notified. Replacement scheduled for 14:00 changeover window. Production continues on machine 3 at reduced spindle speed range. Availability forecast updated: 0% unplanned downtime probability. OEE forecast holds at 63%.
14:00 -- End of shift
Actual OEE for shift: 51% (Availability 63%, Performance 83%, Quality 95%). One unplanned spindle failure, two scrapped parts, 14 partial parts requiring reallocation to alternate machine. Delivery impact: one part number delayed by 2 days. Root cause documented. Corrective action: increase spindle PM frequency.
Actual OEE for shift: 63% (Availability 77%, Performance 84%, Quality 96%). One scheduled bearing replacement during planned changeover. Zero unplanned downtime. Zero scrapped parts. Delivery plan unchanged. Corrective action logged: bearing replacement completed. Next PM interval calculated from actual wear rate data. Shift handover includes 3 active risk forecasts for next shift.
"
We were running 52% OEE on our five-axis CNC cell for seven consecutive months. Every monthly review produced the same analysis: too much unplanned downtime, too many micro-stops during long-cycle operations, and quality losses that were always detected at final CMM when the part was already 14 hours into the process. We knew the OEE breakdown. We did not know how to prevent the losses that produced it. The predictive OEE deployment changed the conversation in the first week. The supervisor started the shift by looking at the forecast, not the rearview mirror. In the first month, we caught a spindle bearing degradation 18 days before failure. In the second month, we identified a cycle creep pattern on a titanium impeller operation that was costing us 47 minutes per shift in performance loss. By month six, our OEE was at 68% and climbing. The forecast told us what to fix before the loss occurred.
How Predictive OEE Changes the Role of the Quality Engineer
Quality engineers in aerospace CNC machining spend approximately 60% of their time on tasks that predictive OEE automates or eliminates: reviewing end-of-shift OEE reports, investigating the root cause of quality events that occurred 12-48 hours earlier, manually compiling evidence packs for customer quality audits, and coordinating with maintenance on unplanned downtime events that should have been predicted. Predictive OEE redistributes that time toward higher-value work: acting on real-time risk forecasts, optimising tool life and process parameters based on actual performance data, and closing nonconformances with automated evidence rather than manual investigation.
1
From Report Reader to Risk Manager
The quality engineer no longer starts the day by reading yesterday's OEE report and investigating what went wrong. Instead, the engineer opens the predictive OEE dashboard and reviews the current forecast: which machines have an elevated probability of unplanned downtime, which characteristics are showing performance drift, and which CTQ features have a quality risk score above threshold. The day's work is prioritised by forecast impact, not by the chronological order of yesterday's failures.
Time shift: from 45 minutes reviewing yesterday's losses to 10 minutes acting on today's forecast
2
From Scrap Investigator to Loss Preventer
When a quality event occurs in a reactive environment, the quality engineer spends hours investigating: reviewing CMM results, examining spindle load logs, interviewing operators, reconstructing the sequence of events that produced the nonconformance. The investigation produces a corrective action that prevents recurrence -- after the cost has already been incurred. Predictive OEE alerts enable the quality engineer to prevent the loss before it occurs. The investigation shifts from "what caused this scrap" to "what action prevents the forecast scrap."
Cost avoidance: preventing a single titanium impeller scrap event saves 14 hours of machining time and 8,000 dollars in material cost
3
From Manual Evidence Compiler to Automated Records Manager
AS9100 customer quality audits require documented OEE records, SPC charts, nonconformance logs, and corrective action evidence. In reactive environments, assembling this evidence pack consumes 8-12 hours per audit cycle -- pulling reports from multiple systems, formatting them for auditor review, verifying completeness. Predictive OEE generates all of this automatically: the timestamped forecast and actual OEE for each shift per cell, the drift alerts with process state at alert time, the quality engineer responses, and the corrective action outcomes. The evidence pack is exportable in 15 minutes, structured per AS9100 requirements, and searchable across any date range or cell.
Audit prep: from 10 hours of manual evidence assembly to 15 minutes of automated export
4
From Maintenance Coordinator to Process Optimiser
In reactive environments, the quality engineer coordinates with maintenance reactively -- responding to unplanned downtime events, expediting repair schedules, and managing the quality impact of machines running outside normal condition. Predictive OEE transforms this relationship. The quality engineer receives the same 2-4 week advance notice of mechanical degradation that the maintenance planner receives, and can assess the quality impact of running the machine under degraded conditions until the scheduled intervention. The decision shifts from "how do we recover from this failure" to "can we safely run this machine at reduced parameters for 10 more shifts until the planned maintenance window."
Decision horizon: from reactive crisis response to planned risk assessment with 2-4 week lead time
Conclusion
Aerospace CNC machining operates in an environment where OEE is structurally constrained by long cycles, high-mix production, regulatory inspection requirements, and the extreme cost of late-detected quality failures. These constraints will not change. What can change is the timing of OEE measurement -- from a lagging indicator that reports losses after they are irreversible to a leading indicator that forecasts losses while intervention is still possible.
Predictive OEE transforms the end-of-shift report into a continuous, real-time forecast of Availability, Performance, and Quality losses. The quality engineer starts the shift not by reviewing what went wrong yesterday but by understanding what will go wrong today and what actions can prevent it. The maintenance planner schedules interventions based on actual machine condition data, not fixed calendar intervals. The supervisor manages OEE by preventing losses, not explaining them.
iFactory's predictive OEE platform is purpose-built for aerospace CNC machining operations -- delivering real-time availability forecasting, performance drift detection, quality risk scoring, and automated AS9100 audit documentation. Book a Demo to see the predictive OEE engine running on a CNC machining use case matched to your cell configuration, or talk to an expert about a free OEE assessment for your aerospace operation.
Frequently Asked Questions
Your ERP calculates OEE from data that is already 8 to 48 hours old -- production counts entered after the shift, downtime logged manually by operators, quality results entered after CMM inspection is complete. The OEE number is a historical record. Predictive OEE calculates the same three components -- Availability, Performance, Quality -- continuously in real time using live machine data, and then applies ML models to forecast each component forward. The ERP tells you your OEE was 54% yesterday. Predictive OEE tells you your OEE is forecast to be 62% at the end of the current shift if no action is taken, or 67% if the recommended spindle inspection is performed during the 10:00 tool change window. The two numbers measure the same thing at different points in time. One is a report. The other is a decision support tool. Book a Demo to see both running in parallel on live CNC data.
Yes -- and this is one of the most important distinctions between predictive OEE for aerospace and OEE for general manufacturing. The platform allows you to categorise downtime by type, separating regulatory-required losses (first-article inspection pauses, AS9100 documentation stops, mandatory quality holds) from operational losses that are improvable (unplanned breakdowns, setup time overruns, micro-stops). The predictive model learns the pattern of regulatory downtime per part number and per customer and includes it in the baseline forecast. The improvable loss categories are forecast separately and flagged for reduction initiatives. This means the aerospace OEE forecast is realistic -- it does not assume you can eliminate regulatory downtime -- but it also does not hide operational losses behind the regulatory category. Most aerospace CNC operations have 5-8 OEE points of hidden improvable loss buried inside the "regulatory" category that predictive OEE surfaces. Talk to an expert about configuring downtime categorisation for your specific aerospace regulatory environment.
Predictive OEE works with the data connectivity most aerospace CNC cells already have or can implement non-invasively. For Availability prediction, the platform ingests machine state data from the CNC controller via MTConnect, OPC-UA, or direct PLC interface -- signals such as spindle on/off, cycle active, alarm state, and feed hold. For Performance prediction, it captures cycle start and end times from the controller, plus spindle load and feed rate data for cycle time comparison. For Quality prediction, it ingests in-process probe measurements and CMM results via network connection to the quality lab system. For machines without native network connectivity, external IoT sensors (current draw, vibration, temperature) can be installed without modifying the machine control. Most aerospace CNC cells built after 2015 have MTConnect or OPC-UA capability already available but not activated. iFactory's deployment team typically connects 8-12 machines per week, with the first machine generating predictive OEE data within 2 days of connector installation. Talk to an expert about connectivity requirements for your specific machine population.
The three predictive OEE models train at different rates based on data availability. The Availability model is the fastest to initialise because it relies on machine state data (running, idle, stopped, alarmed) that is available from day one of connection. Within 2-4 weeks, the model has enough baseline data to detect significant deviations in machine behaviour patterns. The Performance model becomes reliable within 4-6 weeks as it accumulates cycle time data across multiple part numbers and tool life cycles. The Quality model requires the longest training window -- typically 8-12 weeks -- because it needs a statistically meaningful number of measurement-to-outcome pairs to correlate process parameters with quality results. However, all three models begin producing useful output from day one of live data ingestion: the early-stage forecasts have wider confidence intervals that narrow as data accumulates. The platform runs in shadow mode for the first 4-6 weeks, generating forecasts visible to the quality engineer but not used for automated decision-making, allowing the team to validate accuracy before relying on the output for production decisions. Book a Demo to see the model training progression demonstrated with real aerospace CNC data.
The Spindle Bearing That Failed at 02:47 Was Showing Signs 14 Days Earlier. Predictive OEE Reads the Signal on Day 3 and Schedules the Fix During Planned Downtime. Get a Free OEE Assessment for Your Aerospace CNC Operation.
iFactory's predictive OEE platform forecasts Availability, Performance, and Quality losses in real time, sustains OEE improvement of 15-25% within 6 months, and generates the AS9100-compliant audit records that customer quality assessors require -- all without adding to the quality engineer's reporting burden.