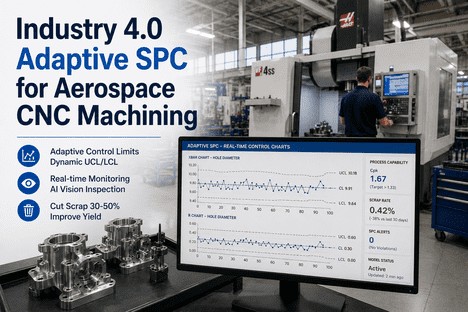
Industry 4.0 Adaptive SPC for Aerospace CNC Machining
By Grace on June 11, 2026
The five-axis CNC machine is cutting a titanium aerospace bracket from a $4,200 billet. The spindle load reads normal. Coolant temperature is within range. The in-process probe passed the first three features. Then the tool reaches the fourth station and the insert edge is gone — microscopic fracture, undetectable to the operator's eye, invisible to the torque monitor until the cutting force drops. By the time the cycle completes, the part is 0.014 mm out of tolerance on a critical bolt-hole location. The CMM catches it at final inspection. The bracket is scrapped. The material cost, the 47 minutes of machine time, the downstream assembly delay — all lost. And the control chart at the plant manager's dashboard shows nothing unusual because the spindle load stayed inside the static UCL/LCL that were calculated six months ago when the shop was running a different material lot with a different tool coating. Static SPC limits in aerospace CNC machining do not know that the tool supplier's latest batch has a 3% variation in carbide grain size. They do not know that the incoming titanium billet has a slightly different annealed hardness. They do not flag the subtle drift in chip load that precedes the insert failure. They fire an alarm only when the damage is done and the part is already scrap. This is the gap that adaptive SPC closes — and the difference is measurable in reduced scrap rate, improved first-pass yield, and an AS9100 audit trail that shows exactly how the process was controlled, not just inspected.
Static SPC Limits Were Set for Last Month's Tooling. Your CNC Spindle Is Cutting with This Week's Insert. Adaptive SPC Knows the Difference.
iFactory's adaptive SPC engine recalculates control limits dynamically against the current tool condition, material batch, and cutting parameters — eliminating false alarms from tool changeover and catching real dimensional drift before it becomes a non-conformance report.
Scrap reduction achievable with adaptive SPC and predictive quality analytics in aerospace CNC machining operations
+0.5 Cpk
Improvement in process capability index reported by plants using dynamic control limits that adapt to tool wear and material variation cycles
60%
Reduction in false SPC alarms achieved when adaptive limits replace static limits in multi-material, multi-tool aerospace machining environments
$2.2M
Average annual savings for a mid-size aerospace machining facility after deploying adaptive SPC across 20 production cells
Why Static SPC Limits Fail Aerospace CNC Machining — and Why It Is Not a People Problem
Static SPC control limits are calculated from a process capability study conducted at a specific point in time — typically during initial process qualification or an annual PPAP review. They reflect the process behaviour on the material lot, tooling specification, and cutting parameters in use at the time of the study. The problem in aerospace CNC machining is that every one of those inputs changes between orders, between shifts, and sometimes between parts on the same pallet. Titanium 6Al-4V from different mill sources varies in hardness, alpha-case depth, and residual stress profile. Carbide end mills from different production lots vary in edge geometry and substrate toughness. Coolant concentration drifts across the week as evaporation and tramp oil contamination shift the effective lubrication properties. When any of these inputs changes, the normal variation range for cutting forces, thermal growth, and finished dimension all shift — and static limits that were correctly set for last month's conditions generate false alarms under this month's conditions, or worse, fail to flag real drift because the process has moved into a new operating regime that the old limits do not capture.
Static SPC vs Adaptive SPC: What Changes at Every Stage of CNC Machining Quality Control
Process Event
Static SPC Response
Adaptive SPC Response
Tool changeover
Spindle load and surface finish shift with the new tool edge — static limits flag a false out-of-control condition on the first ten parts of the new tool
Adaptive limits recalibrate to the new tool baseline — only genuine dimensional drift beyond expected tool wear generates an alert
Material lot change
Cutting force profile changes with material hardness variation — static limits do not know the lot changed, so normal variation reads as process instability
Limits adapt to the material lot signature — operators see the new baseline and respond only to true deviations
Coolant concentration drift
Thermal growth patterns shift as coolant effectiveness changes — static limits cannot distinguish between coolant drift and real machining error
Adaptive model incorporates coolant concentration sensor data — limits move with thermal conditions, and only anomalous thermal behaviour triggers an alert
Fixture wear / shift
Location datum drifts by 0.005 mm over 500 cycles — static limits fire only when parts are already out of tolerance
Trend analysis detects the fixture wear pattern at 200 cycles — predictive alert tells the operator to schedule fixture maintenance before scrap is produced
Spindle thermal growth
Static limits treat the first 30 minutes of warm-up drift as out-of-control — operators learn to ignore the board during shift start
Warm-up curve is the new baseline — adaptive limits track the thermal ramp and fire alerts only when the drift exceeds the expected warm-up profile
A False Alarm the Operator Ignores Today Is the Non-Conformance Report the Plant Manager Answers for Tomorrow. Adaptive Limits Stop the Cycle.
iFactory's adaptive SPC eliminates the false alarm noise that desensitises CNC machinists and quality inspectors — so when a real scrap risk appears, the alert lands with full credibility and a ranked root cause, not as background noise in a system that has cried wolf through every tool change and material lot transition.
The Aerospace CNC Scrap Map: Where Scrap Forms and What Adaptive SPC Detects at Each Stage
CNC machining scrap in aerospace originates at specific points in the production process — and each origin has a different set of process variables that a well-configured adaptive SPC system monitors and alerts on in real time. Understanding which defect type is generated at which operation is the foundation of an effective plant-wide quality alert configuration.
Stage 01
Roughing — Material Removal
Tool Breakage, Overheating, Chatter Marks
During roughing passes, material removal rates are at their highest and tool loads are at their maximum. A tool with micro-fractures or sub-optimal coating performance will generate a telltale signature in spindle load, vibration amplitude, and acoustic emission before it visibly fails. Static SPC limits set during a process study with a new tool will flag every roughing cycle as out of control — even when the machining is perfectly normal for a partially worn insert. The operator learns to ignore the spindle load chart, and the real failure signature passes unnoticed until the tool breaks and the part is scrapped. Adaptive SPC models the expected tool wear curve for each tool-material combination, setting dynamic limits that narrow as the tool approaches end of life and widen when a fresh tool is installed. The operator sees the wear progression clearly, and only deviations from the expected wear pattern generate alerts.
Spindle load trend tracking
Tool wear prognosis
Chatter detection alert
Stage 02
Semi-Finishing — Feature Generation
Dimensional Drift, Surface Finish Degradation
Semi-finishing operations establish the critical feature geometry that finishing passes will hold to final tolerance. Thermal growth of the spindle during sustained cutting, coolant concentration changes, and incremental tool wear all contribute to positional drift that accumulates across a production run. The challenge for adaptive SPC at this stage is distinguishing between expected thermal growth — which follows a predictable curve as the machine reaches thermal equilibrium — and genuine process drift caused by coolant pump degradation or a failing spindle bearing. Static limits cannot make this distinction because they have no model of what normal thermal behaviour looks like. Adaptive SPC builds a thermal behaviour profile for each machine cell over time, using historical data from previous runs of similar work. When the current thermal drift curve deviates from the expected profile for the current spindle speed and material removal rate, the system generates a predictive alert recommending a mid-run offset adjustment before the feature goes out of tolerance.
Thermal growth profile
In-process offset recommendation
Surface finish trend
Stage 03
Finishing and Inspection
Final Dimension Non-Conformance, CMM Failure
Final finishing passes hold tolerances of +/- 0.005 mm or tighter on critical aerospace features — bearing bores, bolt-hole patterns, sealing surfaces. At these tolerances, the margin between a conforming and a non-conforming part can be the thermal expansion of the coolant over a 20-minute cut. The CMM inspection at the end of the cycle is when the non-conformance is confirmed, but the conditions that produced it were set during the semi-finishing pass 30 minutes earlier. Adaptive SPC closes this detection gap by maintaining a real-time dimensional inference model — correlating in-process spindle load, vibration, temperature, and coolant parameters with the expected finished dimension. When the inferred dimension crosses the adaptive warning threshold, the system flags the part for priority CMM inspection while the fixture is still loaded, enabling the operator to adjust offsets on the next part before another non-conforming feature is cut.
Dimensional inference alert
Priority CMM trigger
Offset adjustment recommendation
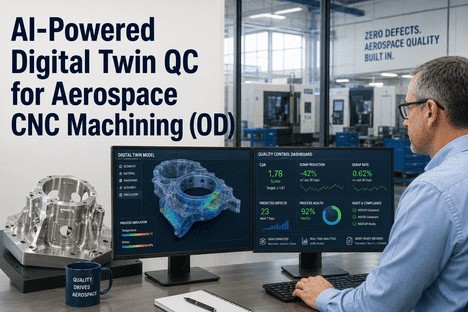
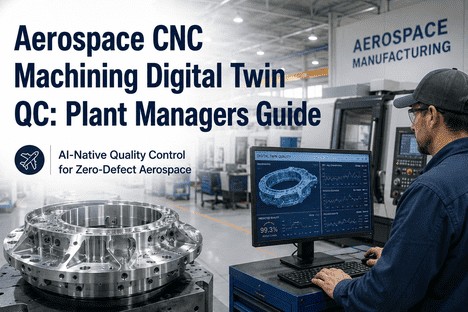
What the Plant Manager Sees: Adaptive SPC on the Production Dashboard
Adaptive SPC is not a statistical abstraction for quality engineers — it is a production management tool designed to give the plant manager and production head four specific things: a live view of process capability across all active cells, an alert that fires before non-conforming parts are produced, a ranked finding that triages which parameter to adjust and in which sequence, and an AS9100-compliant audit trail that documents every decision and every process change.
Dashboard View 01
Live Cpk by Cell With Adaptive UCL/LCL
The dashboard shows Cpk for every active machining cell against adaptive control limits that have already incorporated the current tool condition, material lot, and coolant parameters. The plant manager sees a traffic-light view of process health where green cells are running within their dynamic capability range and red cells signal genuine deviations that require intervention. Cells in transition — after a tool change or material lot swap — show a stabilisation timer indicating when the adaptive limits will reach full confidence.
Plant manager action: Review cell capacity utilisation. Drill into red cells for root cause. Both reflect real conditions because the limits adapt to what is normal for each cell right now.
Dashboard View 02
Predictive Scrap Alert With Ranked Root Cause
When the adaptive model identifies a parameter combination trending toward a non-conformance outcome, the predictive alert fires before the part is finished. The alert shows the plant manager the ranked root cause: "Dimensional drift on Cell 04 pocket feature. Primary driver: spindle load trending 8% above adaptive baseline for current tool age — indicating accelerated wear. Secondary contributor: coolant temperature 3.2 deg C above expected, suggesting flow restriction. Recommended action: inspect tool edge at next tool change, check coolant nozzle alignment on station 2." The plant manager does not need to dispatch a quality engineer to investigate. The system has correlated the signals. The recommended actions are prioritised and specific.
Plant manager action: Dispatch maintenance to check coolant circuit on Cell 04. Log the alert. Trend visible on shift-over report.
Dashboard View 03
Material Lot and Tool Change Registry
Every time a material lot is introduced, a tool is changed, or a cutting parameter is modified for a new work order, the adaptive SPC system registers the change and begins transitioning the control limits to the new baseline using a configurable data window. The plant manager can see which regime each cell is operating under, when the last transition occurred, and when the limits will reach full stabilisation. Work orders that require a material change mid-run are flagged with a transition overlay on the control chart — so the quality review during the NCR investigation can distinguish between transition-related variation and genuine process failure.
Plant manager action: Log the material or tool change. The system handles limit recalibration. No manual limit update required. Transition history is preserved for audit.
Dashboard View 04
Shift Scrap Summary and AS9100 Audit Trail
At the end of each shift, the system generates an automatic quality summary: total scrap by cell and by defect type, any predictive alerts fired, corrective actions taken, and the Cpk trend for each critical characteristic across the shift. Every alert, operator action, tool change, and limit transition is timestamped with user attribution and searchable. The shift summary satisfies AS9100 quality record requirements without manual log entry — and provides the handover documentation the next shift needs to understand the current process state, any active alerts, and the status of in-process corrective actions.
Plant manager action: Review at shift end. Export summary for AS9100 records. Hand over live dashboard to incoming plant manager. No paper logbook required.
"
Our plant was running static SPC limits that were set during an PPAP study on a material lot we finished six months ago. Every time we changed material suppliers or switched between aluminium and titanium jobs, the control charts lit up like a Christmas tree. Our operators were seeing 30 to 40 alerts per shift, and 95% of them were just the system not knowing we had changed inputs. By the time a real tool-wear drift appeared on a critical Inconel bracket run, everyone was conditioned to ignore the dashboard. Adaptive limits changed the game entirely. Within three weeks, our alert rate dropped by more than 65%. The alerts that did fire were almost always real. Our operators started trusting the system again because it had earned its credibility back. Our first-pass yield improved by 12% in the first quarter, and our scrap cost as a percentage of revenue dropped from 2.8% to 1.6%.
Aerospace CNC machining scrap is not random. Every non-conformance report, every scrapped titanium bracket, and every surface finish rejection has a root cause in a specific process variable deviation that occurred earlier in the cutting cycle — visible in the spindle load trend, the thermal growth curve, and the tool wear progression that the machine was already sensing but that no static control chart was configured to interpret. The reason scrap keeps recurring in aerospace machining is not that the root causes are unknowable. It is that static SPC limits cannot distinguish between a process regime change and a process deviation, and the resulting false alarm burden has trained operators and plant managers alike to treat every alert as background noise that does not require a response.
Adaptive SPC restores the credibility of the quality alert system by building the distinction between expected change and genuine drift into the limit calculation itself — limits that move with the tool wear curve, the material lot baseline, and the spindle warm-up profile, and only fire an alert when something is genuinely wrong with the process. For the plant manager responsible for scrap cost, first-pass yield, and AS9100 compliance, the operational impact is concrete: fewer false alarms, more credible predictive alerts with ranked root causes, and an automatic audit trail that documents every process change, every alert, and every corrective action without requiring a manual quality log entry.
iFactory's adaptive SPC platform is purpose-built for aerospace CNC machining environments — with dynamic UCL/LCL limits that adapt to every tool change, material lot transition, and coolant condition shift, predictive scrap alerts with ranked parameter root causes that tell the operator what to adjust before the part goes out of tolerance, and automatic AS9100-compliant shift quality documentation that replaces manual log entry and NCR paperwork. Book a Demo to see adaptive SPC configured for an aerospace CNC machining use case matched to your production profile, or talk to an expert about a live SPC walkthrough on your machining process data.
Frequently Asked Questions
Adaptive SPC uses two complementary mechanisms to make this distinction. First, the system maintains a tool wear curve model for each tool-material combination used in your production — built from historical spindle load, surface finish, and dimensional data across multiple tool lifecycles. When a new tool is installed, the adaptive limits follow the expected wear progression: widening slightly as the tool beds in, narrowing during the stable cutting period, and trending as the tool approaches end of life. Second, the adaptive algorithm uses a statistical residual test to distinguish between expected wear progression and abnormal failure signatures. An abnormal failure is identified when the rate of change in spindle load, vibration amplitude, or acoustic emission exceeds the statistically expected trajectory for the current tool age. For example, a gradual 5% increase in spindle load over 200 parts is normal flank wear. A sudden 12% increase over three parts signals edge chipping or built-up edge formation — generating an immediate predictive alert. This is the distinction that static SPC cannot make because it has no model of what normal tool wear looks like at each point in the tool lifecycle. Talk to an expert about configuring the tool wear model for your specific tooling inventory and material combinations.
Yes — and this is one of the highest-value capabilities for aerospace CNC machining operations. CMM inspection occurs after the part is fully machined and unloaded from the fixture. By that point, the batch is committed and any non-conformance requires either rework (if the feature allows it) or full batch segregation and scrapping. The adaptive SPC model builds a dimensional inference engine that correlates in-process signals — spindle load, vibration, coolant temperature, thermal growth, and axis position error — with the finished dimension that the CMM will later confirm. When the current in-process signal combination matches the profile historically associated with a dimensional deviation, the system generates a predictive quality alert before the part is unloaded — giving the plant manager time to flag the part for priority CMM inspection while the fixture is still loaded, enabling offset correction on the next part before another non-conforming feature is produced. In deployment case studies, this predictive capability has reduced dimensional non-conformance rates by 40-55% by catching drift at the semi-finishing stage rather than at final inspection. Book a Demo to see dimensional inference-based predictive alerts demonstrated on real CNC machining process data.
iFactory supports both configurations, and the deployment choice depends on the level of predictive capability required. The highest-value deployment integrates directly with the CNC controller via MTConnect, OPC-UA, or Fanuc FOCAS — pulling spindle load, feed rate, spindle speed, axis position, vibration, and coolant temperature data at the control polling rate, typically every 100 milliseconds to 1 second. This enables real-time adaptive limit calculation and predictive dimensional inference alerts at the timescale that CNC machining requires. For post-process CMM-only configurations, the system still provides adaptive SPC capability using dimensional measurement data from the CMM — recalculating limits after each inspection event and generating trend alerts based on the CMM sequence. However, the predictive alert and dimensional inference features require in-process signal data from the controller or external sensors (spindle power monitor, vibration sensor, coolant thermocouple). Integration scope is confirmed during the deployment assessment. Most modern CNC controllers with Ethernet connectivity support MTConnect or OPC-UA data export without additional hardware. Talk to an expert about data connectivity options for your specific CNC machine types and controller configurations.
Material lot variability is one of the primary drivers of false alarms in aerospace CNC machining SPC, and it is the use case that adaptive SPC addresses most directly. The system maintains a material signature profile for each material type and, where data is available, for each supplier lot. When a new work order is loaded and the material type is registered — either automatically from the ERP/MES system or via operator entry — the adaptive SPC model loads the relevant material signature and transitions the control limits accordingly. A cell running a titanium job in the morning and an aluminium job in the afternoon will show completely different spindle load, thermal growth, and vibration profiles. Static limits would flag every parameter as out of control during the aluminium run because the limits were calibrated to the titanium condition. Adaptive SPC recognises that the material has changed and recalibrates limits to the expected parameter ranges for aluminium. The operator sees a clean control chart for the aluminium run — and any genuine deviation from the expected aluminium machining behaviour still generates a valid alert. The system also detects when an incoming material lot behaves differently from the historical material signature for that material type — flagging the lot for incoming inspection review before machining begins. Book a Demo to see material-aware adaptive SPC configured for a multi-material aerospace machining cell.
Your Operators and Plant Managers Are Not Ignoring SPC Alerts Because They Do Not Care. They Are Ignoring Them Because Static Limits Cry Wolf Through Every Tool Change, Material Lot Swap, and Coolant Shift. Adaptive SPC Fixes That.
iFactory's adaptive SPC platform for aerospace CNC machining — dynamic UCL/LCL that adapt to every tool condition, material lot, and cutting parameter change, predictive scrap alerts with ranked root causes that eliminate investigation time, and automatic AS9100-compliant shift quality documentation that replaces the paper logbook. Book a walkthrough on your machining process data.