Monday morning. The OEE report from the weekend shift lands on your desk. Cell 3 recorded 67% OEE across the Saturday-to-Sunday run. The number tells you that something went wrong. It does not tell you what, when, or how to fix it. You dig into the data: spindle vibration on machine 4 started climbing at 03:14 Sunday morning. By 05:42, the bearing temperature exceeded threshold. At 06:10, the machine faulted. The maintenance team arrived at 06:45. Production restarted at 11:30. The cells lost 5 hours and 20 minutes of scheduled runtime. The quality loss followed — the last 12 parts before the fault show a progressive surface finish deviation that the operator did not catch because no system was watching the trend in real time. The OEE number you received at 08:00 Monday was a perfectly accurate calculation of a loss that was already complete. The spindle bearing had been showing a vibration signature change for 11 days before it failed. The data existed. The maintenance logs had the trend. No system was connecting that trend to the OEE forecast. Traditional OEE does not predict. It reports. For an operations director managing multiple CNC cells across AS9100-critical production programmes, the difference between reporting and predicting is the difference between explaining a loss after it happened and preventing it before it materialised.
The OEE Timing Problem: Why Traditional OEE Is Always Late
Overall Equipment Effectiveness as defined by ISO 22400 and the AIAG is the product of three components: Availability (is the machine running when scheduled), Performance (is it running at the right speed), and Quality (are the parts within specification). The calculation is mathematically sound. The problem is timing. Traditional OEE calculates these components from data collected after the fact — production counts entered at shift end, downtime logged retroactively by operators, quality results entered after CMM inspection. By the time the OEE figure reaches the operations director, the losses it describes are 8 to 48 hours old. The spindle bearing that failed at 06:10, the cycle time creep that started during the previous shift, the surface finish deviation that affected 12 parts before detection — all of them are already captured in the OEE number as historical facts. The report tells you what you lost. It does not tell you what you are about to lose.
The Three OEE Components: How Predictive Models Turn Each One Into a Forecast
Predictive OEE applies separate machine learning models to each OEE component, tuned to the specific failure mechanisms of aerospace CNC machining. Each model ingests real-time sensor and process data, compares current behaviour against learned profiles, and outputs a forward-looking forecast. When any component is projected to fall below the configured threshold, the system fires an alert with the specific root cause and recommended action. The operations director sees not just the forecast but the reason behind it.
How Predictive OEE Transforms the Operations Director's Decision Horizon
The difference between traditional OEE and predictive OEE is not a difference in calculation methodology. It is a difference in decision horizon. Traditional OEE tells you what happened on the shift that ended. Predictive OEE tells you what will happen on the shift that is running and the shift that comes next. When the operations director opens the dashboard, the view shows not yesterday's OEE but today's forecast — and the specific levers available to improve it before the shift ends.
The Operations Director Dashboard: From Rear-View to Forward View
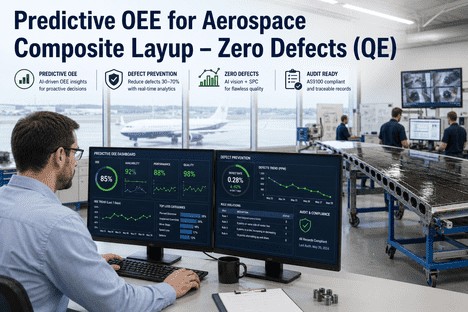
Predictive OEE changes what the operations director sees when opening the quality dashboard. Instead of a static report of yesterday's performance, the dashboard displays a live OEE forecast for every cell in the facility, updated with every machine cycle, and ranked by the severity of projected loss. The view shifts from historical accounting to forward-looking decision support.
The primary dashboard view shows each CNC cell with its current OEE, the forecasted OEE for the next shift, and the projected trend of all three components. Cells where the forecasted OEE is declining appear with the specific driver identified — a spindle bearing approaching failure probability threshold, a cycle time trend diverging from programmed ideal, or a quality risk score climbing on a specific key characteristic. The operations director sees not only which cell needs attention but which OEE component is driving the projected loss and the specific data stream behind it.
Every predictive alert fires into the intervention panel with three elements: the projected OEE loss if no action is taken, the ranked root cause across Availability, Performance, and Quality models, and the recommended corrective action. The operator or supervisor logs the action taken, and the system tracks the outcome — did the OEE forecast improve after the intervention? Each logged action becomes part of the AS9100 audit record, demonstrating that the organisation acted on process signals proactively rather than reactively.
The trend panel decomposes OEE into its three components across any date range and cell group. The operations director can filter by programme, material lot, operator shift, or tool lot to isolate which variable is driving OEE variation. When Availability loss is concentrated on a specific cell during a specific material lot range, the system surfaces the correlation. When Quality loss follows a pattern tied to tool life thresholds, the trend panel confirms the relationship. The data supports resource allocation decisions — which cells need maintenance investment, which programmes need process review, which operators need additional training.
Every OEE calculation, every predictive alert, every logged intervention, and every quality outcome is stored with timestamps, operator IDs, programme version, material lot, and tool lot context. The compliance view presents this data in the format auditors expect: OEE trend by reporting period, corrective action log with timestamps and effectiveness confirmation, Cpk per key characteristic per production run, and traceability records linking every part to the process state at time of manufacture. The entire audit pack is exportable in minutes without manual assembly.
We deployed predictive OEE across our five critical-path CNC cells six months ago. The first thing we noticed was that the false alarm noise disappeared. The system does not alert you when something might happen — it alerts you when something will happen unless you act. Within three months, our Availability loss from unplanned spindle failures dropped to zero. We caught the bearing degradation pattern two weeks before the predicted failure on cell 3 and scheduled the replacement during a programme gap. Previously, that failure would have cost us 48 hours of production and expedited repair costs. The OEE improvement across the six-month period was 19 points. But the metric that mattered most to our quality director was the audit record. Our last AS9100 surveillance audit went through every OEE calculation, every alert, and every intervention log for the previous six months. Zero non-conformances.
Operations Director, Aerospace CNC Machining Facility — AS9100 Rev D, 12 CNC Cells, Titanium and Inconel ComponentsDeployment Roadmap: From Baseline to Predictive OEE in Four Phases
Predictive OEE deployment follows a phased sequence that builds capability on top of measurement infrastructure. Each phase delivers measurable value independently while creating the data foundation for the next phase.
Deploy non-intrusive data collection across target CNC cells. Establish accurate OEE baseline from real-time machine data — eliminating manual logging error and establishing the process signature data required for ML model training.
ML models are trained on accumulated data to learn the baseline profiles of Availability, Performance, and Quality. Models are validated against known historical events to confirm detection accuracy before going live.
Predictive OEE goes live across target cells. Operators and supervisors receive ranked alerts with root cause and recommended action. Intervention tracking and audit record generation begin automatically.
Model accuracy improves continuously as more data accumulates. OEE improvement initiatives are driven by predictive analytics. Additional cells are onboarded using the proven deployment model from phases 1 through 3.
Conclusion: From Reporting Losses to Preventing Them
The operations director's challenge with OEE in aerospace CNC machining is not a lack of data. It is that the data arrives too late to act on. Traditional OEE is a precise calculation of losses that are already complete — a spindle bearing that failed six hours ago, a cycle time that crept across the entire night shift, a quality deviation that affected 12 parts before detection. The OEE number is accurate. It is also useless for preventing the next loss. Predictive OEE changes the fundamental architecture of how OEE is used. It converts the same real-time machine data that traditional OEE waits for into a forward-looking forecast that updates with every machine cycle. The operations director sees not what was lost but what will be lost if no action is taken — and the specific action required to prevent it.
The impact is measurable and rapid. Sustained OEE improvement of 15 to 25 percent within six months of deployment. Zero unplanned downtime from failure modes detected by predictive availability models. Defect rate reduction of 30 to 70 percent through real-time quality risk scoring during the machining cycle. And an AS9100-compliant audit record that documents every OEE calculation, every predictive alert, every corrective action, and every outcome — generated automatically while the cells were running, not reconstructed before the auditor arrived.
For operations directors who are currently managing OEE as a retrospective reporting exercise — explaining losses after they occur, investigating spindle failures after production stops, and connecting quality escapes back to root causes after the CMM confirms the defect — predictive OEE changes the job from explaining the past to controlling the future. The technology to run aerospace CNC cells with this level of foresight is available today. The operations directors who deploy it now will set the operational performance benchmark that the aerospace supply chain measures itself against.
iFactory's predictive OEE platform is purpose-built for aerospace CNC machining operations — with ML-driven Availability, Performance, and Quality forecasting, ranked root cause alerts with corrective action tracking, and automatic AS9100-compliant documentation that replaces manual log entry and retrospective reporting. Book a Demo to see the platform configured for your CNC machining cell, or talk to an expert about a live walkthrough on your production data.