A 150 kW motor driving a high-speed filling line draws 185 A on phase A, 192 A on phase B, and 143 A on phase C — a 26% phase imbalance that has been slowly developing for weeks. The VFD display shows no fault code. The operator log has no entries. But the winding insulation is degrading 40% faster than design rate, and the bearings are accumulating electrical fluting damage from VFD-induced shaft currents that will seize the drive end within 90 days. Electrical failures are the second-largest cause of unplanned downtime in FMCG plants, and unlike mechanical breakdowns, they give almost no warning before the failure event — unless motor analytics are in place. Insulation resistance testing, motor current signature analysis, bearing vibration monitoring, thermal imaging, and VFD parameter trending each detect different failure modes at different lead times. iFactory's platform integrates all five analytics streams into a single motor health dashboard that auto-generates work orders when thresholds are breached, converting invisible electrical degradation into scheduled, budgeted maintenance events across your entire FMCG motor fleet. Book a Demo to see how iFactory turns motor telemetry into actionable electrical maintenance intelligence.
Electrical Motor · FMCG · 2026
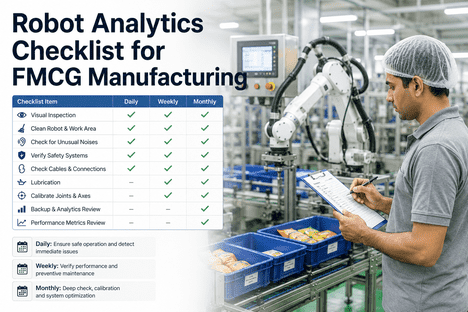
Electrical Motor Analytics Checklist for FMCG Plants
Insulation testing · MCSA · Bearing vibration · Thermal imaging · VFD analytics · Work order automation for food plant motor fleets.
01
2nd
Largest cause of unplanned downtime in FMCG — electrical failures after mechanical breakdowns
02
4–12 wk
Advance warning from MCSA on rotor bar defects and stator winding insulation degradation
03
40%
Reduction in motor failures achieved by combining IR testing, MCSA, and vibration analysis
04
94%+
Fault detection accuracy when combining current, vibration, and temperature monitoring
Why Electrical Motor Analytics Is Critical for FMCG Production Reliability
FMCG plants rely on electric motors for virtually every production function — conveyors, pumps, fans, compressors, mixers, fillers, and packaging machines. A typical mid-size food plant operates 80–200 motors, each representing a potential unplanned failure point that costs $36,000–$50,000 per hour in lost throughput when critical drives fail during production. Motor failures follow predictable degradation pathways — insulation breakdown from moisture ingress, bearing fatigue from inadequate lubrication, rotor bar cracking from thermal cycling, and VFD capacitor aging from thermal stress — each developing over weeks or months before catastrophic failure. Yet most FMCG plants lack the structured analytics program to detect these pathways early. The industry standard approach — calendar-based greasing and annual megger testing — misses the trend data that reveals accelerating degradation. iFactory's motor analytics platform changes this by integrating five monitoring methods into a unified intelligence layer: insulation resistance trending, motor current signature analysis (MCSA), bearing vibration and temperature monitoring, thermal imaging of windings and connections, and VFD parameter health tracking. Each method detects different failure modes at different lead times, and together they cover 94%+ of potential motor failure scenarios with weeks of advance warning.
Five Motor Analytics Methods — Where iFactory Covers the Full Failure Spectrum
Insulation Resistance
Megger·PI·DAR·trending·IEEE 43
Windings
Motor Current Signature
MCSA·FFT·rotor bar·air gap·stator
Electrical
Bearing Vibration
ISO 10816·spectral·envelope·temperature
Mechanical
Thermal Imaging
Windings·connections·IR scan·hotspots
Thermal
VFD Analytics
Capacitor·bus voltage·I-gate·cooling·firmware
Drive
Three Motor Failure Categories That Structured Analytics Prevents in FMCG Plants
01
Winding Insulation Degradation That Progresses Silently Until Short Circuit Failure
Insulation breakdown is the most common cause of motor winding failure in FMCG plants, driven by moisture ingress from washdown cycles, chemical contamination from cleaning agents, and thermal stress from overload conditions. A motor meggering at 100 MΩ is in excellent condition; at 1 MΩ it is approaching failure; at 0.1 MΩ it will fail under load within weeks. The degradation is invisible to operators and undetectable by vibration analysis — only periodic insulation resistance testing with trending reveals the downward trajectory. iFactory's platform manages IR testing schedules per motor, logs every megger reading against the asset record with temperature and humidity correction, and auto-generates trend alerts when a motor's IR value declines by more than 50% between tests or drops below 10 MΩ. The Polarization Index (PI) — the ratio of IR at 10 minutes to IR at 1 minute — provides additional diagnostic depth, with PI below 2.0 indicating moisture or contamination in windings that requires immediate investigation before scheduling a rewind or replacement during the next planned outage.
IEEE 43 standardPI ratio <2.0 = moisture50% decline triggers alert
02
VFD-Induced Bearing Currents and Capacitor Aging That Shorten Motor Life by 50%
VFDs generate high-frequency switching voltages that create capacitive coupling between the stator and rotor, inducing circulating shaft currents that discharge through bearings to ground. This electrical discharge machining (EDM) causes fluting — microscopic crater patterns on bearing races that produce vibration, noise, and premature failure. The damage is invisible until the bearing seizes, often with minimal warning. DC bus capacitor aging compounds the problem — capacitors failing below 80% of rated capacitance increase voltage ripple that stresses IGBT modules and reduces drive reliability. iFactory's VFD analytics module monitors DC bus voltage ripple, heatsink temperature, cooling fan operation, and output current harmonics, flagging each parameter against equipment-specific thresholds. When capacitor degradation or bearing current indicators are detected, the platform generates a work order with the specific component, fault signature, and recommended intervention window — converting a hidden electrical failure mode into a planned maintenance event that extends motor life by 30–50%.
EDM bearing fluting30–50% life extensionCapacitor <80% = replace
03
Phase Imbalance and Rotor Bar Defects That Waste Energy and Cascade Into Catastrophic Failure
Phase imbalance above 2% — caused by loose connections, corroded terminals, or supply voltage variations — increases motor temperature rise by 25% for every 3.5% of voltage imbalance, accelerating winding insulation degradation and reducing motor service life exponentially. Rotor bar defects from thermal cycling and mechanical stress produce characteristic sideband frequencies in the motor's current spectrum that MCSA detects 4–10 weeks before bar cracking progresses to a stuck-rotor event requiring complete motor replacement. iFactory's motor current signature analysis applies Fast Fourier Transform to the existing current waveform — no additional sensors required — extracting fault signatures for broken rotor bars, static and dynamic air gap eccentricity, stator inter-turn shorts, and bearing race defects from data already available at the motor control center. Fault severity scoring and progression rate analysis guide maintenance teams on intervention timing, distinguishing slow-growing defects that can wait for scheduled downtime from accelerating faults requiring immediate action.
MCSA 4–10 wk lead time>2% imbalance = investigateNo sensor on motor required
How iFactory Integrates Motor Analytics Into FMCG Maintenance Workflows
iFactory is the AI software intelligence layer that connects motor analytics data — from insulation resistance testers, current transformers at the MCC, vibration sensors, thermal cameras, and VFD parameter logs — into a unified motor health dashboard that auto-generates work orders and trend reports. The platform integrates with existing CMMS systems (SAP, Oracle, Infor EAM), vibration monitoring hardware (Bently Nevada, Pruftechnik, SPM), thermal cameras (Fluke, FLIR), and any MCSA-capable current transformer supporting MQTT or OPC-UA. The Shift Logbook captures operator-reported anomalies — unusual motor noise, vibration, smell, or temperature observations — alongside sensor-generated analytics, creating a richer diagnostic picture that combines continuous monitoring data with human observations for each motor asset.
Insulation Resistance
Winding moisture·contamination·thermal degradation
IR trend alert·PI/DAR analysis·rewind/replace recommendation
3–12 months
MCSA
Rotor bar·eccentricity·stator shorts·bearing faults
Fault frequency sideband·severity score·RUL estimate·work order
4–10 weeks
Vibration + Temperature
Bearing wear·misalignment·imbalance·overload
ISO 10816 severity·spectral envelope·auto work order
2–8 weeks
VFD Analytics
Capacitor aging·fan failure·bus ripple·overheating
Parameter trend·component RUL·replacement trigger
4–12 weeks
Motor Analytics Use Cases Across FMCG Production Equipment
Rotary filler drive motors operate under continuous cyclic loading that accelerates rotor bar fatigue and bearing race degradation. iFactory deploys MCSA via non-invasive CT clamps at the MCC — no production floor access required, no sanitary risk. The platform monitors current waveform spectra for broken rotor bar sidebands (fs ± 2sfs), bearing fault frequencies (BPFO, BPFI), and air gap eccentricity signatures continuously during production. Fault severity scoring and progression rate analysis distinguish slow-developing defects from accelerating failures, giving maintenance teams 4–10 weeks of lead time to schedule motor replacement during planned CIP or sanitation windows. Every MCSA alert is logged against the motor asset record with full spectral traceability.
Lead Time4–10 weeks
MethodNon-invasive CT clamp at MCC
Book a Demo
Refrigeration compressor motors in washdown zones face the highest moisture ingress risk of any FMCG motor population. iFactory schedules insulation resistance testing per motor at quarterly intervals using IEEE 43 methodology, logging each megger value with temperature and humidity correction factors for consistent trending. When IR values decline by more than 50% between tests or PI drops below 2.0, the platform generates a prioritized work order with the motor ID, historical trend chart, and recommended action — re-test at shorter interval, schedule drying procedure, or plan rewind/replacement. The Shift Logbook captures operator observations of condensation, dripping water, or steam exposure near motor enclosures, correlating environmental events with IR degradation patterns to identify root causes.
StandardIEEE 43-2000
Threshold<10 MΩ investigate, <1 MΩ replace
Talk to an Expert
High-speed packaging machines — flow wrappers, cartoners, and case packers — use servo-driven motion profiles that create complex vibration signatures spanning multiple operating states. iFactory applies continuous vibration monitoring on drive motor bearings, comparing spectral envelopes against machine-specific baselines that account for speed ramps, product changeovers, and idle states. Temperature sensors on motor end-bells and winding RTDs provide additional early warning, with alarms triggered when bearing housing temperature exceeds 80°C or winding temperature rises more than 10°C above baseline. The integrated Shift Logbook captures operator-reported anomalies — unusual noise, smell, or vibration — alongside sensor data, providing a complete diagnostic record for each motor asset across every production shift.
DetectionBearing·winding·imbalance·misalignment
StandardISO 10816 severity classification
Motor control centers house the electrical infrastructure that powers every production motor — yet they receive minimal maintenance attention until a connection failure causes an arc flash event or production shutdown. iFactory schedules quarterly thermal imaging surveys of all MCC panels, VFD cabinets, and power distribution boards, with IR camera images auto-attached to asset records and hotspot temperature deltas trended over time. VFD parameter logs — DC bus voltage ripple, heatsink temperature, cooling fan runtime, output current THD — are captured and analyzed against equipment-specific thresholds. When a connection hotspot exceeds 10°C delta above ambient or a VFD parameter crosses its alarm threshold, iFactory generates a corrective work order with the thermal image, fault location, and recommended action — torque connection, clean heatsink, or schedule capacitor replacement.
ScopeMCC·VFD·distribution boards
Trigger>10°C delta = corrective work order
What iFactory Delivers for FMCG Motor Fleet Reliability
40%
Reduction in unplanned motor failures using combined analytics methods
IR testing + MCSA + vibration + thermal imaging
4–12 wk
Advance warning on motor winding, bearing, and rotor defects
Planned intervention replaces emergency motor replacement
30–50%
Extended motor service life from VFD analytics and condition-based maintenance
Proactive capacitor and bearing management
94%+
Fault detection accuracy with combined current, vibration, and temperature monitoring
Single-method accuracy limited to 55–65%
FAQ
How does iFactory integrate motor current signature analysis without installing sensors on the motor itself?
MCSA data is collected using non-invasive current transformer (CT) clamps installed on phase conductors at the motor control center — no production floor access required, no sanitary risk, and no downtime for installation. The CT clamps connect to an IoT gateway that processes the waveform using Fast Fourier Transform and transmits fault frequency sideband data to iFactory's analytics platform.
Book a Demo to see how MCSA deploys across your motor fleet in under four weeks without disrupting production.
What is the recommended frequency for insulation resistance testing on FMCG production motors?
IEEE 43 recommends quarterly IR testing for critical motors in washdown and high-humidity environments — the standard condition for most FMCG production areas. Annual PI testing provides additional diagnostic depth for motors above 15 kW. Non-critical motors in dry utility areas may be tested annually. The most important factor is consistent trending — a motor declining from 100 MΩ to 20 MΩ over 12 months requires investigation even if 20 MΩ is above the absolute minimum threshold of 1 MΩ per kV.
Can iFactory detect VFD-induced bearing damage before it causes failure?
Yes. iFactory's VFD analytics module monitors DC bus voltage ripple, output current THD, and heatsink temperature trends — parameters that correlate with the electrical discharge machining conditions that cause bearing fluting. When combined with MCSA, which detects bearing fault frequencies in the current spectrum, and bearing vibration monitoring, which captures the mechanical signature of fluting damage, the platform provides early warning of VFD-induced bearing degradation 2–8 weeks before failure. Insulated bearings, shaft grounding rings, and properly shielded motor cables are recommended mitigation measures that iFactory helps validate by monitoring bearing condition trends post-installation.
What is the deployment timeline for motor analytics across a typical FMCG plant motor fleet?
Initial deployment for plants with 80–200 motors typically takes 4–6 weeks. CT clamp installation for MCSA requires no panel shutdown and completes in 1–2 weeks for the full fleet. Vibration sensor deployment on critical motors adds 1–2 weeks. Baseline data collection and alarm threshold calibration requires 30–90 days of operating data to establish motor-specific normal signatures and eliminate false positives. Most plants detect their first actionable motor fault within 30–60 days of go-live and confirm their first prevented failure within 60–90 days.
Deploy iFactory for AI-Driven Motor Analytics Across Your FMCG Fleet
iFactory's motor analytics platform provides FMCG maintenance teams with a unified intelligence layer connecting insulation resistance testing, MCSA, bearing vibration monitoring, thermal imaging, and VFD health analytics into a single motor health dashboard — with auto-generated work orders, trend-based alerts, and Shift Logbook integration for every motor asset. Pre-built motor analytics templates deploy in weeks using existing CT clamps, vibration sensors, and thermal cameras.
Insulation Resistance
MCSA
Bearing Vibration
Thermal Imaging
VFD Analytics