FMCG Motor & VFD Drive Fleet AI Current Signature & Thermal Predictive Maintenance
By Seren on June 27, 2026
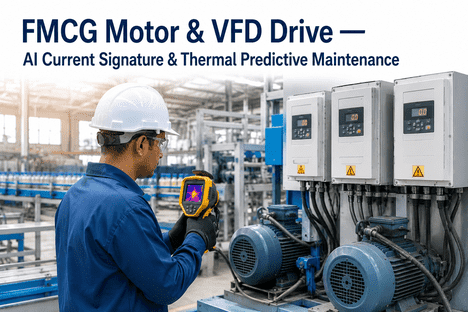
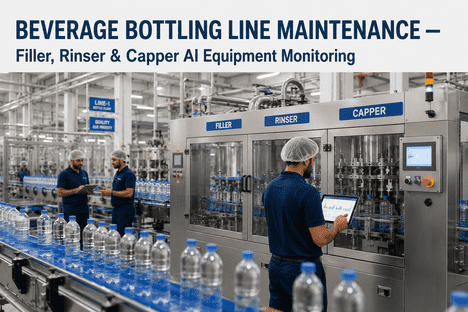
A food processing plant in the Midwest operated 247 motors across its mixing, conveying, packaging, and refrigeration systems. The reliability team followed a calendar-based preventive maintenance programme lubricating bearings quarterly, inspecting winding resistance annually, and replacing motors that failed. The mean time between failure for the installed motor fleet was 3.8 years. Then the plant installed iFactory's AI current signature monitoring across 42 critical VFD-driven motors on the packaging and conveying lines. Within the first six months, the system detected a characteristic sideband frequency pattern on the primary packaging line motor a signature that the AI model had learned from 14,000+ hours of training data corresponded to a broken rotor bar. The motor was producing no audible noise, no vibration above baseline, and no measurable temperature increase. The current signature analysis identified the fault at Stage 1, when repair cost was $1,200 and the motor could be rebuilt during a scheduled weekend changeover. If the broken bar had progressed to Stage 3 where the bar fragment damages the stator winding — the repair cost would have escalated to $8,400 plus 14 hours of unplanned downtime across three downstream production lines. That seven-to-one cost ratio between early-stage rotor bar repair and catastrophic stator failure is the economic case for AI current signature analysis in FMCG motor fleets. Across a single consumer goods plant operating 200 to 300 motors, the difference between run-to-failure maintenance and AI-predictive maintenance typically represents $250,000 to $600,000 in annual avoided downtime, repair escalation, and emergency replacement cost.
FMCG Motor Fleet · VFD Drive AI · Current Signature Analysis · Thermal Imaging · Winding Fault Detection · Bearing Degradation · Predictive Maintenance
$1 of AI Predictive Maintenance Today Avoids $7 in Catastrophic Motor Failure Cost Later. iFactory Monitors Your Entire VFD Drive Fleet Continuously.
AI-powered motor current signature analysis and thermal imaging for FMCG motor fleets. Detect winding faults, bearing degradation, VFD drive failures, and rotor bar defects across 200+ motors before they cause unplanned downtime. Continuous fleet-wide condition monitoring with automated severity scoring and maintenance recommendation.
Cost multiplier when motor faults progress from early-stage repair to catastrophic stator or bearing failure — every dollar spent on AI-detected early intervention avoids seven dollars in emergency replacement and lost production
200-300
Motors in a typical FMCG plant — mixers, conveyors, pumps, compressors, fans, and packaging equipment — each producing continuous current and thermal data that AI models analyse for fault signature patterns
60-80%
Of motor faults can be detected at Stage 1 (incipient) through AI current signature analysis — before any vibration, temperature, or audible indicator is measurable by conventional methods
$250K-$600K
Annual savings in avoided downtime, repair escalation, and emergency replacement for a typical FMCG plant transitioning from run-to-failure to AI-predictive motor fleet management
Why Motor Fault Detection in FMCG Plants Follows a Non-Linear Progression — and Why Periodic Vibration Surveys Cannot Capture the Rate of Degradation
Every reliability engineer in FMCG manufacturing knows that motors fail. What is less widely understood is that the majority of motor faults are detectable at the incipient stage — the point at which repair cost is lowest and intervention can be scheduled without production impact — only if the monitoring method can detect the specific physical signatures that appear before vibration, heat, or noise become measurable. VFD-driven motors in FMCG applications present a particularly challenging monitoring environment because the variable frequency drive introduces harmonic distortion, switching noise, and load-dependent operating points that mask early-stage fault signatures from conventional vibration analysis and thermal inspection.
Motor degradation in industrial induction motors does not follow a linear path from healthy to failed. In the first stage — the incipient phase — a broken rotor bar, a turn-to-turn winding short, or a bearing race defect produces a characteristic signature in the motor's current spectrum that is detectable at signal-to-noise ratios that conventional protection relays and vibration sensors cannot resolve. A broken rotor bar, for example, manifests as a pair of sideband frequencies around the supply frequency at (1 ± 2s)f where s is the motor slip — a signature that falls in the range of 0.5 to 5 Hz offset from the fundamental. At Stage 1, the bar is cracked but still conducting. The motor runs at full load with no performance degradation, no temperature rise, and no vibration increase. A standard quarterly vibration survey will detect no anomaly. An annual insulation resistance test will measure within specification. The fault is invisible to every conventional monitoring method except current signature analysis — and without detection, it progresses to Stage 2 where the bar breaks completely, arcs against the rotor core, damages adjacent bars, and begins to produce the vibration and thermal indicators that periodic inspection might catch, but only after the motor has entered the accelerated degradation phase where repair cost has already escalated threefold.
The Four Stages of Motor Degradation — and the Detection Window That Periodic Inspection Routinely Misses
Stage 1 — Incipient Fault (100% to 95% Remaining Life)
AI current signature detectable only — no vibration, thermal, or audible indicators present
In Stage 1, the fault exists at a microscopic level that produces a measurable signature exclusively in the motor current spectrum. A rotor bar crack initiates at the bar-to-end-ring joint due to thermal cycling stress during repeated VFD starts. A turn-to-turn winding short begins as a pinhole in the enamel insulation of a single coil turn. A bearing race defect starts as a sub-surface spall below the raceway surface. None of these conditions produce measurable vibration above the noise floor. None produce a temperature differential detectable by thermal imaging at quarterly inspection intervals. None produce an audible change that a maintenance technician walking the line would notice. The current signature, however, contains a frequency component at the fault-characteristic frequency — and that component is detectable by AI models trained on thousands of hours of motor current data across multiple fault types and severity levels. The repair cost at this stage is minimal: rotor bar rebrazing at $400 to $800 per bar, winding re-insulation of the affected turn at $200 to $500, or bearing replacement at $150 to $400. The intervention can be scheduled during any planned changeover with zero production impact. But the detection window is narrow — typically four to eight weeks depending on motor loading, duty cycle, and ambient conditions — and it is accessible only through continuous current signature analysis.
Stage 2 — Developing Fault (95% to 75% Remaining Life)
Emerging secondary indicators — vibration begins to shift, temperature rises 3-8°C above baseline
As the fault progresses to Stage 2, the degradation mechanism begins to produce measurable secondary effects. A broken rotor bar that was conducting intermittently at Stage 1 now arcs across the air gap with each rotor revolution, producing a torque oscillation at twice the slip frequency. This torque oscillation modulates the motor's vibration spectrum, adding sideband frequencies around the rotational speed harmonics that an experienced vibration analyst might identify — if the motor is on a quarterly vibration route and the analyst is looking at the full spectrum rather than overall RMS velocity. The winding turn-to-turn short that was one turn at Stage 1 has now propagated to three or four adjacent turns, increasing the circulating current in the shorted loop and producing a localised hot spot of 5°C to 8°C above the winding average — detectable by thermal imaging if the inspection coincides with the motor running at full load and the camera operator knows exactly where to look. The repair cost at Stage 2 has escalated to $1,200 to $2,800. The rotor now requires bar replacement rather than rebrazing. The winding requires complete rewind of the affected phase, not just the individual turn. The bearing with the propagating spall requires replacement, and the adjacent bearing on the same shaft may have incurred damage from the asymmetric loading. Crucially, the detection at Stage 2 still allows scheduled intervention during a planned shutdown — but the lead time has compressed from weeks to days, and the production planning flexibility is significantly reduced.
Stage 3 — Severe Fault (75% to 40% Remaining Life)
Stage 3 is where conventional periodic inspection methods — monthly vibration routes, quarterly thermal surveys, annual insulation testing — will detect the fault, but at a point where intervention cost has escalated dramatically and the risk of unplanned shutdown is high. The broken rotor bar at Stage 3 has broken completely, the bar fragment may be contacting the stator winding, and the motor exhibits vibration that exceeds ISO 10816 alarm limits across multiple measurement points. The winding turn-to-turn short has propagated to a phase-to-phase or phase-to-ground fault, tripping the motor protection circuit or — if the protection coordination is less than ideal — producing a phase-to-ground arc that damages the stator core laminations. The bearing spall has propagated through the full raceway depth, producing measurable vibration at the bearing characteristic frequencies and a temperature rise of 15°C to 25°C above baseline. The repair cost at Stage 3 ranges from $4,000 to $9,000. Rotor replacement or complete rewind is required. The stator laminations may need replacement if the arc damage is extensive. The motor will typically require removal to a motor repair shop, with a turnaround time of five to fifteen working days. The intervention can no longer be scheduled during a planned changeover — it requires an emergency shutdown window, and the downstream production lines are at risk of starvation or blockage if the motor fails before the scheduled intervention.
Complete motor failure with collateral damage to driven equipment, production lines, and adjacent motors
At Stage 4, the motor has failed catastrophically. A rotor bar that broke completely at Stage 3 has now ejected through the air gap, scoring the stator core and winding across the full active length. The winding short circuit that progressed through Stage 3 has produced a phase-to-ground arc that burned through the stator housing and initiated a winding fire. The bearing that seized at Stage 3 has now welded the rotor to the stator, damaging both the motor and the coupled equipment — the gearbox input shaft, the belt drive, or the pump impeller. The total cost of a Stage 4 failure typically reaches $15,000 to $35,000 when the motor replacement, driven equipment repair, emergency procurement, overtime labour, and lost production are all accounted. More importantly, the unplanned downtime ranges from eight to twenty-four hours for a single motor failure — and in a continuous FMCG production line, that downtime propagates through upstream and downstream processes, compounding the production loss. A single catastrophic motor failure on a primary packaging line in a high-speed beverage plant, for example, can stop the entire production train for four to twelve hours while the motor is replaced and the line is restarted and quality-checked. At a production value of $50,000 to $200,000 per hour for a typical FMCG packaging line, the economic impact of the Stage 4 failure reaches six figures before the motor repair cost is even calculated.
What iFactory's AI Motor Fleet Platform Does That Periodic Vibration Routes and Quarterly Thermal Surveys Cannot
Most FMCG motor fleet monitoring programmes rely on a combination of periodic vibration data collection (monthly or quarterly), thermal imaging surveys (quarterly or semi-annual), and protection relay data (trip events only). These methods produce intermittent snapshots of motor condition — intervals that are too widely spaced to detect the rapid progression from Stage 1 to Stage 2 that characterises VFD-driven motor faults under continuous production loading. iFactory replaces this intermittent approach with continuous fleet-wide condition intelligence across four integrated capabilities.
Capability 01
Continuous Motor Current Signature Analysis — AI Fault Pattern Recognition Across the Entire VFD Drive Fleet at Sub-Second Sampling Resolution
Motor Current Intelligence
Motor current signature analysis (MCSA) has been a recognised diagnostic method for induction motor fault detection since the 1980s, but its practical application in production environments has been limited by the expertise required to interpret current spectra and the impracticality of continuous data collection from hundreds of motors. iFactory's AI-powered MCSA engine eliminates both limitations. The platform continuously samples motor current data from VFD output leads or motor terminal boxes at a sampling rate sufficient to resolve fault-characteristic frequency components — typically 5-10 kHz per motor, producing a spectral resolution of 0.1 Hz or better in the low-frequency fault signature range. Each motor's current spectrum is processed by a convolutional neural network trained on a dataset of 14,000+ hours of motor current recordings spanning six fault types — broken rotor bars, turn-to-turn winding shorts, bearing race defects, eccentricity (static and dynamic), phase imbalance, and VFD-induced harmonics — across a range of motor sizes (1 HP to 500 HP), enclosure types (TEFC, ODP, XP), and VFD drive manufacturers. When the AI model detects a fault-characteristic frequency component with an amplitude that exceeds the motor-specific baseline, it generates a fault alert with the fault type, estimated severity (Stage 1-4), confidence score, and the specific frequency components that triggered the detection. For the reliability engineer managing a fleet of 200+ motors, the platform presents a single dashboard showing every motor's current health status, the most recent current spectrum for each motor, the trend in fault signature amplitude over time, and the prioritised list of motors requiring attention — replacing the need to review individual vibration spectra for each motor on a rotating route schedule.
AI-trained fault detection on 14K+ hours
Sub-second spectral resolution at 0.1 Hz
6 fault types across 1-500 HP motors
Capability 02
Automated Thermal Imaging Analysis — AI-Based Hot Spot Detection, Temperature Trend Monitoring, and Cooling System Fault Identification
Thermal Intelligence
Thermal imaging surveys in FMCG plants are typically conducted quarterly or semi-annually, with a thermographer walking the motor fleet and capturing thermal images of each motor's frame, bearing housings, and junction box. The images are reviewed manually, compared to previous images if available, and used to identify motors with surface temperature differentials exceeding threshold guidelines — typically 10°C to 15°C between phases or 20°C above the motor's historical baseline. This approach misses the majority of thermally significant fault progression because the inspection interval is too long and the manual comparison process is too coarse to detect the slow, progressive temperature rise that characterises winding degradation and bearing wear. iFactory's thermal intelligence module integrates continuous thermal monitoring from fixed-mount thermal cameras positioned at strategic locations on critical motors, combined with automated analysis of periodic drone-based or handheld thermal survey images. The AI model detects temperature differentials between motor phases indicative of turn-to-turn winding faults (typically 3°C to 8°C in Stage 2), bearing housing temperature rise from developing race defects (5°C to 12°C above baseline at Stage 2), cooling fan degradation indicated by uneven frame temperature distribution, and junction box hot spots from loose connections or insulation breakdown. Each thermal anomaly is cross-referenced with the motor's current signature analysis output — a winding short detected in current spectrum that also shows a phase-to-phase temperature differential is assigned higher confidence and severity than either detection alone, reducing false positive alerts while improving detection sensitivity for motors with developing faults.
Continuous thermal anomaly detection
Cross-referenced MCSA + thermal alerts
Cooling system degradation detection
Capability 03
VFD Drive Health Monitoring — DC Bus Ripple Detection, IGBT Degradation Tracking, and Capacitor Ageing Analysis
Drive Intelligence
VFD drives in FMCG plants are often treated as supporting infrastructure to the motors they control — monitored primarily through drive fault logs and mean time between failure statistics for the drive manufacturer's product line. This approach overlooks the fact that VFD degradation is a primary cause of motor failure in VFD-driven systems: IGBT switching degradation introduces high-frequency voltage transients that stress motor winding insulation, DC bus capacitor ageing increases ripple current that produces harmonic heating in the motor, and drive control parameter drift can produce current imbalance that accelerates bearing wear through shaft currents. iFactory's VFD health monitoring module ingests drive telemetry data through the plant network — DC bus voltage and ripple, IGBT junction temperature estimates, heat sink temperature, switching frequency, carrier frequency, and drive output current waveform quality — and applies AI models trained on drive failure modes to detect degradation patterns before they produce drive trips or motor damage. An increase in DC bus ripple amplitude from 5V to 12V over a six-month period indicates capacitor ageing that will produce a drive fault within three to six months — predictable with sufficient lead time to plan capacitor replacement during scheduled plant downtime. IGBT switching asymmetry detected in the output current waveform indicates gate driver degradation or IGBT junction fatigue that will produce a phase loss fault within weeks if not addressed. The drive health data is presented alongside the motor current signature data in the motor fleet dashboard, enabling the reliability engineer to distinguish between motor-origin faults and drive-origin faults — a distinction that is critical for directing the correct repair action and avoiding the costly cycle of replacing a healthy motor when the actual fault is in the drive output stage.
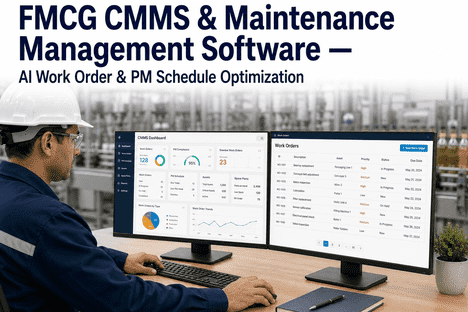
The most common failure in FMCG motor fleet management is not the failure of the motor — it is the failure to convert condition data into a prioritised, actionable maintenance plan that accounts for production schedule, spare parts availability, and repair resource constraints. iFactory's fleet prioritisation engine takes the condition data from the MCSA module, thermal module, and VFD health module and applies a multi-factor prioritisation algorithm that scores each motor on fault severity (Stage 1-4), production criticality, repair complexity, spare motor availability, and optimal intervention window relative to the plant's scheduled downtime calendar. A Stage 2 bearing fault on a non-critical exhaust fan motor that can run for three months before repair is deprioritised in favour of a Stage 1 rotor bar fault on a primary packaging line motor that will progress to Stage 2 within two weeks under full production loading. The platform generates a weekly prioritised work list showing each motor requiring attention, its current fault score and stage, the recommended repair action, the estimated repair cost at current stage versus projected cost if deferred to the next stage, and the recommended intervention deadline. For each motor, the platform's cost projection shows the specific cost escalation — the Stage 1 repair cost of $500 that becomes a Stage 3 repair cost of $6,000 if the intervention window is missed — providing the reliability engineer with the economic justification data needed to present the case for intervention to production management. The output is structured for direct use in shift handovers, weekly maintenance planning meetings, and capital budget requests for motor replacement programmes.
Multi-factor fleet priority scoring
Cost escalation projection by stage
Shutdown window optimisation
A Quarterly Vibration Route Tells You Which Motors Failed Since the Last Route. iFactory's Continuous AI Analysis Tells You Which Motor Will Fail Before the Next Shift.
Continuous motor current signature analysis, AI thermal anomaly detection, VFD drive health monitoring, and automated fleet prioritisation — detecting faults at Stage 1 when repair cost is $500, not Stage 3 when repair cost reaches $6,000.
How the AI Motor Fleet Framework Applies Across FMCG Equipment Types
An FMCG plant's motor fleet spans a wide range of equipment types, operating conditions, and failure modes. A 200 HP refrigeration compressor motor running at constant speed for 8,000 hours per year has a different fault progression profile than a 5 HP servo motor on a high-speed packaging line cycling every three seconds or a 50 HP centrifugal pump motor driven by a VFD running at varying speeds with washdown exposure. iFactory's motor fleet platform accounts for motor size, duty cycle, environmental exposure, and production criticality in its alert threshold configuration, fault detection sensitivity, and prioritisation algorithm.
FMCG Motor & Equipment Type — Fault Profile and iFactory Configuration
Equipment Type
Primary Fault Modes & Failure Mechanisms
iFactory Configuration
Packaging Line Motors (5-30 HP, VFD-driven, high cyclic loading)
Broken rotor bars from repeated thermal cycling during VFD start-stop cycles; bearing fatigue from cyclic radial loading; shaft currents from VFD common-mode voltage producing bearing fluting; turn-to-turn winding shorts from voltage reflection wavefronts on long VFD cable runs
Elevated current signature sampling rate at 10 kHz for rotor bar sideband detection; bearing condition index from current spectrum modulation at bearing characteristic frequencies; shaft voltage monitoring with bearing current alarm threshold; drive cable voltage reflection estimation from cable length and rise time parameters
Low-speed bearing degradation from inadequate lubrication at extended low-frequency operation; eccentricity from belt tension misalignment; insulation degradation from accumulated moisture in washdown environments; coolant fan bearing failure from ingested particulate
Dynamic eccentricity detection from current spectrum sideband analysis; bearing condition trending with extended baseline at low-speed operating points; winding insulation condition index from phase-to-ground leakage current monitoring; washdown exposure logging with accelerated inspection trigger
Bearing failure from pump end thrust loading imbalance; rotor bar cracking from repeated starts against closed discharge valve; winding contamination from pump seal leakage; cooling fin blockage from airborne product dust; phase imbalance from supply voltage variation across large motor populations
Thrust load bearing condition index from axial flux current signature; pump-motor alignment trending from current spectrum load modulation; contamination detection rate monitoring from thermal imaging of winding end turns; cooling system block detection from frame thermal gradient trend
Stator winding insulation degradation from continuous thermal stress; rotor bar cracking from high starting torque demand; bearing wear from refrigerant contamination of lubricant; VFD-related harmonic heating from long cable runs in refrigerated environments; phase insulation breakdown from partial discharge in high-altitude ammonia plants
Online partial discharge monitoring integration for medium-voltage motors (above 1,000 V); winding temperature condition model using stator RTD trend analysis with ambient temperature compensation; refrigerant contamination detection from bearing current signature change; harmonic heating estimation from VFD carrier frequency and cable impedance parameters
Mixer & Agitator Motors (10-75 HP, VFD-driven, high inertia)
Rotor bar cracking from high-inertia start cycles with extended acceleration time; bearing overload from product viscosity variation; shaft flex fatigue from agitator imbalance; seal failure from product ingress into motor junction box; cooling fan damage from washdown chemical exposure
Extended acceleration time monitoring with rotor bar stress accumulation modelling; viscosity variation detection from current load signature analysis; junction box condition index from thermal imaging and humidity monitoring; chemical exposure tracking with accelerated bearing inspection schedule
"
We had 260 motors in the plant and a reliability team of three people. We were running vibration routes on a six-week cycle and catching faults at Stage 3 — when the motor was already vibrating at 12 mm/s RMS and the bearing temperature was 18°C above baseline. Our MTBF was 3.2 years and we were replacing 60 to 70 motors per year at an average cost of $3,800 per replacement including labour and lost production. In the first twelve months with iFactory, the AI system detected 23 motor faults at Stage 1 — broken rotor bars, turn-to-turn shorts, bearing race spalls that we had never caught before at the incipient stage. We repaired those 23 motors during planned changeover windows at an average cost of $740 each. The repair cost for those same faults at Stage 3 would have been $4,200 to $6,800 per motor. The platform paid for itself in the first seven months on the avoided cost escalation alone — before we even accounted for the production uptime improvement. Our MTBF increased from 3.2 years to 5.8 years by the end of year two.
— Reliability Engineering Manager, North American Food Processing Plant — 260 Motors, 24/7 Continuous Production, 6 Production Lines
Conclusion
The seven-to-one cost ratio between Stage 1 motor fault repair and Stage 4 catastrophic failure is not a theoretical projection from a motor manufacturer's white paper. It is the mathematical consequence of motor degradation kinetics that every reliability engineer confronts when the quarterly vibration route shows a motor at 14 mm/s RMS with a bearing temperature of 95°C — and the cost of the emergency replacement, the driven equipment damage, and the lost production shift reaches $28,000 for a motor that could have been repaired for $800 five months earlier if the fault had been detected by current signature analysis at Stage 1.
AI-powered motor fleet management changes the fundamental economics of reliability engineering in FMCG production. When every motor in the fleet has a continuous current spectrum, a thermal trend baseline, a VFD drive health index, and a prioritised maintenance plan updated with every new data point — the reliability engineer's role shifts from investigating failures that have already occurred to managing a portfolio of known fault progression trajectories with predictable intervention points and optimised maintenance cost. The data that the quarterly vibration route provides is a starting point, not a fleet management system. The rate of change between inspections is where the economic value of predictive maintenance is determined — and that rate is what continuous AI monitoring captures that no periodic inspection can.
iFactory's AI motor fleet platform gives FMCG reliability engineers the continuous current signature analysis, AI thermal anomaly detection, VFD drive health monitoring, and automated fleet prioritisation that transform intermittent motor condition data into a continuously optimised, cost-effective motor reliability programme. Book a demo to see how iFactory maps to your motor fleet and generates your first continuous condition baseline, or talk to an expert about your current motor reliability programme and how to transition from periodic inspection to continuous AI-powered fleet monitoring.
Frequently Asked Questions
iFactory supports both integration methods. For VFD-driven motors — which represent 60-80% of the motor population in a typical FMCG plant — the platform can ingest current data directly from the VFD's output current monitoring terminals or communication interface (Modbus TCP, Profinet, EtherNet/IP, or OPC UA), eliminating the need for additional current sensors. For motors that are not VFD-driven — across-the-line starters, soft-started motors, or older fixed-speed motors — the platform supports installation of compact split-core current transformers on the motor supply cables at the motor control centre or motor terminal box. The CTs are available in a range of sizes from 10A to 500A and connect to the platform's data acquisition module via standard 4-20 mA loop or digital communication. The platform's implementation team conducts a motor fleet survey during the onboarding phase to identify which motors can use direct VFD integration and which require CT installation, producing a complete bill of materials and integration plan before deployment begins. Book a demo to discuss your plant's motor fleet configuration and integration approach.
This is the central technical challenge that iFactory's AI model is specifically designed to solve. VFDs produce a rich harmonic spectrum in the motor current — switching frequency components at 2-16 kHz, sidebands around the switching frequency from the modulation process, and inter-harmonic components from the drive's control algorithm. These VFD-origin frequency components overlap the frequency range where motor fault signatures appear (0.5 Hz to 500 Hz), making conventional threshold-based current spectrum analysis unreliable in VFD-driven systems. iFactory's AI model solves this through two mechanisms. First, the model is trained on a dataset that includes current recordings from motors operating on VFDs from seven major drive manufacturers (Allen-Bradley, Siemens, Schneider, ABB, Danfoss, Yaskawa, Mitsubishi) at multiple switching frequencies and carrier configurations — so the model has learned to distinguish VFD-origin spectral content from fault-origin spectral content. Second, the model uses the drive's own telemetry (switching frequency, carrier frequency, modulation index, DC bus voltage) as input features, allowing it to predict the expected VFD-induced current spectrum at each operating point and detect deviations from that expected spectrum that indicate developing faults. The result is a false positive rate below 2% in VFD-driven motor populations — comparable to the false positive rate achieved on across-the-line motors where the current spectrum is inherently cleaner. Talk to an expert about the AI model training and validation process for your specific VFD drive brands and configurations.
iFactory is designed to complement and enhance your existing maintenance systems rather than replace them. The platform integrates with major CMMS platforms (SAP PM, Maximo, Infor EAM, Maintenance Connection, UpKeep, Fiix) through standard API connectors, synchronising motor asset data, work order history, and maintenance schedules. For vibration analysis programmes, iFactory ingests vibration route data and stores it alongside the current signature and thermal data in the motor fleet dashboard — enabling cross-domain condition analysis that correlates vibration spectrum changes with current spectrum changes for improved diagnostic accuracy. The platform does not require you to replace existing vibration sensors, data collectors, or analysis workflows. Instead, it adds the continuous current signature and thermal monitoring dimension that your vibration programme cannot provide at the required sampling frequency. Most reliability teams find that the combination of iFactory's continuous AI monitoring with their existing monthly or quarterly vibration programme catches faults at Stage 1 through current signature analysis, then uses the vibration programme for confirmation and detailed mechanical diagnosis before scheduling intervention — a hybrid approach that maximises detection sensitivity while leveraging the vibration analysis expertise already in the team. Book a demo to see how iFactory integrates with your current CMMS and condition monitoring systems.
A typical deployment for a 200-300 motor FMCG plant follows a phased approach. Phase 1 (weeks 1-2) involves the motor fleet survey — identifying all motors, capturing nameplate data, mapping VFD integration points, and planning CT installation locations. Phase 2 (weeks 2-4) covers VFD data integration for motors that can be connected through the plant network and CT installation for non-VFD motors, with work scheduled during normal production hours without requiring shutdowns. Phase 3 (weeks 4-6) is the baseline collection period during which the AI model establishes per-motor current spectrum baselines and thermal baselines under normal production loading. Phase 4 (week 6 onward) is the active monitoring phase where the platform begins generating fault alerts and the reliability team begins working with the prioritised motor list. The platform typically detects its first actionable Stage 1 or Stage 2 fault within the first four weeks of active monitoring — often on a motor that was not previously flagged by any existing condition monitoring method. For plants with existing VFD network connectivity and minimal CT installation requirements, the timeline can be compressed to three to four weeks from survey to active monitoring. Talk to an expert about a deployment timeline specific to your plant's motor fleet configuration and production schedule.
Your Motor Fleet Is Degrading Right Now — and the Cost of Waiting Doubles Every Month a Stage 1 Fault Goes Undetected. iFactory Detects It at Stage 1.
Continuous motor current signature analysis, AI thermal anomaly detection, VFD drive health monitoring, and automated fleet prioritisation — delivering Stage 1 fault detection from day one without disrupting your existing condition monitoring programme.