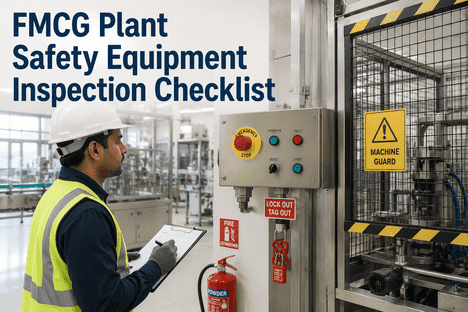
The difference between a safety equipment inspection that prevents a catastrophic failure and one that merely checks a compliance box is the difference between a structured, documented, data-driven process and a walk-through with a clipboard. In FMCG plants, where production lines run at high speed, where wet and dry environments coexist, and where washdown procedures expose electrical safety equipment to moisture and chemical degradation daily, safety equipment failures are not hypothetical — they are the leading cause of lost-time incidents across the sector. Every emergency stop button that sticks in the half-pressed position, every light curtain that has drifted out of alignment, every machine guard that has been removed and not reinstalled, and every Lockout/Tagout device that is missing from its assigned panel is an incident waiting for a trigger. A systematic inspection checklist that covers every safety device category in the plant, executed on a fixed schedule with documented results and corrective action tracking, is the only reliable method for keeping those incidents from happening.
A structured safety equipment inspection program that covers emergency stops, machine guarding, LOTO devices, fire suppression, ventilation, and PPE compliance — with documented findings, corrective action tracking, and audit-ready compliance reporting powered by iFactory's Compliance & Audit Trail Management.
Of FMCG safety incidents involve equipment that was due for inspection but had not been inspected within the required interval
42%
Reduction in lost-time injuries when structured safety equipment inspection checklists replace informal walk-through inspections
3.2x
Higher corrective action completion rate when inspections are tracked digitally with automated assignment rather than paper-based follow-up
85%
Of safety device deficiencies found during structured inspections in FMCG plants are correctable at low or no cost when identified early
The Seven Safety Equipment Categories Every FMCG Inspection Must Cover
An FMCG plant contains seven distinct categories of safety equipment, each with its own inspection protocol, pass-fail criteria, and typical failure modes. A comprehensive inspection program covers all seven, because a gap in any single category creates a vulnerability that can cause a serious incident. The categories are: Emergency Stop Systems, Machine Guarding and Physical Barriers, Lockout/Tagout Devices and Procedures, Fire Suppression and Detection Systems, Ventilation and Air Quality Systems, Personal Protective Equipment Compliance and Storage, and Safety Signage and Egress Systems. Each category requires a dedicated inspection checklist with device-level pass-fail criteria, and each inspection result must be linked to a corrective action workflow that ensures deficiencies are resolved before the next production run.
Emergency Stop Systems
Inspection frequency: Weekly
Devices per plant: 80-300+
Common failure: Sticking pushbuttons, broken latch mechanisms, moisture ingress in washdown zones
Key check: Every e-stop must be actuated and reset during the inspection cycle. Visual inspection alone is insufficient — function-test every device.
Key check: Verify extinguisher pressure gauges, inspection tags, and location accessibility. Test suppression system panel communication with central monitoring.
Ventilation Systems
Inspection frequency: Monthly
Components: Exhaust fans, hoods, ductwork, filters, make-up air units
Key check: Measure airflow velocity at exhaust points. Check filter loading. Verify make-up air systems are operational and balanced.
PPE & Signage
Inspection frequency: Daily
Scope: PPE stations, signage legibility, egress lighting, eyewash stations
Key check: Verify PPE stations are stocked. Test eyewash flow rate. Ensure all safety signage is legible and correctly placed.
Emergency Stop Inspection Checklist: The First Line of Defense
Emergency stop devices are the most critical safety equipment in an FMCG plant because they are the last line of defense when all other safeguards have failed. An FMCG production line can have 80 to 300 or more e-stop devices distributed across conveyors, fillers, labelers, case packers, palletizers, and ancillary equipment. Each device must be inspected weekly with a function test, and the results must be documented in a system that can track device-level history over time. The inspection checklist for e-stops covers five dimensions: physical condition, actuation force, electrical continuity, reset functionality, and labeling visibility.
Device body free of cracks, damage, or corrosion. Mushroom-head pushbutton intact. Actuator not bent or deformed. No moisture ingress behind the actuator seal.
Pass / Fail
▼
Actuation Test
Device actuates with firm positive pressure. Audible and tactile click when pressed. Device latches in depressed position without requiring continuous hand pressure.
Pass / Fail
▼
Electrical Continuity
NC contacts open on actuation. Continuity verified across the safety circuit loop. No intermittent contact behavior detected during actuation cycle test.
Pass / Fail
▼
Reset Function
Device requires deliberate twist-to-release or key reset. Machine does not restart automatically after reset. Reset action restores continuity in safety circuit.
Pass / Fail
▼
Labeling & Visibility
Device clearly labeled with e-stop symbol and machine ID. Location visible and accessible. No obstructions blocking access. Label not faded or illegible.
One Stuck E-Stop Button Is One Too Many. iFactory Tracks Every Device, Every Inspection, Every Deficiency.
From e-stop function testing and machine guard inspection to LOTO device tracking and fire system verification, iFactory digitizes your entire safety equipment inspection program with automated scheduling, mobile checklists, and audit-ready compliance reporting.
Machine Guarding and Light Curtain Inspection: The Most Overlooked Critical Safeguards
Machine guarding failures are the second most common cause of serious safety incidents in FMCG plants, after lockout/tagout violations, and the most common reason for OSHA citations in the sector. The inspection of machine guards — fixed barriers, interlocked gates, light curtains, safety mats, and two-hand control devices — is frequently the weakest element of a plant's safety inspection program because guards are perceived as static devices that do not require regular function testing. In reality, light curtain alignment drifts over time due to vibration from adjacent equipment, interlock switches fail due to repeated cycling, and fixed guards are removed during maintenance and not reinstalled. A weekly inspection protocol with documented pass-fail criteria for every guard type is essential.
Interlocked Guard Inspection
Gate-Mounted Interlock Switch — Function Test Protocol
Open guard gate fully — machine must stop within 1 second. Verify no bypass mode active.
Close guard gate — machine must NOT restart automatically. Verify deliberate reset required.
Pass Criteria: Machine stops on gate opening, requires manual reset. Switch alignment verified without binding.
Light Curtain Inspection
Through-Beam Light Curtain — Alignment and Function Test
Use a test rod of specified diameter (typically 14 mm or 30 mm) to interrupt each beam path.
Verify machine stops when any beam is interrupted. Check LED status indicators on emitter and receiver.
Pass Criteria: All beams functional. No alignment drift detected. Response time within manufacturer spec.
Lockout/Tagout Device Inspection: The Regulatory Backbone of FMCG Safety
Lockout/Tagout compliance is the single most frequently cited OSHA violation in FMCG manufacturing, and it is the area where inspection program deficiencies cause the most severe consequences — amputations, crush injuries, and fatalities during maintenance and cleaning operations. The LOTO device inspection checklist must verify that every energy isolation point in the plant has a functional, documented lockout device; that every device has a corresponding LOTO procedure in the procedure library; and that every authorized employee has current training on the devices they are required to use. The inspection program must also verify that the LOTO devices themselves are in good condition — hasps must not be bent or cracked, padlocks must function correctly, and tags must be legible and securely attached.
Verify every LOTO device is present at its assigned panel. Missing devices indicate a maintenance or cleaning event that did not follow proper device return procedure.
Device Condition
All devices functional and legible
Inspect each padlock for proper operation. Verify hasps are not deformed. Check tags for legibility — replace any tag where text is not readable from 3 feet.
Procedure Match
Device-to-procedure cross-reference verified
Cross-reference each device tag number to the corresponding LOTO procedure in the master library. Update procedures where equipment modifications have changed isolation points.
Building a Digital Safety Inspection Program: Five Essential Steps
Converting a paper-based safety equipment inspection program to a digital system is the single highest-impact improvement an FMCG plant can make to its safety compliance posture. Digital inspection eliminates the three most common failure modes of paper-based programs: missed inspections due to schedule drift, incomplete inspection data due to clipboard shortcuts, and unresolved deficiencies due to broken follow-up workflows. The implementation follows a standard sequence that produces a fully operational digital inspection program within 60 to 90 days.
1
Inventory all safety devices by category and location
Create a device-level inventory of every safety device in the plant with type, location, manufacturer, and unique ID for digital tracking.
2
Define inspection checklists with pass-fail criteria
Create digital inspection checklists for each device category with specific pass-fail criteria, test protocols, and required remediation actions for each failure mode.
3
Set inspection schedules with automated triggers
Configure inspection frequencies per device category with automated scheduling, notification triggers, and escalation rules for overdue inspections.
4
Connect deficiencies to corrective action workflows
Link every failed inspection item to an automated work order or corrective action task with assigned owner, due date, and priority level.
5
Generate audit-ready compliance reports
Configure automated compliance reports that document inspection completion rates, deficiency trends, and corrective action close rates for regulatory audit readiness.
Conclusion
The FMCG Plant Safety Equipment Inspection Checklist is not a compliance exercise — it is a zero-harm operations tool that, when executed systematically with digital tracking and automated corrective action workflows, reduces lost-time incidents by more than 40 percent and eliminates the most common cause of OSHA citations in the sector. The seven categories of safety equipment — emergency stops, machine guarding, LOTO devices, fire suppression, ventilation, PPE, and signage — must each have a dedicated inspection checklist with device-level pass-fail criteria, scheduled inspection intervals, and a closed-loop deficiency resolution process that ensures every failed item is corrected before the next production run.
The cost of implementing a structured safety inspection program is negligible compared to the cost of a single lost-time incident. The devices are already in your plant. The inspection protocols are defined by OSHA standards and manufacturer specifications. What is missing is the systematic process — the checklist, the schedule, the tracking system, and the audit trail — that converts those individual elements into a reliable safety management system. That is the gap that a digital inspection program with iFactory fills.
iFactory helps FMCG plants build, deploy, and manage digital safety equipment inspection programs — from device inventory and checklist creation to automated scheduling, mobile inspection execution, corrective action tracking, and audit-ready compliance reporting. Book a demo to see how iFactory can digitize your safety equipment inspection program, or talk to an expert about the first steps toward moving from clipboard-based safety inspections to a data-driven safety management system.
Frequently Asked Questions
The industry standard for emergency stop device inspection in FMCG plants is weekly function testing at minimum, with daily visual inspection in wet or washdown environments. Each e-stop device must be physically actuated and reset to verify mechanical and electrical functionality — visual inspection alone is not sufficient because internal contact degradation and moisture ingress can occur without visible external signs. The weekly function test should be documented at the device level, including the date of test, the inspector name, and the pass-fail result for each of the five inspection dimensions: physical condition, actuation force, electrical continuity, reset function, and labeling visibility. Devices in high-moisture areas such as washdown zones, wet processing areas, and utility tunnels should be tested daily because moisture ingress is the most common cause of e-stop failure in FMCG plants. The iFactory digital inspection platform automates this scheduling, sends notifications when inspections are due, and tracks device-level history so the plant can identify repeat-failure devices that may need replacement rather than repeated repair. Talk to an expert about setting up an e-stop inspection schedule tailored to your plant's environmental conditions.
Light curtain alignment verification should be performed using a test rod of the specified diameter defined in the light curtain manufacturer's documentation — typically 14 mm for finger-detection curtains and 30 mm for hand-detection curtains. The inspection procedure involves passing the test rod through each beam path across the full width of the curtain, starting at the emitter side and moving to the receiver side while observing LED status indicators. A properly aligned light curtain will show consistent beam interruption when the test rod is inserted at any position across the beam array. If the machine fails to stop when the test rod is inserted near the emitter or receiver edges, the curtain is experiencing alignment drift. The most common cause of alignment drift in FMCG plants is vibration from adjacent equipment — compressors, conveyors, and case packers transmit vibration through the floor and machine frame, gradually shifting the alignment of the emitter and receiver mounts over weeks or months. The iFactory inspection platform allows inspectors to record alignment measurements and track drift trends over time, enabling predictive maintenance of light curtain mounts before a critical misalignment occurs. Book a demo to see how iFactory tracks light curtain alignment data and generates predictive maintenance alerts.
OSHA documentation requirements for safety equipment inspection programs fall into three categories: inspection records, corrective action records, and training records. Inspection records must document the date of each inspection, the inspector name, the specific device or equipment inspected, the inspection results against defined pass-fail criteria, and the disposition of any deficiencies found. Corrective action records must document the deficiency description, the corrective action taken, the responsible person, the completion date, and verification that the corrective action resolved the deficiency. Training records must document that every employee authorized to perform safety equipment inspections has received task-specific training on the inspection protocols for each device category they are assigned to inspect. The most common OSHA citation related to safety equipment inspection is not the absence of an inspection program — it is the absence of documentation proving that the inspection program was actually executed. A digital inspection platform like iFactory automatically maintains this documentation, time-stamping each inspection record, linking deficiencies to corrective action workflows, and generating audit-ready compliance reports that can be produced within minutes for any OSHA inspection or internal audit. Talk to an expert about configuring iFactory's compliance reporting for your plant's specific regulatory requirements.
Fire extinguisher inspections should follow the NFPA 10 standard, which requires monthly visual inspections and annual maintenance testing. The monthly visual inspection should verify that the extinguisher is in its designated location, that access is unobstructed, that the pressure gauge is in the operable range, that the safety pin is intact, and that the extinguisher has no visible signs of damage, corrosion, or leakage. The annual maintenance requires a more thorough examination by a certified fire equipment service provider, including internal inspection of the extinguisher body and operating mechanism. In an integrated safety equipment inspection program, the monthly fire extinguisher inspection should be assigned to the same inspection team and tracked through the same digital platform as all other safety device categories, ensuring that no extinguisher is overlooked and that inspection records are maintained consistently across all safety device types. The iFactory platform allows plants to configure separate inspection checklists for monthly visual and annual maintenance inspections, with automated reminders and escalation notifications for any extinguisher that approaches or exceeds its annual maintenance due date. Book a demo to see iFactory's integrated inspection scheduling for all safety device categories.
The most effective approach for tracking safety inspection deficiencies to completion is a closed-loop corrective action system that automatically creates a tracked task for every failed inspection item. When an inspector records a failure during a safety device inspection, the system should immediately generate a corrective action or work order with the following fields pre-populated: device ID and location, deficiency description, severity level (based on the risk classification of the device type), recommended corrective action, target completion date (based on severity), and the inspector's observation notes. The system should assign the corrective action to the responsible maintenance or safety team member and send a notification with the details. The corrective action status should be tracked through stages from Open to In Progress to Completed, and the system should automatically escalate overdue items to supervisors. The completion verification step should require the assigned person to document the corrective action taken, the date of completion, and a verification that the device passes a re-inspection test. The iFactory platform implements this closed-loop workflow automatically, linking every inspection failure to a corrective action with automated assignment, escalation, and completion verification, and maintaining a complete audit trail from deficiency detection through final resolution. Talk to an expert about implementing closed-loop deficiency tracking in your plant's safety inspection program.
Every Safety Device, Every Inspection, Every Deficiency — Tracked and Closed. iFactory Makes It Possible.
From e-stop function tests and machine guard inspections to LOTO device tracking, fire system verification, ventilation checks, and PPE compliance audits — iFactory powers your entire FMCG safety equipment inspection program with digital checklists, automated scheduling, corrective action workflows, and audit-ready compliance reporting.