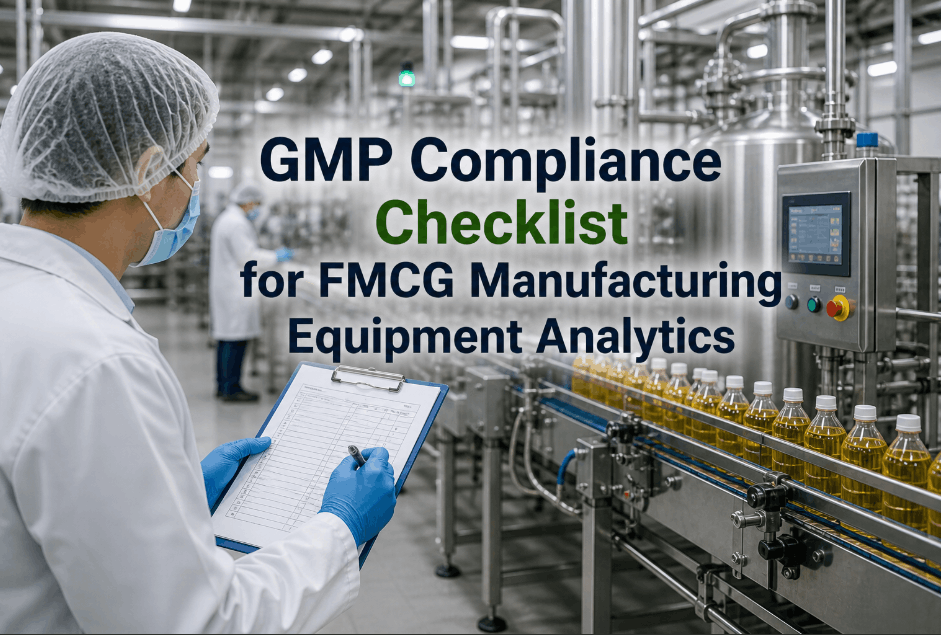
The commissioning of new production equipment in FMCG manufacturing is the single most consequential quality and food safety event in the asset lifecycle. A filler misaligned during installation can produce off-fill volumes for years. A heat exchanger that fails its operational qualification due to incorrect PID tuning can cause product degradation across thousands of production hours. A packaging line with undocumented CIP coverage gaps can harbour pathogens that trigger a Class I recall. Yet most FMCG plants still manage commissioning through a fragmented combination of paper checklists, email chains, and spreadsheet-based punch lists that lose critical data between FAT, shipment, installation, and PQ sign-off. A beverage plant in the Southeast United States commissioning a new 48-valve high-speed filler line implemented iFactory AI's digital commissioning platform across all qualification stages, achieving a 41% reduction in commissioning timeline, zero PQ deviations on first pass, 100% digital traceability from FAT through production handover, and $480K in cost avoidance from eliminated rework and accelerated time-to-production. This case study documents the commissioning framework — FAT, SAT, IQ, OQ, PQ, and food safety qualification — and the digital tools that ensure every new equipment installation meets FMCG production requirements from day one.
EQUIPMENT COMMISSIONING FOR FMCG
Commission New Production Lines with Digital FAT, SAT, IQ, OQ, PQ, and Food Safety Qualification Workflows.
iFactory delivers a digital commissioning platform purpose-built for FMCG equipment installations: qualification checklists, photo-documented verification, deviation tracking, and production handover certification with full regulatory compliance.
41%
Reduction in commissioning timeline vs. paper-based methods
iFactory digital commissioning platform
Zero
PQ deviations on first pass with digital qualification
First-pass performance qualification
100%
Digital traceability from FAT through production handover
Complete qualification documentation
$480K
Cost avoidance from eliminated rework and accelerated startup
First-year commissioning savings
THE COMMISSIONING FRAMEWORK
FAT, SAT, IQ, OQ, PQ: The Five Qualification Stages for FMCG Production Equipment
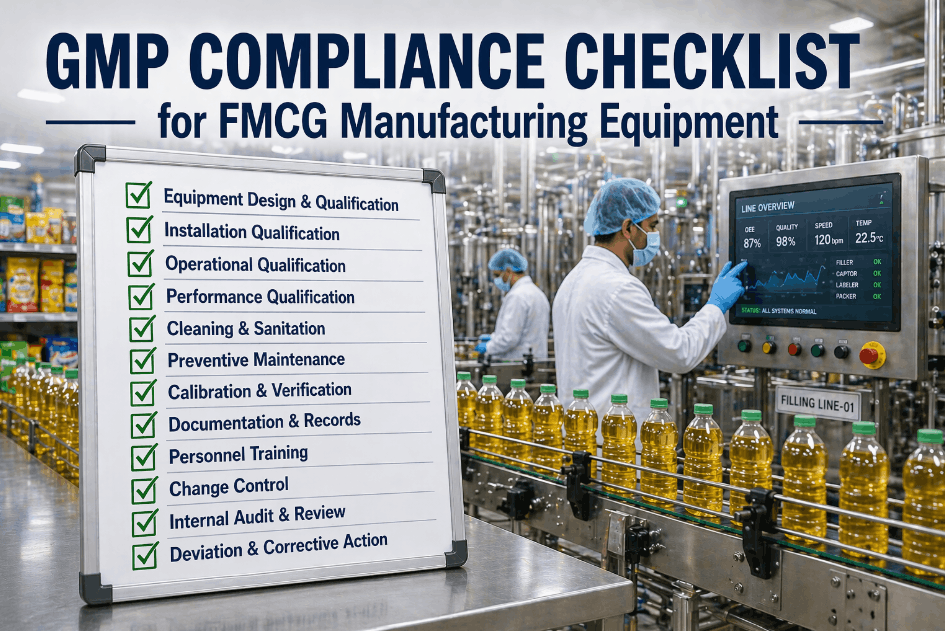
Equipment commissioning in FDA-regulated and USDA-inspected FMCG environments follows a structured five-stage qualification framework that ensures every new or modified production asset meets its design specifications, operates correctly in its installed environment, and produces conforming product under production conditions. Each stage has a defined purpose, a standard set of verification activities, and required documentation that becomes part of the plant's validation master file. Book a Demo to see iFactory's digital commissioning platform configured for your FMCG plant's equipment qualification requirements and regulatory framework.
FAT — Factory Acceptance Test
Supplier Site
PurposeVerify equipment meets design specifications at the OEM manufacturing facility before shipment
Key ActivitiesComponent verification, material certification review, dimensional checks, electrical panel inspection, control system functional test, safety system validation, documentation completeness review
DeliverableSigned FAT report with test results, deviation list, photo documentation, and acceptance certificate
FMCG SpecificWet test with food-grade lubricants, material certs for food contact surfaces, surface finish verification (Ra ≤ 0.8 µm for food zones)
SAT — Site Acceptance Test
Receiving Inspection
PurposeConfirm equipment arrived undamaged and matches FAT configuration after transportation and site arrival
Key ActivitiesShipping damage inspection, serial number verification, component inventory count, accessories and spare parts verification, documentation completeness, storage condition verification
DeliverableSigned SAT report with damage assessment, inventory reconciliation, and acceptance for installation
FMCG SpecificFood contact surface condition verification, allergen cleanliness verification after transport, lubricant type verification
IQ — Installation Qualification
Site Installation
PurposeDocument that equipment is installed correctly per OEM specifications and facility engineering drawings
Key ActivitiesPosition verification per layout drawing, utility connection verification (power, water, steam, compressed air, drains), foundation and anchoring inspection, level and alignment checks, piping and conduit verification, electrical termination verification
DeliverableSigned IQ report with installation measurements, utility verification, photo documentation, and installation deviation list
FMCG SpecificCIP supply line dead-leg verification, drain slope verification (≥ 2% for food zones), floor-to-equipment clearance for sanitation access, hygienic design compliance per EHEDG guidelines
OQ — Operational Qualification
System Testing
PurposeDemonstrate that equipment operates correctly within its specified operating ranges under controlled conditions
Key ActivitiesStartup and shutdown sequence testing, normal operating range verification, alarm and safety interlock testing, PLC and HMI function verification, CIP cycle validation, change part installation verification, speed and throughput testing
DeliverableSigned OQ report with functional test results, alarm log, parameter verification, and operating SOP confirmation
FMCG SpecificCIP coverage verification with conductivity or temperature mapping, allergen cross-contact prevention validation, food contact surface temperature profiles, wash-down capability verification (IP69K for wet zones)
QUALIFICATION STAGES CONTINUED
COMMISSIONING IN PRACTICE
How FMCG Plants Achieve First-Pass PQ with Digital Commissioning Platforms
The following facilities represent operational examples of FMCG plants that have implemented digital commissioning programs using iFactory's platform — achieving measurable improvements in commissioning timeline, deviation reduction, and production handover quality.
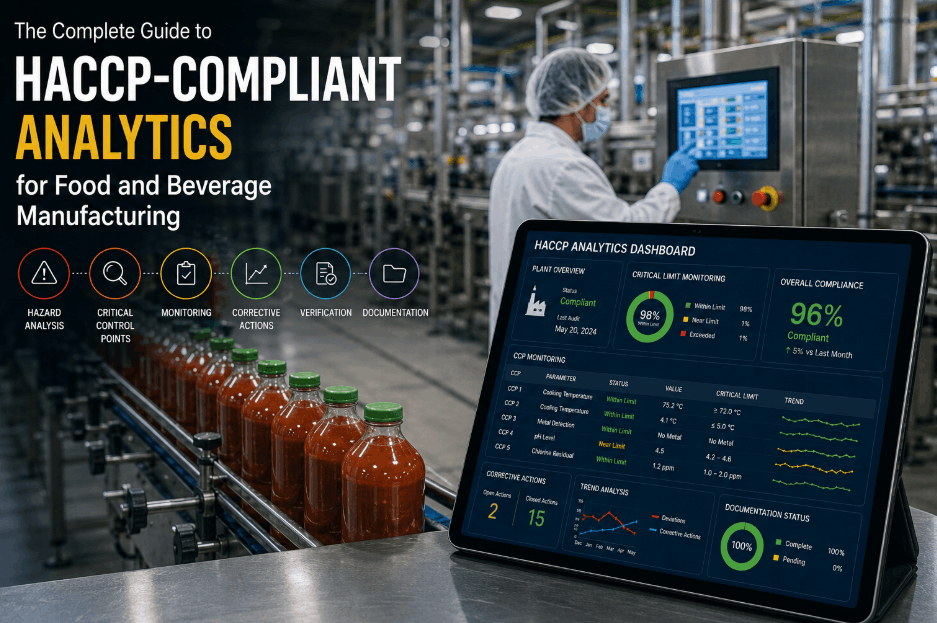
Beverage High-Speed Filler Commissioning
Southeast US — 48-valve rotary filler
FATIQ/OQPQ
A major carbonated beverage producer commissioned a new 48-valve rotary filler with digital checklists across all five qualification stages. The iFactory platform hosted 184 FAT test points at the OEM site with real-time photo and video documentation. During SAT, the platform flagged a discrepancy between the as-delivered valve block configuration and the FAT-approved configuration — a deviation that would have gone unnoticed until installation day with paper-based methods. The digital deviation capture allowed the OEM to correct the configuration before installation, avoiding a two-week delay. IQ and OQ were completed with 267 documented verification points, including CIP coverage mapping with conductivity sensors and valve actuation timing. PQ achieved zero deviations on the first three production runs. The commissioning timeline was 14 weeks from FAT to production handover — compared to the 24-week average for comparable filler installations using paper-based methods.
Snack Food Packaging Line Commissioning
Southwest US — Flow wrap line with multi-head weigher
PackagingIQ/OQ/PQ
A snack food manufacturer commissioned a new flow wrap packaging line with VFFS baggers, multi-head weighers, and a case packer. The digital commissioning platform hosted separate qualification packages for each equipment module with cross-referenced interface verification points. During the OQ phase, the platform identified that the bagger film tracking system and the weigher discharge timing were not synchronised within the specified tolerance — a condition that would have caused 8-12% bag seal defects during production. The digital deviation workflow captured the issue with video evidence, assigned corrective action to the OEM controls engineer, and tracked the fix through re-testing. PQ achieved first-pass approval with seal integrity testing showing zero defects across 10,000 consecutive bags. The line reached 95% design throughput within two weeks of production handover, compared to the typical 6-8 week ramp-up period for comparable packaging lines.
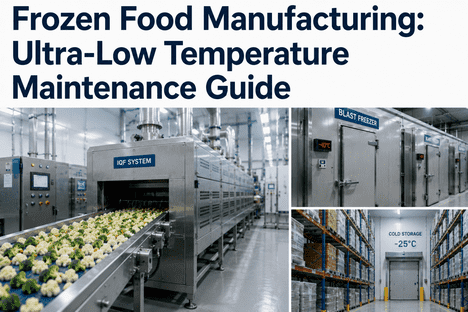
Dairy Pasteuriser Commissioning
Northeast US — HTST pasteurisation system
IQ/OQFood Safety
A dairy processor commissioned a new HTST pasteurisation system with digital commissioning that integrated food safety qualification as a parallel track alongside IQ and OQ. The iFactory platform included FDA 21 CFR 113 and 21 CFR 120 checklist templates, ensuring that every regulatory requirement was addressed during qualification rather than as a separate exercise after installation. During IQ, the platform captured that the pasteuriser holding tube temperature sensor was installed 6 inches downstream of the required position per the OEM drawing — a deviation that would have invalidated the holding time calculation and required re-validation after production start. The digital deviation record with photo evidence triggered immediate correction before the OQ phase began. The commissioning was completed in 10 weeks with full FDA compliance documentation, zero PQ deviations, and the first production batch released with full traceability from FAT through food safety qualification.
Multi-Product FMCG Line Commissioning
Midwest US — 4-product format flexible packaging line
FAT/SATIQ/OQ/PQ
A multi-product FMCG producer commissioned a flexible packaging line capable of running four different product formats — pouches, flow wraps, stick packs, and sachets — with changeover between formats. The digital commissioning platform managed 342 qualification test points across all four product formats, with format-specific acceptance criteria. During FAT at the OEM site, the platform identified that the stick pack cross-seal temperature profile deviated from specification for one film type, requiring a heating element replacement before shipment. The deviation was fully documented with thermal camera images and resolved before SAT. During OQ, changeover time verification demonstrated that all four format changeovers could be completed within the specified 25-minute target — a result that would have been difficult to confirm with paper-based qualification across format variations. PQ achieved first-pass approval for all four product formats with zero deviations, and the line reached full production capacity for the primary product format within 12 days of production release.