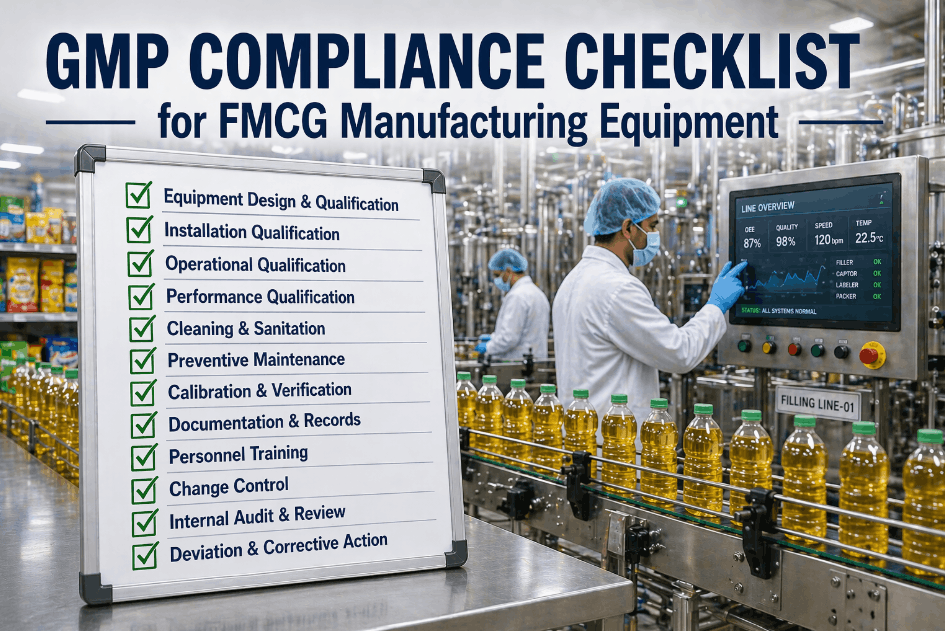
Good Manufacturing Practices (GMP) compliance is the foundation of safe, consistent, and audit-ready FMCG production. Whether managing food processing lines, packaging stations, or cold-chain storage, every equipment asset must meet documented hygiene, calibration, and operational standards before each production run. A single compliance gap — an uncalibrated filler, an uninspected conveyor, or a missing sanitation log — can trigger a regulatory hold, a product recall, or a complete facility shutdown. Book a Demo to see how digital compliance platforms help FMCG manufacturers close GMP gaps before auditors do.
Why GMP Equipment Compliance Is Non-Negotiable in FMCG
Regulatory Exposure & FDA / FSMA Requirements
FMCG facilities operating under FDA 21 CFR Part 110/117 or equivalent national food safety regulations must maintain verifiable equipment maintenance and sanitation records. Non-compliant equipment documentation during a routine inspection can trigger warning letters, import alerts, or consent decrees that disrupt production for months. Book a Demo to see how digital logs satisfy regulatory inspection requirements automatically.
Contamination Risk from Poorly Maintained Equipment
Inadequately cleaned processing equipment, worn seals, and uncalibrated dosing systems are among the leading root causes of microbial and chemical contamination events in food manufacturing. Proactive GMP compliance protocols reduce contamination probability at the source — before product is packaged and distributed.
Benefits of Digital GMP Equipment Compliance Management
FDA & FSMA Audit Readiness
Timestamped digital records provide instant, verifiable proof of equipment maintenance, sanitation, and calibration compliance required during FDA 21 CFR inspections and FSMA Preventive Controls audits.
Automated Calibration & Maintenance Alerts
Platform-driven reminders notify QA and maintenance teams before calibration due dates, PM windows, or sanitation cycles are missed — eliminating reactive compliance scrambles during audits or production runs.
Centralized Multi-Line Equipment Dashboard
Monitor GMP compliance scores across every processing line, packaging station, and cold room from a single dashboard, giving quality managers the visibility to prioritize corrective actions intelligently.
Mobile-First Field Inspections
QA technicians and maintenance staff complete equipment checks via smartphone, capturing photos, readings, and signatures on the floor — replacing paper logs and eliminating transcription delays entirely.
CAPA & Non-Conformance Escalation
Failed inspection items auto-generate prioritized CAPA work orders and notify QA supervisors immediately, ensuring no critical equipment deficiency goes unresolved before the next production window or external audit.
Immutable Audit-Trail Asset History
Every sanitation record, calibration certificate, and PM completion is stored in a searchable, tamper-evident history that satisfies FDA, BRC, SQF, and FSSC 22000 auditor requirements with instant retrieval.