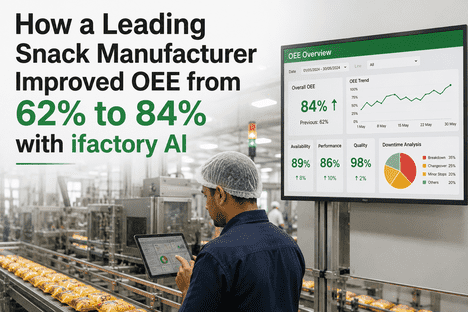
Packaging line changeovers are the single largest source of unplanned downtime in FMCG production. Every format switch whether on a filler, labeler, capper, or cartone eats into OEE and margin if not executed with precision. This SMED-based checklist breaks down the changeover process into standardized, measurable steps that reduce setup time by 50% or more. Operations teams that Book a demo with iFactory see how the platform tracks changeover performance in real time, identifies waste, and enforces standardized work across every packaging line.
The Changeover Challenge in FMCG Packaging
Why Format Changes Are the Hidden OEE Killer
In high-volume FMCG environments, packaging lines run multiple SKUs per shift. Each format change—bottle size, label type, cap torque, carton dimensionsrequires mechanical adjustments, parameter recalibrations, and quality verification. Without a standardized procedure, changeover times can balloon to 45–90 minutes, creating a cascading effect that reduces overall line efficiency by 15–25%. The financial impact is substantial: a single 60-minute changeover on a high-speed packaging line running at 300 ppm can cost upwards of $12,000 in lost production.
5 Critical Changeover Zones on Every Packaging Line
Where Standardization Delivers the Greatest Impact
Changeover Time Breakdown by Equipment Type
Benchmarking Your Line Against Industry Standards
The table below provides benchmark changeover times for common FMCG packaging equipment. These benchmarks are based on data from over 200 packaging lines using iFactory's changeover tracking module. Use these figures to identify which equipment zones on your line offer the greatest improvement opportunity.
| Equipment Zone | Typical Changeover (min) | SMED Target (min) | Key Waste Category | ROI Priority |
|---|---|---|---|---|
| Rotary Filler | 35–55 | 12–18 | Internal setup | Critical |
| Labeler (Roll-fed) | 25–40 | 8–14 | Adjustment & trial | Critical |
| Capper | 20–30 | 6–10 | Tooling change | High |
| Cartoner | 45–90 | 15–25 | Change parts | Critical |
| Conveyor / Accumulation | 10–15 | 3–5 | Walking & searching | Medium |
SMED Implementation Strategies by Equipment Type
Converting Internal Setup to External Setup for Maximum Gain
The SMED methodology classifies changeover tasks as either internal (performed while the machine is stopped) or external (performed while the machine is running). The goal is to convert as many internal tasks to external as possible. iFactory's platform helps identify and track this conversion with real-time SMED analytics. Plant managers who Book a demo receive a personalized SMED opportunity analysis for their packaging lines.
The highest-impact SMED principle is moving tasks from machine-stopped time to machine-running time. Pre-staging change parts, pre-warming adhesives, and pre-setting parameters while the previous SKU is still running can eliminate 40–50% of total changeover time. iFactory's digital checklist enforces this distinction with separate internal/external task categories and real-time verification with live performance tracking.
Assigning multiple operators to simultaneous tasks is one of the fastest ways to reduce changeover time. However, poorly coordinated parallel work leads to safety incidents and rework. iFactory's role-based checklist assigns each operator specific tasks with time targets and provides a live coordination dashboard so team leads can track progress against plan in real time.
The foundation of repeatable changeover performance is standardization. Every machine, every format combination, and every operator should follow the same documented procedure. iFactory's digital checklists include visual references, torque specifications, temperature setpoints, and video links—eliminating the variation that comes from relying on operator memory or paper binders that go missing.
The 5-Step SMED Changeover Framework
Key Changeover Performance Drivers
Frequently Asked Questions
What is SMED and how does it apply to packaging changeovers?
SMED (Single-Minute Exchange of Die) is a lean methodology developed by Shigeo Shingo that aims to reduce equipment setup and changeover times to under 10 minutes. For FMCG packaging lines, SMED involves analyzing every task during a format change, classifying it as internal or external, converting internal tasks to external, and streamlining remaining internal tasks through standardization and quick-change tooling.
How much can we realistically reduce changeover time with digital checklists?
FMCG packaging lines deploying iFactory's digital SMED checklists typically achieve a 45–55% reduction in average changeover time within 90 days. The improvement comes from three sources: task standardization (eliminating wasted steps), internal-to-external conversion (pre-staging parts and tools), and real-time performance feedback (operators improve faster when they see their time).
What equipment types benefit most from changeover standardization?
Cartoners and fillers typically show the largest absolute improvement because they have the longest baseline changeover times (45–90 minutes). Labelers and cappers show the fastest improvement velocity because their changeovers are more procedural than mechanical. In every case, digital standardization delivers measurable ROI within 3–4 months.
How does iFactory's changeover module integrate with existing MES or ERP systems?
iFactory's changeover tracking module integrates natively with major MES platforms, PLCs, and ERP systems through REST APIs, OPC-UA, and direct database connectors. Changeover start/stop events can be triggered automatically from machine signals, and completed checklist data flows directly into OEE and production reporting without manual data entry.
What is the typical ROI and implementation timeline for iFactory changeover tracking?
Plants deploying iFactory's changeover module see a payback period of 5–8 months, driven by recovered production time, reduced waste from first-pass yield improvement, and elimination of manual data collection. Annualized ROI averages 250–400% in year one. Full deployment across a single packaging line typically takes 2–3 weeks including checklist creation, operator training, and dashboard configuration.