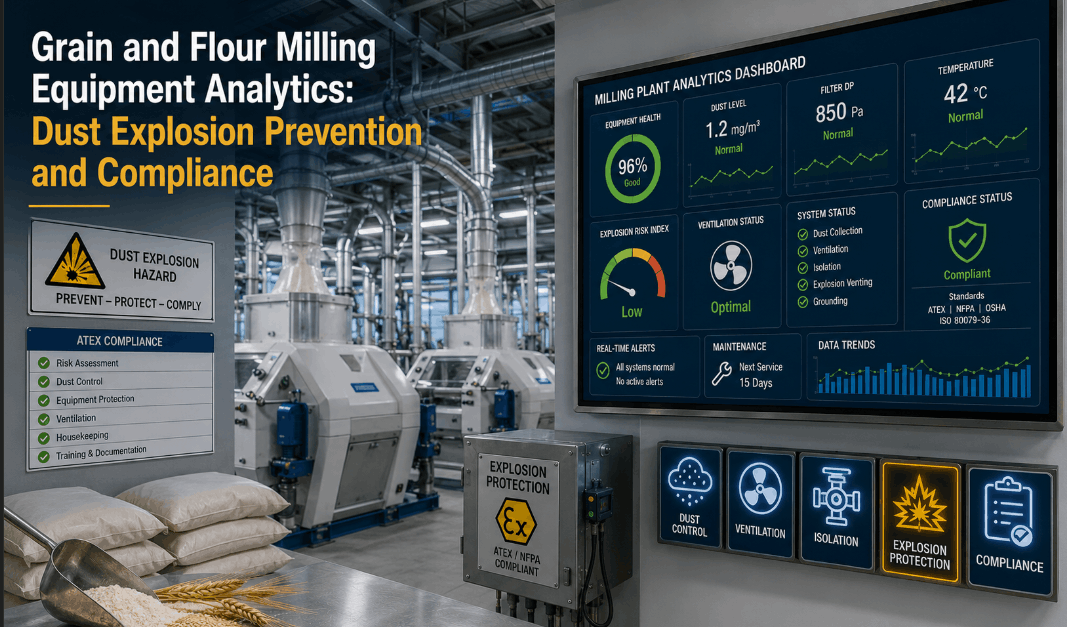
Grain and flour milling equipment analytics is rapidly becoming the cornerstone of dust explosion prevention and compliance management across the global grain processing industry. Flour mills, grain elevators, feed processing facilities, and malt houses operate in environments where combustible dust is an ever-present and potentially catastrophic hazard — and yet the majority of facilities still rely on manual inspection logs, fixed maintenance intervals, and reactive reporting to manage NFPA 652 and NFPA 61 compliance obligations. As regulatory enforcement tightens and insurance underwriters demand documented hazard analysis programs, AI-driven milling equipment analytics platforms are giving plant engineers and safety managers the continuous visibility they need to prevent dust explosions before they occur. Facilities that book a demo with iFactory are uncovering hidden compliance gaps, extending the life of dust collection systems, and building the digital audit trail that modern grain processing demands.
From Reactive Inspections to Predictive Dust Explosion Prevention
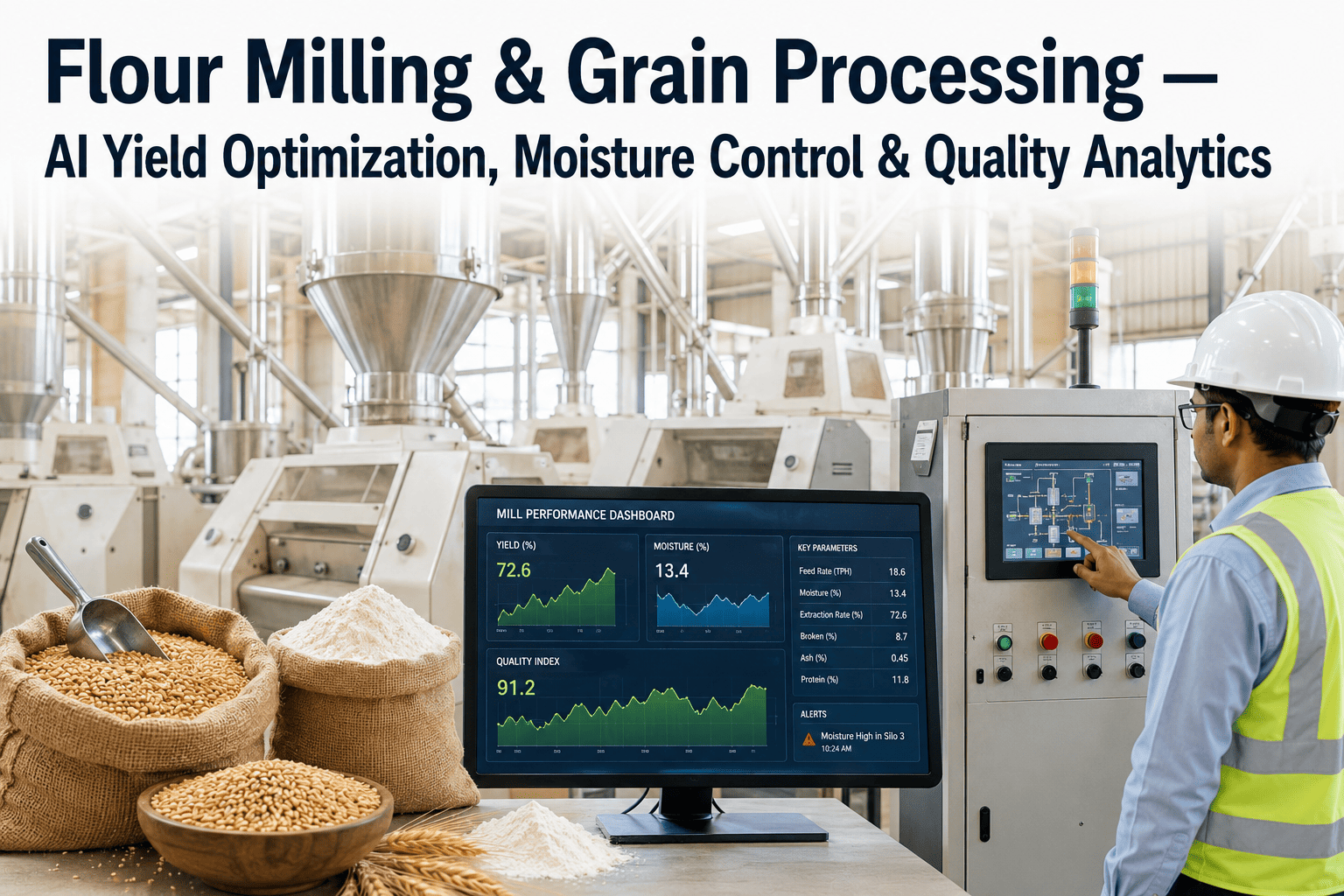
iFactory's Mobile AI App delivers real-time analytics for dust collection systems, pneumatic conveying lines, explosion vent inspections, and NFPA 652/61 compliance tracking — purpose-built for grain and flour milling plant engineers.
Why Grain Milling Analytics Is Now a Regulatory and Safety Imperative
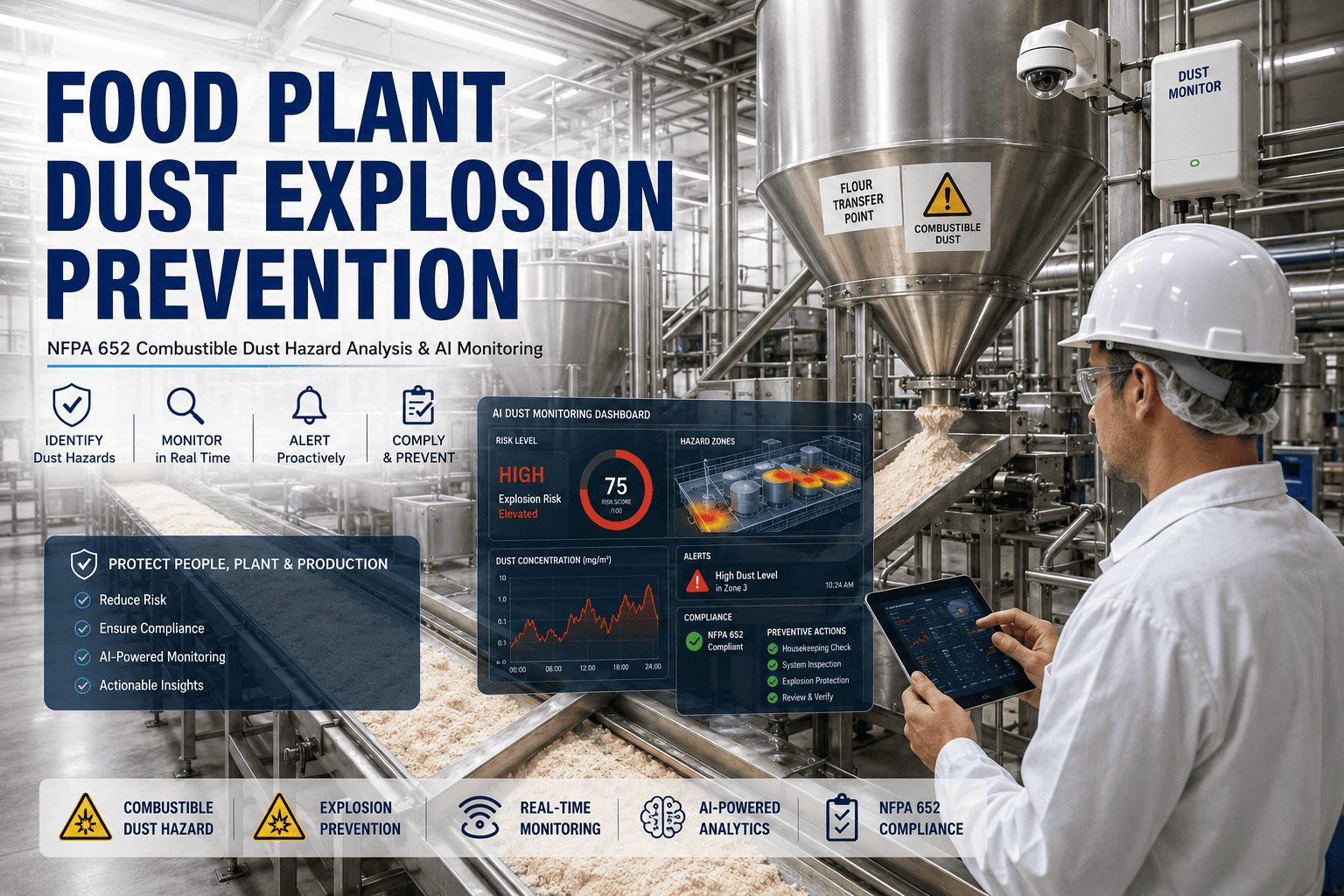
The U.S. Chemical Safety Board has documented over 500 combustible dust incidents in the past two decades, with grain and flour processing facilities consistently among the highest-risk environments. NFPA 652 (Standard on the Fundamentals of Combustible Dust) and NFPA 61 (Standard for the Prevention of Fires and Dust Explosions in Agricultural and Food Processing Facilities) impose specific obligations on facility operators — including documented Dust Hazard Analyses (DHA), regular deflagration vent inspections, and demonstrable combustible dust control programs. The challenge is that traditional maintenance workflows — paper logs, spreadsheet trackers, and calendar-based PM schedules — cannot keep pace with the dynamic, continuous nature of dust generation in active milling operations. Flour dust safety is not a static condition; it changes with production rate, equipment wear, humidity, and seasonal grain moisture variation.
AI-driven grain processing analytics addresses this compliance gap by continuously monitoring the equipment and process parameters that directly influence dust accumulation, ignition risk, and explosion propagation potential. Plant engineers who book a demo with iFactory routinely identify deficiencies in their dust collection grain systems — negative pressure inconsistencies, filter differential pressure anomalies, and explosion vent inspection overdue items — that were entirely invisible in their legacy maintenance workflows.
The Anatomy of a Grain and Flour Milling Line — Where Dust Explosion Risk Is Highest
A modern integrated grain processing facility contains multiple dust-generating zones that interact in complex ways. Understanding where combustible dust concentration is most likely to reach explosive levels is the first step toward effective grain elevator analytics deployment and targeted risk reduction.
Grain Receiving & Elevator Legs
Grain intake and vertical transport generate the highest peak dust concentrations. Leg bucket wear and boot pulley misalignment are primary ignition sources.
Roller Mills & Hammer Mills
Size reduction equipment produces sustained airborne flour dust. Bearing temperature monitoring and roll gap drift directly affect both product quality and dust generation rate.
Pneumatic Conveying Systems
Dense-phase and dilute-phase pneumatic conveying lines are primary dust suspension and propagation pathways. Velocity control and line pressure balance are critical explosion prevention parameters.
Dust Collection & Filtration
Pulse-jet baghouses and cyclone separators are the last line of dust control defense. Filter integrity, differential pressure management, and explosion vent condition are non-negotiable compliance elements.
NFPA 652 and NFPA 61 Compliance Tracking: Closing the Documentation Gap
NFPA 652 requires that facilities conducting a Dust Hazard Analysis maintain documented records of hazard identification, risk assessment findings, and corrective action completion. NFPA 61, specific to agricultural and food processing environments, adds requirements around grain elevator analytics coverage, fugitive dust accumulation limits, and deflagration vent inspection intervals. The compliance burden is significant — and the consequences of gaps are severe, including OSHA citations, insurance coverage disputes, and facility shutdowns following incidents. Milling equipment AI-driven platforms eliminate documentation gaps by creating an unbroken digital chain of compliance evidence: inspection completion timestamps, equipment condition scores, and corrective action workflows — all tied to specific asset IDs and production periods.
Automated Dust Hazard Analysis (DHA) Tracking
AI-driven compliance tracking platforms maintain a live DHA status map across all grain processing zones — flagging equipment whose hazard classification has changed due to product type switches, process modifications, or inspection findings. This ensures DHA documents remain current and defensible, not static files that go stale between triennial review cycles.
Explosion Vent Inspection Scheduling and Verification
Deflagration vents on dust collectors, silos, and bucket elevators have finite inspection intervals defined in NFPA 68 and manufacturer specifications. iFactory's compliance module tracks every vent asset with AI-verified inspection due dates, condition ratings, and photo-documented inspection records — ensuring no vent goes past its inspection window and every finding triggers a timestamped corrective action workflow.
Fugitive Dust Accumulation Monitoring
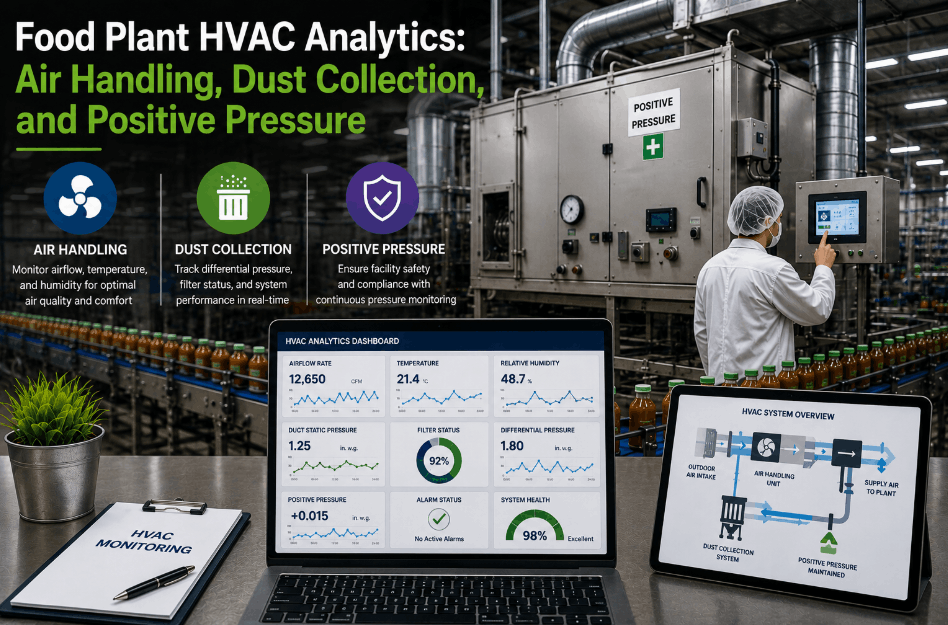
NFPA 61 specifies maximum allowable dust accumulation depths on horizontal surfaces — typically 1/32 inch in high-hazard zones. Continuous monitoring of dust collection system performance (filter differential pressure, pulse cycle frequency, exhaust opacity) provides a real-time proxy for fugitive dust generation rates, alerting engineers to housekeeping interventions before accumulation reaches hazardous levels.
Dust Collection Grain Systems Analytics: Preventing the Hidden Failure Mode
Pulse-jet baghouse dust collectors are the primary combustible dust control device in flour mills and grain processing facilities — and they are among the most analytically underserved assets on the plant floor. Traditional PM programs inspect bag condition, pulse valve function, and hopper discharge on fixed quarterly or semi-annual intervals. But the failure modes that matter most in flour dust safety — filter membrane pinholing, pulse valve timing drift, and hopper level sensor failure — develop continuously between scheduled visits and are directly detectable through real-time operational analytics.
Filter Differential Pressure Management
Continuous ΔP MonitoringRising differential pressure across baghouse filter media indicates progressive bag blinding — a condition that reduces collection efficiency and increases dust emissions into the mill environment. AI models track ΔP trend rate and correlate it with pulse valve firing patterns to distinguish normal operating variation from early bag degradation, triggering targeted inspection before collection efficiency falls below regulatory thresholds.
Pulse Valve Timing and Pressure Analytics
Pulse Energy OptimizationIneffective pulse cleaning — caused by diaphragm valve wear, compressed air supply pressure drops, or timer board drift — leads to progressive bag cake buildup and eventually catastrophic bag failure. Continuous monitoring of pulse valve actuation signatures and compressed air consumption identifies underperforming valve rows weeks before a physical inspection would detect the deterioration, reducing both energy waste and emergency bag replacement events.
Hopper Discharge and Level Monitoring
Bridging Prevention AIDust hopper bridging — where accumulated dust arches across the hopper outlet and prevents discharge — is a leading cause of baghouse overload and filter damage. When dust backs up into the filter bags under pressure, catastrophic bag failure follows rapidly. AI-driven level monitoring and rotary valve torque analytics detect early bridging signatures, enabling vibrator activation or manual intervention before hopper backup reaches the filter plenum.
Pneumatic Conveying Food Analytics: Velocity Control as Explosion Prevention
Pneumatic conveying systems are the circulatory system of the modern flour mill — moving intermediate and finished flour streams between process stages at high velocity through enclosed pipelines. They are also a primary dust explosion propagation pathway: a deflagration initiating in one part of the system can travel through interconnected ductwork and pipelines to cause secondary explosions in remote locations, which are statistically more destructive than the primary event. Pneumatic conveying food analytics addresses two critical explosion prevention parameters: transport velocity management and line pressure integrity monitoring. Plant engineers concerned about grain processing AI-driven risk reduction who book a demo with iFactory consistently identify velocity excursion events and pressure anomalies that their existing instrumentation was not flagging.
Grain Elevator Analytics: Bucket Elevator Safety Monitoring
Bucket elevators — grain legs — are statistically the most common location of primary grain dust explosions in North America. The combination of high dust concentration, confined space geometry, and multiple potential ignition sources (belt friction, bearing heat, foreign material impact) makes leg monitoring the highest-priority deployment for any grain milling analytics program. Effective grain elevator analytics focuses on three critical parameters that NFPA 61 identifies as primary ignition prevention targets.
Bearing Temperature Monitoring and Trending
Leg bearing failures are the leading ignition source in grain elevator explosions. Continuous bearing temperature monitoring with AI-driven trend analysis detects the gradual temperature rise that precedes bearing failure — providing 4–72 hours of advance warning depending on failure mode. This transforms bearing replacement from a reactive emergency into a planned maintenance event, eliminating the most common ignition source in grain handling facilities.
Belt Speed and Slip Detection
Belt slip in bucket elevators creates frictional heat at the head and boot pulleys — a direct ignition source in a high-dust-concentration environment. AI-driven belt speed monitoring compares actual belt velocity against motor drive frequency to detect slip conditions within seconds of onset, enabling automated shutdown triggers that eliminate the ignition event before dust concentration in the leg casing can reach explosive levels.
Boot Pulley Alignment and Tensioner Analytics
Misaligned boot pulleys cause uneven belt wear and bucket strikes against the elevator casing — impact ignition events that are notoriously difficult to detect without continuous vibration monitoring. Vibration signature analysis identifies the characteristic frequency patterns of bucket-to-casing contact, providing early warning of alignment drift before impact energy reaches levels capable of igniting grain dust clouds. Milling equipment reliability teams who book a demo routinely identify boot pulley issues that visual inspection on fixed intervals was consistently missing.
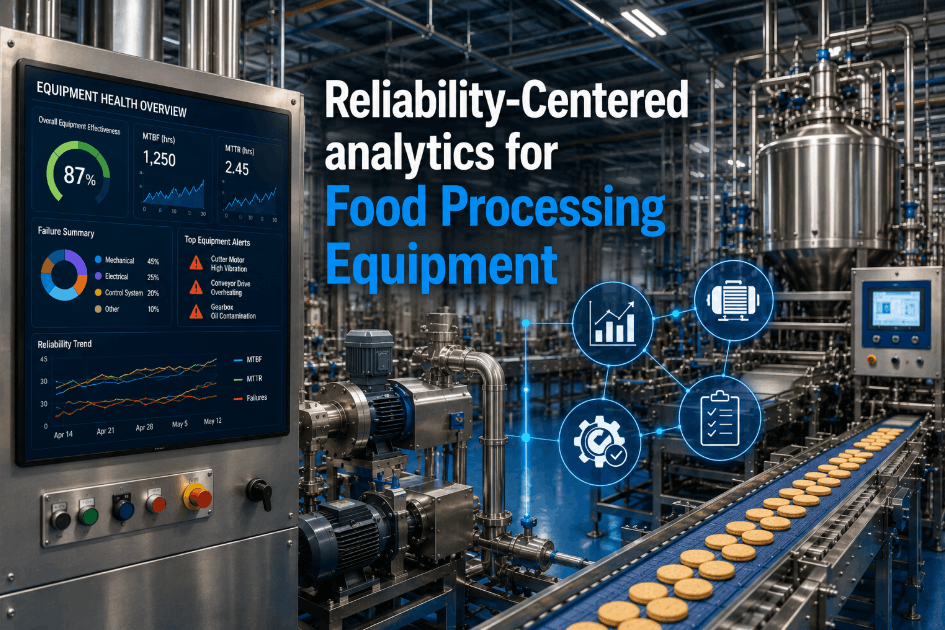
Flour Mill Equipment PM: The Financial Case for AI-Driven Condition-Based Maintenance
Refrigeration energy and equipment replacement costs dominate the financial conversation in cold chain facilities — but in grain and flour milling, it is unplanned roller mill downtime, emergency dust collector bag replacements, and regulatory penalty exposure that create the largest avoidable losses. Flour mill equipment PM programs enhanced by AI-driven analytics shift maintenance spend from reactive emergency response to planned, condition-based intervention — and the economic argument is grounded in cumulative marginal gains: hundreds of small, continuously-monitored parameters that collectively prevent the equipment failures and compliance gaps that generate outsized costs. Reliability managers building a data-driven PM roadmap for their flour plant safety program regularly choose to book a demo with iFactory to see how cross-system analytics are structured for grain processing environments.
AI detects bearing, belt, and dust collector anomalies 3–6 weeks ahead of scheduled PM visits that would otherwise miss them.
Automated NFPA 652/61 inspection records and digital compliance logs eliminate manual documentation gaps that trigger OSHA findings.
Optimized pulse cleaning cycles and airflow management reduce compressed air consumption in baghouse systems.
Typical payback period for integrated AI analytics across dust collection, pneumatic conveying, and grain elevator monitoring.
Grain and Flour Milling Equipment Analytics — Frequently Asked Questions
Does iFactory's analytics platform integrate with our existing grain facility SCADA and PLC systems?
Yes. iFactory operates as an intelligent analytics overlay above existing Level 2 SCADA, BMS, and legacy PLC infrastructure. It ingests data via standard industrial protocols — Modbus, OPC-UA, Profibus — without requiring replacement of existing automation systems. Most grain processing facilities have sufficient existing instrumentation for initial analytics deployment, with targeted sensor additions recommended only where coverage gaps exist.
How does AI-driven compliance tracking support our NFPA 652 Dust Hazard Analysis obligations?
iFactory's compliance module maintains a live DHA status map across all milling zones, automatically flagging equipment whose hazard classification may have changed due to product switches, process modifications, or new inspection findings. Every inspection, corrective action, and equipment condition update is timestamped and linked to the relevant DHA asset record — creating the defensible, current documentation that NFPA 652 requires.
Can the platform automate explosion vent inspection scheduling and documentation?
Yes. Every deflagration vent across dust collectors, silos, bucket elevators, and pneumatic conveying systems is tracked as an individual asset with inspection due dates calculated from installation date, last inspection findings, and applicable NFPA 68 and manufacturer intervals. Photo-documented inspection records, condition ratings, and corrective action workflows are maintained in an immutable digital log suitable for OSHA and insurance audit purposes.
What is the minimum sensor infrastructure needed for grain elevator analytics deployment?
Most modern grain legs have belt speed sensors, head and boot bearing temperature probes, and motor current monitoring already in place. Where gaps exist, iFactory recommends wireless bearing temperature nodes and vibration sensors at boot pulley and drive head locations — all compatible with ruggedized IoT gateways suitable for dusty, high-humidity grain handling environments.
How does pneumatic conveying analytics reduce dust explosion propagation risk?
By continuously monitoring transport velocity against material-specific saltation thresholds and tracking line pressure differentials, the platform identifies conditions that lead to plug formation — the primary driver of line rupture events that release dust into enclosed spaces. Early velocity anomaly detection allows corrective action before dust release occurs, and isolation valve status monitoring ensures that connected systems can be decoupled rapidly in the event of a pressure event.
How long does an ROI baseline assessment take for a flour milling facility?
iFactory performs a data-driven ROI baseline analysis in 2–4 weeks using your historical process, maintenance, and energy data. The output is a clear financial roadmap identifying the highest-value opportunities across dust collection optimization, grain elevator safety monitoring, and NFPA compliance documentation — providing a complete investment case before any capital commitment to full platform deployment.
Ready to Build a Safer, Smarter Grain and Flour Milling Facility?
iFactory's AI-driven analytics platform delivers real-time equipment intelligence and compliance tracking across your entire milling operation — from bucket elevator bearings to dust collector filter integrity. Purpose-built for grain processing plant engineers who demand measurable safety outcomes and audit-ready NFPA documentation.