Root cause analysis in food manufacturing is the difference between a plant that fixes the same conveyor failure every six weeks and one that eliminates it permanently. For Reliability and Analytics Leads operating under production pressure, regulatory scrutiny, and razor-thin margins, reactive troubleshooting is not a strategy — it is a liability. This guide breaks down the most effective RCA frameworks for food plant environments — from the 5 Why method to AI-driven failure mode tracking — so your team can stop chasing symptoms and start eliminating root causes. If you want to see how a unified analytics platform accelerates RCA in real food manufacturing environments, book a demo with iFactory today.
Stop Recurring Failures Before They Cost You
iFactory's AI-driven analytics platform gives Reliability and Analytics Leads the real-time failure data, structured RCA workflows, and equipment intelligence needed to eliminate root causes — not just symptoms — across your food manufacturing plant.
Why Root Cause Analysis in Food Manufacturing Is a Reliability Priority
Most food plants respond to equipment failures with correction, not investigation — the bearing is replaced, the line restarts, and the root cause is never formally documented. Without a disciplined RCA food plant process, reliability improvement stalls at the symptom level, and a single recurring failure mode occurring six times annually on a high-volume line can exceed $80K in total cost that a structured investigation could have closed permanently after the second event.
The 5 Why Method in Food Manufacturing: Foundation of Equipment Failure Analysis
The 5 Why method is the most widely deployed root cause analysis tool in food manufacturing because it is fast, requires no specialized software, and can be applied on the production floor within minutes of a failure event — yet food plant teams consistently misapply it by stopping too early, identifying a proximate cause rather than the systemic driver that, once corrected, eliminates recurrence across multiple asset classes simultaneously. Teams that want to accelerate this process at scale should book a demo to see how AI-driven RCA data capture structures the 5 Why workflow directly from live equipment data.
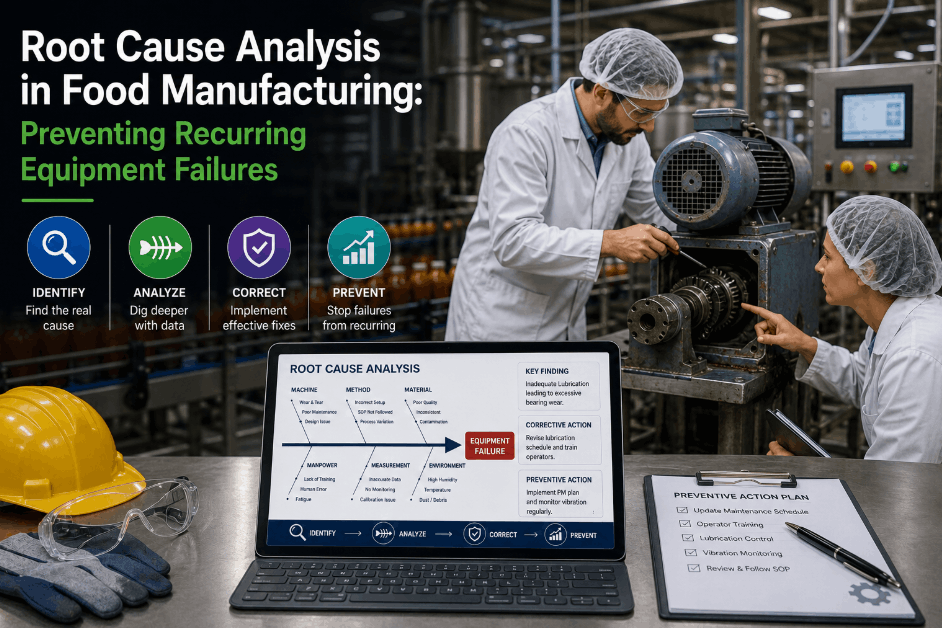
Fishbone Diagram for Food Plant Equipment Failures: Mapping Cause Categories
When a failure event involves multiple potential contributing factors, the fishbone diagram (Ishikawa diagram) provides a structured visual framework for systematically exploring every causal category before drawing conclusions — preventing investigations from anchoring prematurely on a single suspected cause and ensuring the Environment category receives the weight it consistently deserves in food manufacturing reliability analysis.
Mechanical wear, calibration drift, seal integrity, bearing condition, alignment tolerances, vibration signatures.
SOP gaps, changeover sequence errors, CIP protocol deviations, improper startup or shutdown procedures.
Ingredient viscosity variance, packaging component dimensional tolerances, lubricant specification compliance.
Operator skill gaps, shift handover communication failure, training certification gaps for specific asset types.
Sensor accuracy, inspection interval adequacy, data collection lag, manual vs. automated monitoring gaps.
Temperature excursions, humidity impact on components, chemical exposure from cleaning agents, hygiene zone pressures.
Failure Mode and Effects Analysis (FMEA) for Food Manufacturing Plants
FMEA is the proactive counterpart to RCA — applied to anticipate and prevent failures before they happen by assigning a Risk Priority Number (RPN) to each identified failure mode across critical path equipment such as sterilization systems, CCP control points, inline checkweighers, and metal detection systems. Reliability Leads who want to see how a digital platform structures FMEA data collection and tracks RPN trends over time can book a demo with iFactory to walk through a live example.
| Failure Mode | Severity (1–10) | Occurrence (1–10) | Detection (1–10) | RPN Score | Priority Action |
|---|---|---|---|---|---|
| Metal detector sensitivity drift | 10 | 4 | 6 | 240 | Automated calibration verification — daily |
| Filler nozzle seal wear | 7 | 7 | 5 | 245 | Predictive replacement schedule — every 600 hrs |
| CIP temperature sensor offset | 9 | 3 | 7 | 189 | Redundant sensor installation — critical CCPs |
| Conveyor belt tracking misalignment | 5 | 8 | 3 | 120 | Laser alignment check — bi-weekly |
| Checkweigher load cell drift | 8 | 5 | 4 | 160 | Automated test weight cycle — every shift |
AI-Driven RCA Tracking: Moving from Paper-Based Investigation to Digital Failure Intelligence
Traditional RCA in food manufacturing plants runs on paper forms and tribal knowledge — a model where investigations take too long, findings are not linked to equipment history, and corrective actions are never tracked to completion. AI-driven RCA data capture resolves all three by embedding investigation structure directly into the equipment monitoring platform, automatically surfacing relevant failure history, and identifying cross-line patterns invisible in paper-based systems — such as 60% of filler head failures occurring within 72 hours of a specific CIP cycle.
Automated Failure Event Capture
Every unplanned downtime event is automatically timestamped, linked to the affected asset, and associated with real-time sensor data from the minutes preceding the failure — eliminating memory gaps in paper-based investigations.
Pattern Recognition Across Failure History
AI analysis surfaces recurring failure patterns across assets, shifts, product SKUs, and environmental conditions — identifying root causes that span months of data and are invisible to human investigators reviewing single events.
Structured RCA Workflow Prompts
Digital RCA forms guide technicians through 5 Why chains, fishbone categories, and corrective action assignment — standardizing investigation quality regardless of technician experience level or shift timing.
Corrective Action Tracking to Closure
Every corrective action identified in an RCA is tracked to verified completion, with automated escalation when actions remain open beyond their target date — preventing the most common reason RCA findings fail to prevent recurrence.
Recurrence Monitoring Post-RCA
After an RCA is closed, the platform monitors the target asset for recurrence signals and automatically flags if the failure mode reappears — validating whether corrective actions were truly effective or deeper investigation is required.
Cross-Facility Learning Propagation
RCA findings from one facility are automatically flagged as relevant intelligence for other plants running similar equipment — allowing reliability improvements to propagate across the enterprise rather than remaining siloed at a single site.
Implementing an RCA Program in Your Food Plant: A Practical Framework
Deploying a structured root cause analysis program requires building the organizational infrastructure — trigger thresholds, team roles, documentation standards, and review cadences — that ensures investigations happen consistently and findings actually drive change. Reliability Leads benchmarking their program against food industry standards should book a demo to walk through iFactory's reliability KPI framework.
Define RCA Trigger Thresholds
Define clear trigger criteria based on downtime duration (any event exceeding 30 minutes), production impact, food safety risk (any CCP deviation), or recurrence (any failure occurring for the third or more time within 90 days).
Assign RCA Team Roles and Accountability
Each triggered RCA must have a named Lead Investigator, a Process Owner for the affected line, and a Data Owner who pulls sensor and historian data — without named accountability, investigations stall and corrective actions are never assigned.
Standardize the RCA Documentation Template
A consistent RCA template should capture: failure event timeline, equipment history, 5 Why chain with evidence, fishbone summary, root cause statement, corrective actions with owners and target dates, and effectiveness verification criteria.
Establish a Monthly RCA Review Cadence
A monthly RCA review session attended by Reliability, Maintenance, Operations, and Quality leadership tracks corrective action closure rates and identifies systemic patterns — plants running this cadence consistently outperform those treating RCA as a single-event activity.
Track Reliability KPIs Before and After RCA Closure
Measure MTBF per asset class under active RCA, repeat failure rate within 90 days of closure, corrective action completion rate, and total downtime hours attributable to previously investigated failure modes.
Common RCA Failures in Food Plants — and How to Avoid Them
Even food plants with formal RCA programs frequently fail to reduce repeat failures because structural weaknesses undermine investigation quality and corrective action execution. Understanding these pitfalls allows Reliability Leads to build a more resilient program that delivers measurable reliability improvement from the first quarter of deployment.
Stopping at the Proximate Cause
Teams replace the failed component and close the investigation without reaching the systemic driver — the CMMS gap, the training deficit, the SOP error — that guarantees the failure will recur within weeks.
Corrective Actions Without Owners or Deadlines
RCA findings generate a list of recommended actions that are documented and distributed — then quietly forgotten. Without named owners and specific deadlines, corrective action completion rates in food plants fall below 40%.
Investigating in Isolation
A maintenance technician conducts the RCA alone, without input from the operator, the quality team, or the engineer who modified the line setup the prior day — and critical causal information is never surfaced.
No Effectiveness Verification
Corrective actions are completed on time, the RCA is filed as resolved, and no one monitors whether the failure actually recurs — until it surfaces again six months later and the team is genuinely surprised.
Connecting RCA to Predictive Maintenance in Food Manufacturing
The most advanced food manufacturing reliability programs treat RCA and predictive maintenance as a closed loop — RCA findings drive the configuration of predictive monitoring thresholds, while PdM sensor data enriches future investigations by providing precise timeline data for how conditions evolved in the hours before a failure event. To understand how iFactory bridges RCA investigation data with live equipment monitoring, book a demo and walk through a real plant reliability workflow.
Food Manufacturing RCA: Frequently Asked Questions
What is the most effective RCA method for food manufacturing equipment failures?
The 5 Why method is the most practical starting point for most food plant failure events. For complex, multi-causal failures involving food safety risk, combining the 5 Why chain with a structured fishbone diagram significantly reduces the likelihood of missing contributing factors.
How does FMEA differ from RCA in a food plant context?
RCA is a reactive investigation tool applied after a failure has occurred, while FMEA is a proactive analysis used to anticipate and prevent failures before they happen. In a mature program, FMEA findings inform predictive maintenance thresholds and RCA findings update FMEA risk ratings for observed failure modes.
How long should an RCA investigation take in a food manufacturing plant?
Most food plant failure events should be investigated and closed within 5–10 business days. AI-driven data capture tools that automatically preserve sensor and historian data at the time of failure significantly reduce this timeline by eliminating the manual data collection phase.
Can RCA findings be used as evidence during FSMA or GFSI audits?
Yes — documented RCA investigations demonstrate a systematic CAPA process required under FSMA preventive controls and GFSI-recognized schemes including SQF and BRC. Plants with digital RCA records generate audit-ready CAPA documentation in minutes rather than days of manual compilation.
What KPIs should a Reliability Lead track to measure RCA program effectiveness?
Track four key metrics: Repeat Failure Rate within 90 days of RCA closure, Corrective Action Closure Rate, MTBF trend for assets under active RCA programs, and total downtime hours from previously investigated failure modes.
Ready to Eliminate Recurring Failures in Your Food Plant?
iFactory's industrial analytics platform gives Reliability and Analytics Leads a unified environment for AI-driven RCA data capture, FMEA tracking, corrective action management, and predictive maintenance integration — purpose-built for food manufacturing operations that demand measurable reliability improvement.