You're an experienced snack foods operator. Your line runs seasoner drums, extruders, fryers, baggers. Every shift brings drift challenges: a seasoner drum coating inconsistently, an extruder SME (Specific Mechanical Energy) creeping, product density drifting. You spend 40% of your day reacting — adjusting parameters, calling maintenance, managing quality alerts. Self-learning AI process control puts you back in control by detecting drift before it becomes a problem and recommending (or automatically making) corrections. Instead of guessing which parameter adjustment will fix the issue, the system tells you exactly what to adjust and when. This operator playbook walks through real plant-floor scenarios, shows how self-learning control changes your daily workflow, and explains what to do when the system needs your input. Book Demo with Us to see how operators use self-learning control every day.
Self-Learning Control on the Manufacturing Plant Floor: Snack Foods Operator Playbook
Real operator tasks and workflows · Drift detection you can trust · Guided corrective actions · Maintain process control all shift · No guessing required.
The Plant Floor Reality: Why Operators Spend Their Day Reacting
A typical snack foods shift without self-learning control: You start at 8 AM. Line is running well — seasoner drum coating evenly, product density stable. By 10:30 AM, quality alerts: "seasoner drum coating uneven on side B." You check the drum. Looks normal visually. You adjust the spray nozzle angle slightly. Test batch: still uneven. You call maintenance. They check motor speed (okay), bearing play (okay). An hour is spent troubleshooting a symptom nobody understands. Meanwhile, 2–3 hours of product with inconsistent seasoning queues up. By noon, you've lost 2 hours to one undefined problem. With self-learning control, the system detected drum coating drift 90 minutes earlier, identified it as "drum bearing wear increasing friction — recommend lubrication and motor current increase +0.2A to compensate." You act before the problem becomes visible. Zero product loss. Zero mystery.
Operator Tasks: Before & After Self-Learning Control
Your Daily Playbook: Operating With Self-Learning Control
Dashboard shows overnight monitoring summary. Any anomalies? Equipment issues? Material changes? Review 5–10 alerts (takes 5 min). Approve system recommendations for bearing, motor current, calibration adjustments.
You select today's product from menu (SKU A: "Cheese Puffs," SKU B: "Seasoned Rings"). System loads best-known parameters for current season and material batch. Display shows: temp, moisture, speed, spray, conveyor settings.
Line starts. You observe first 5–10 units coming off. Quality looks good? Product density, seasoning coverage, texture normal? System will continue optimizing in real-time. You don't need to adjust manually.
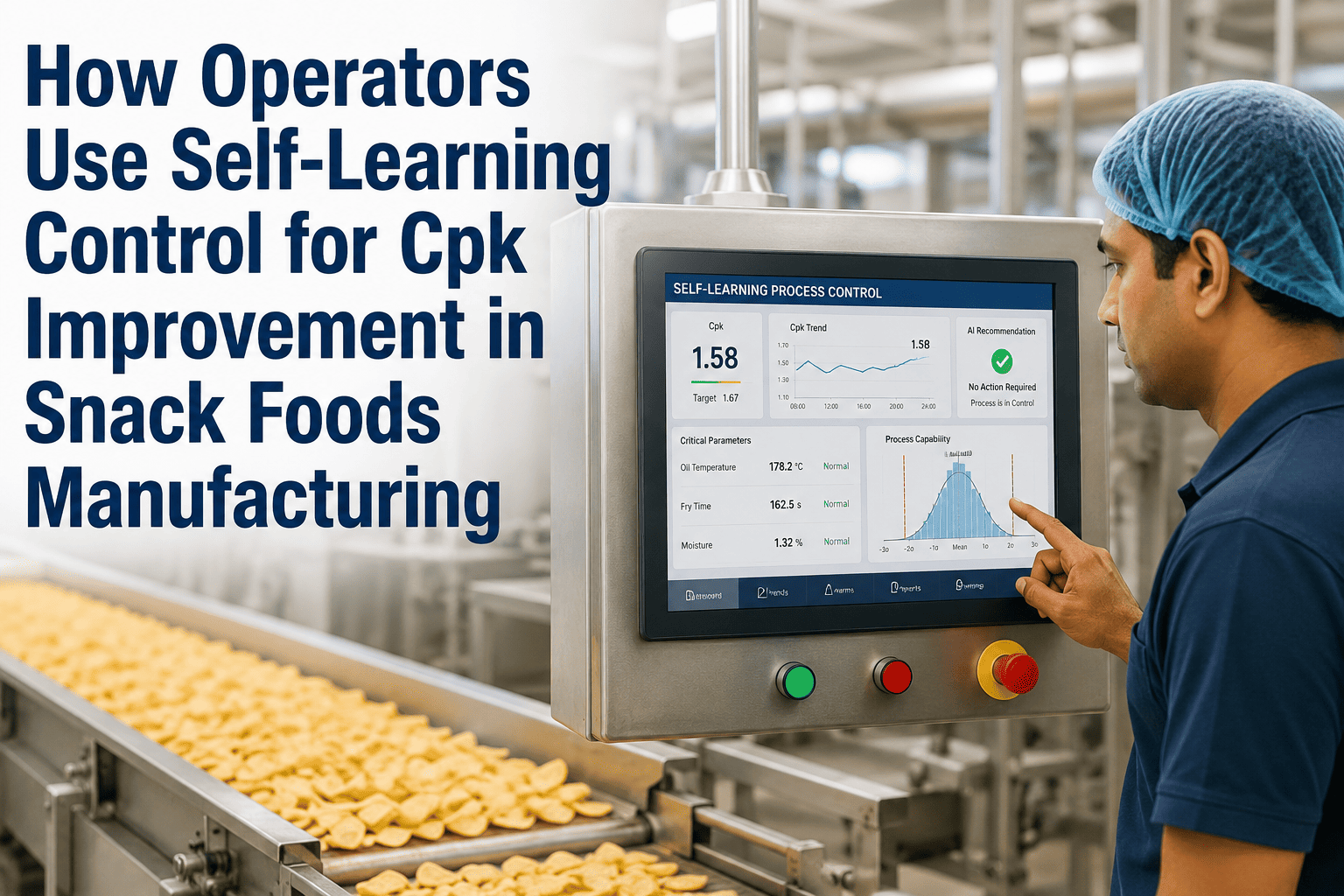
Every 15 minutes, quick glance at process dashboard. All green? Cpk trending up? Production rate on track? Most shifts will show "All Parameters Nominal" — no action needed. System owns the continuous tuning.
Periodically (every 30 min), pull a sample from each equipment zone. Weigh, check density, feel texture, inspect seasoning coverage. Compare to specification. System is optimizing for consistency; your visual checks confirm reality matches the data.
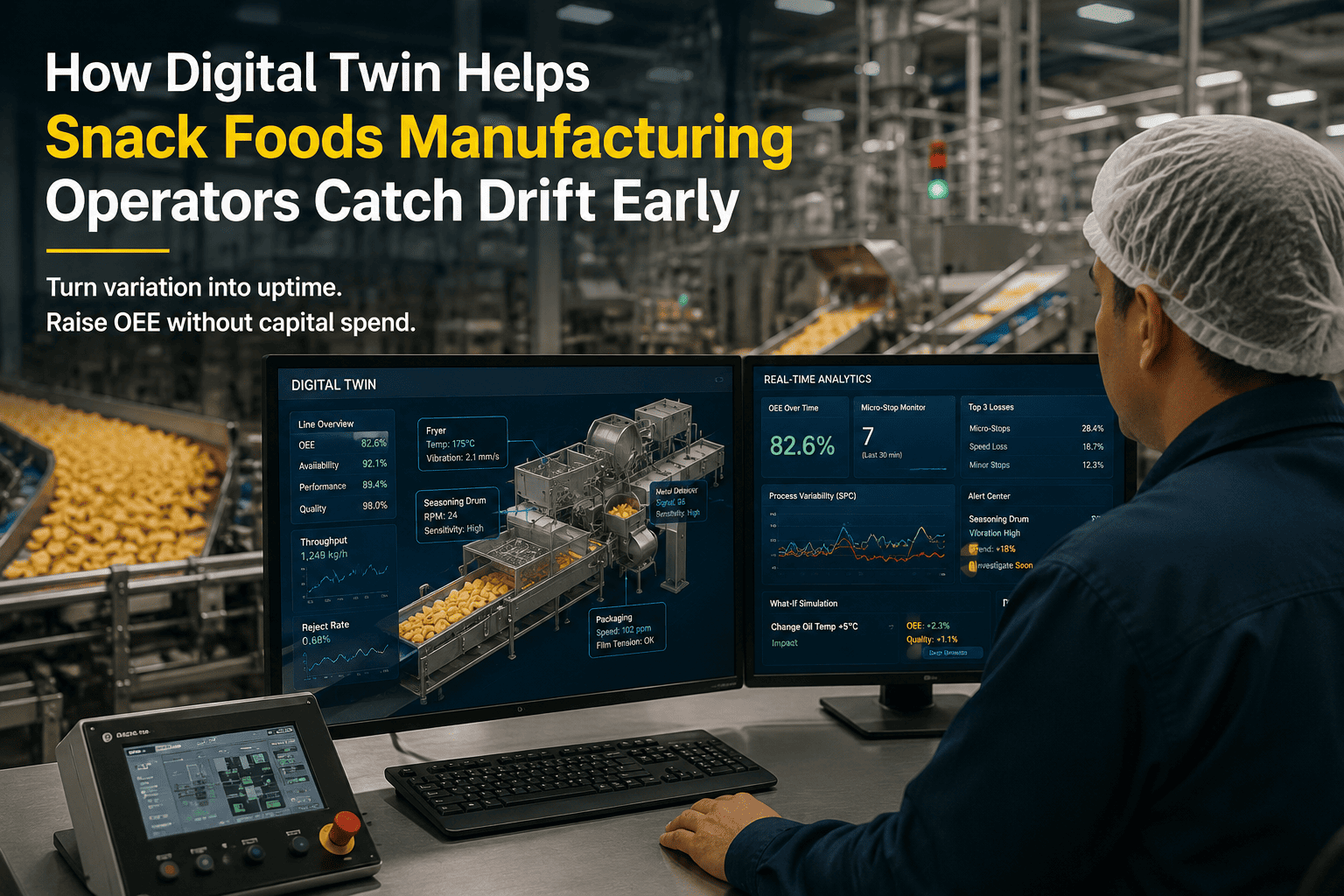
System alerts: "Seasoner drum vibration increasing — lubrication recommended." You spend 5 minutes applying bearing lubricant. Alert clears. System re-optimizes. Prevention complete before problem becomes visible.
System: "Material moisture increased (incoming batch 12.5% vs yesterday 11.9%). Recommendation: reduce water injection -0.3%." You make the adjustment (30 seconds). System confirms impact on next batch. Drift prevented.
Log any observations: "Bearing lubrication applied 11:15. Material batch change at 11:30. Extruder screw speed adjusted -0.3% per system alert." System captures this for next shift and for continuous learning.
Dashboard shows: "Shift Summary — Cpk 1.38 (target 1.33, exceeded). Process in control. 6 proactive alerts, 6 actions taken. Zero reactive firefighting." Print shift report for handoff.
Tell next operator: "Bearing lubrication done. Material batch 12.5% moisture — system adjusted accordingly. Equipment running clean. System ready for their product." Next operator starts shift with full context.
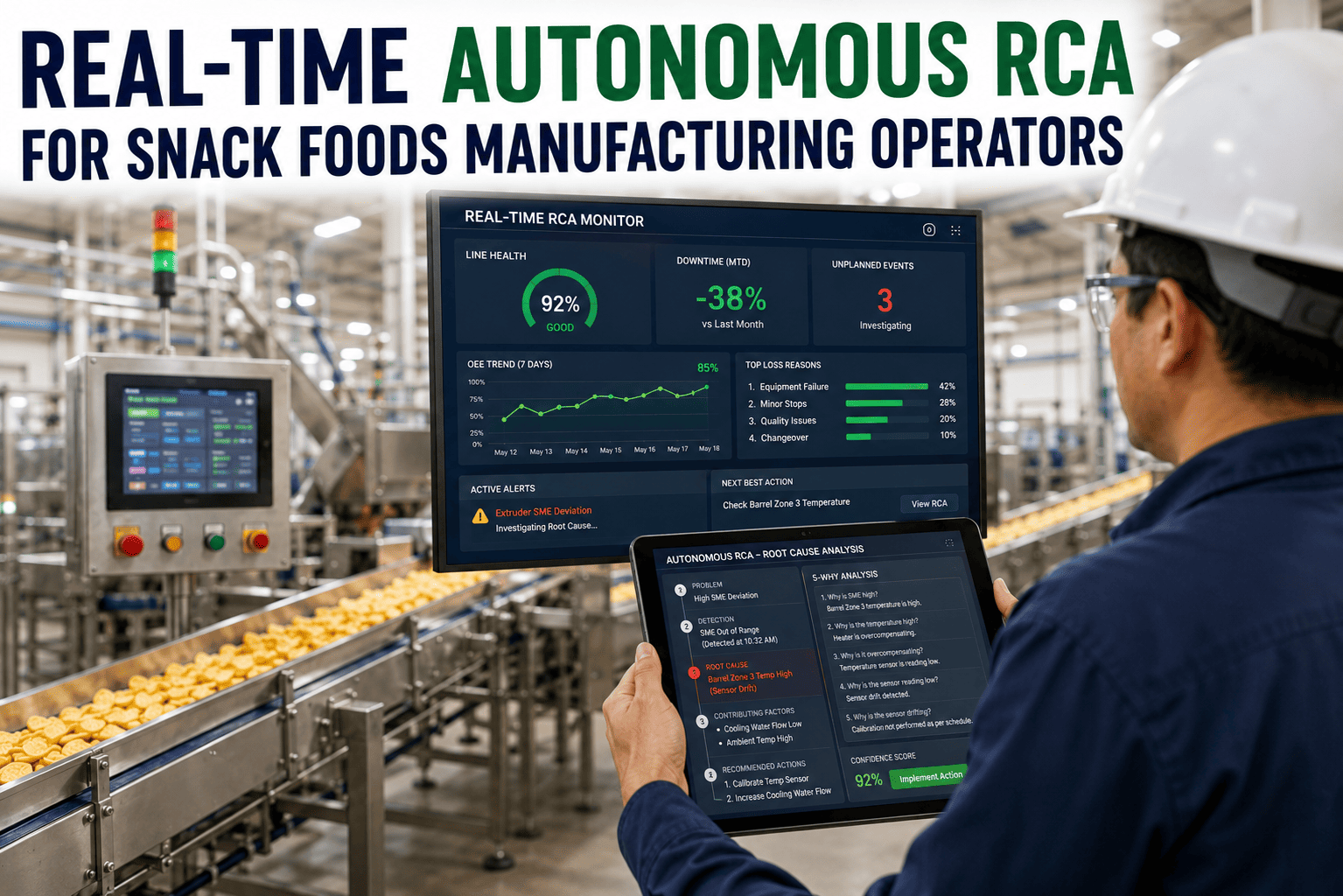
Real Drift Scenarios: What Alerts Look Like & What You Do
- Apply bearing lubricant to seasoner drum (5-min task).
- System automatically increases motor current +0.15A to maintain speed despite higher friction.
- Next batch: vibration returns to 2.3g. System confirms "bearing wear compensated."
- Continue shift normally. No quality impact.
- System has already identified root cause and recommended correction.
- You approve the screw speed reduction (-3 rpm). System applies it automatically.
- Next batch: SME returns to baseline 52.8 kWh/ton. Product density stable.
- Shift continues without product loss.
- New batch arrives. QC scans batch ID. System pulls moisture data (12.6%).
- System makes recommended adjustments automatically or asks for your approval.
- First batch of new material: density 97.4g (on target). No ramp-up loss.
- Continue production at optimal parameters for new material.
- You can override the recommendation. Skip the adjustment.
- System logs your decision: "Operator overrode moisture adjustment at 11:45. Observed density stable despite system recommendation."
- System learns: "In similar conditions, operator knowledge prevented false positive. Adjust recommendation algorithm."
- Next time similar conditions occur, system's recommendation improves.
What Self-Learning Control Gives You on the Plant Floor
After: 20–30 minutes on preventive alerts
Gain: 2–3 hours for deep quality monitoring, equipment inspection, continuous improvement
After: "System says reduce speed 3 rpm. Approved." Precision-guided.
After: "System stable. One bearing lubrication done. Material batch 12.5% moisture — system adjusted. Full history in dashboard." Continuity.
After: "System maintains consistency 24/7. New operator, veteran operator, overnight shift — all achieve same quality." Operator-independent performance.
Frequently Asked Questions
Become the Expert Operator Your Plant Needs
Self-learning control handles the continuous tuning. You focus on quality, equipment health, and continuous improvement. Shift from reactive firefighting to proactive optimization. Empower your shift team with AI that works with you, not against you.