Mining Conveyor Systems AI Quality | AI Vision QC Supervisors
By Grace on June 13, 2026
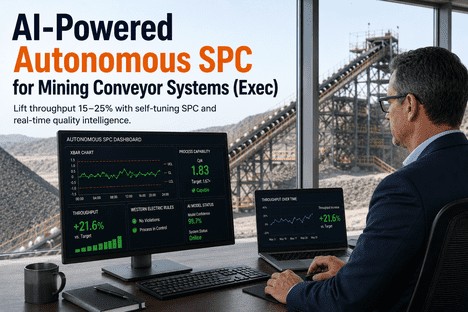
A conveyor belt carries 10,000 tonnes of material per shift. Somewhere on that belt, a 300-millimetre longitudinal tear is opening at the splice. An idler has seized and is grinding rubber dust into the ore stream. A chunk of tramp metal from the primary crusher is riding the belt toward the discharge chute where it will puncture the belt and contaminate 200 tonnes of finished product. None of these defects are visible to the operator in the control room. None of them trigger the existing SPC alarms because the vibration and current sensors do not cover the belt surface. The defects travel past every traditional monitoring point and reach the discharge undetected. AI vision quality inspection closes this coverage gap by placing trained deep-learning cameras at every critical point on the conveyor path — detecting surface tears, cover damage, splice gap widening, tramp metal, and carryback accumulation at line speed, in real time, and feeding every classification directly into the autonomous SPC control chart. This is the shift supervisor's guide to deploying AI vision quality on mining conveyor systems for zero-defect output.
Supervisors Who Eliminate Conveyor Defects at the Source Use Cameras That See What Sensors Miss — and Feed Every Detection Into a Control Chart That Never Sleeps.
iFactory's AI vision quality platform gives mining conveyor supervisors deep-learning camera systems that detect surface tears, splice deterioration, tramp metal, and carryback at line speed — with every defect classification logged, trended on live control charts, and integrated into autonomous SPC for closed-loop quality management from belt surface to discharge.
Mean average precision achieved by deep learning vision models detecting micro-damage on conveyor belt surfaces in industrial mining conditions
80%
Defect reduction documented when AI vision inspection replaces manual belt walkdowns — catching surface defects the human eye misses at line speed
100%
Inspection coverage achieved when AI vision systems monitor every square metre of belt surface — versus periodic sampling with manual walkdowns
70%
Reduction in unplanned conveyor downtime when vision-detected defect warnings are integrated with SPC and maintenance scheduling
The Coverage Gap on Every Mining Conveyor: Why Surface Defects Travel Past Traditional Sensors
A typical mining conveyor is instrumented with vibration sensors on idler stations, motor current transducers, belt speed encoders, and tracking proximity switches. These sensors monitor the mechanical health of the drive system and the structural components. They do not monitor the belt surface. A longitudinal tear that opens at the splice and travels 50 metres down the belt leaves no vibration signature. A tramp metal fragment embedded in the material bed produces no current fluctuation until it reaches the discharge chute and punctures the belt. A cover rubber abrasion from a seized idler sheds particles into the product stream for hours without triggering a single SPC alarm. The belt surface is the largest undetected defect zone on every conveyor system — and traditional sensors cannot see it. AI vision quality fills this gap by bringing the inspector's eyes to every metre of the belt, running at full production speed, 24 hours per day.
The AI Vision Quality Inspection Pipeline — From Camera to Control Chart
01
Image Capture at Line Speed
High-speed industrial cameras positioned at transfer points, the discharge zone, and along the belt path capture continuous images of the belt surface and material bed at production speed. Line-scan cameras image the full belt width at millimetre resolution. Area-scan cameras capture transfer points and chute zones where impact damage and material build-up occur. Each image is time-stamped and tagged with the belt segment identifier.
02
Deep Learning Inference at the Edge
Each camera runs an onboard deep learning model — typically a convolutional neural network architecture optimised for real-time inference — that classifies every image frame into defect categories or passes it as conforming. The model has been trained on thousands of labelled conveyor defect images including tears, cracks, edge fraying, splice gap widening, tramp metal, and carryback accumulation. Inference occurs at the edge in milliseconds per frame, with no cloud dependency or network latency.
03
Classification and Severity Grading
Every detected defect is classified by type and assigned a severity grade. A 50-millimetre edge crack receives a lower severity than a 300-millimetre longitudinal tear. The classification output includes the defect type, pixel coordinates on the belt surface, severity score, and a confidence interval. Multiple defect types can be detected in a single frame — the model outputs a separate classification for each identified anomaly.
04
SPC Data Stream Integration
Every vision classification is written into the SPC data stream as an attribute variable. Belt cover damage is plotted as a defect rate per hour on a u-chart. Splice gap progression is plotted as a variable on an X-bar chart. Tramp metal events are plotted as attribute counts on a c-chart. The autonomous SPC system applies Western Electric rules to the vision data stream just as it does to vibration and current data — detecting trends, shifts, and out-of-control conditions.
05
Supervisor Alert and Action Assignment
When a vision-detected defect violates a Western Electric rule on the control chart — or when a single high-severity defect (tramp metal, large tear) is classified with confidence above the alert threshold — the system generates a supervisor alert with the camera ID, belt segment, defect type image, and recommended action. The supervisor reviews the alert and assigns a corrective action from the dashboard.
06
Trend Analysis and CAPA Closure
The vision defect rate trend is tracked over time and correlated with corrective actions. If the defect rate for a specific category declines after a maintenance intervention and remains below the self-tuning upper control limit for the configured effectiveness window, the CAPA is marked as effective. If the rate rebounds, the CAPA reopens automatically with a link to the previous investigation.
Seven Conveyor Defect Categories That Only AI Vision Can Detect — and How Each Is Classified
The following defect categories are invisible to vibration, current, and speed sensors. Each requires visual classification to detect, and each maps to a specific SPC control chart type for trend monitoring and alerting.
01
Longitudinal Belt Tears
Longitudinal tears open along the belt length, typically at the splice or from tramp metal penetration. They propagate rapidly and can split the belt along its entire length within minutes. AI vision detects the tear from the contrast change at the belt surface using semantic segmentation models trained on tear edge patterns. Detection threshold: 50 mm minimum tear length at 99% confidence. SPC integration: c-chart on tear events per shift.
Severity: Critical — immediate belt stop recommended on detection
02
Splice Gap Widening and Deterioration
Mechanical and vulcanised splices deteriorate progressively. The gap between belt ends widens, and the splice edges begin to fray or separate. AI vision measures splice gap width at every belt pass using pixel-distance measurement and tracks the gap trend over time. Detection threshold: gap increase of 2 mm above the splice baseline triggers a trend alert. SPC integration: X-bar chart on splice gap measurement per pass.
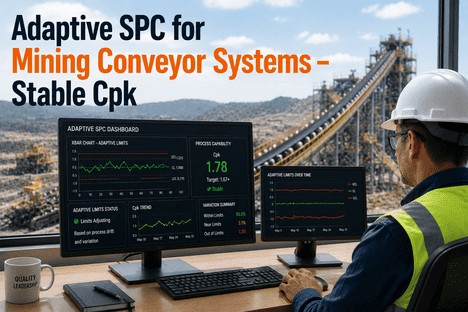
Severity: High — schedule replacement within 72 hours when trend exceeds 1.33 Cpk threshold
03
Cover Rubber Cracks and Abrasion
Belt cover rubber cracks from aging, ozone exposure, and mechanical stress. Abrasion damage occurs from contact with seized idlers or structural components. AI vision classifies crack density and abrasion area percentage per belt segment using surface texture analysis. Detection threshold: crack density exceeding 5% of segment surface area triggers investigation. SPC integration: p-chart on cracked segment proportion per hour.
Severity: Medium — trending track on p-chart determines escalation velocity
04
Tramp Metal and Foreign Object Detection
Tramp metal — drill bits, bucket teeth, liner plates — enters the conveyor from upstream processes and embeds in the material bed. When it reaches the discharge chute, it can puncture the belt, damage the pulley, or contaminate the product. AI vision classifies tramp metal by shape, reflectivity, and edge contrast against the material background. Detection threshold: metal object larger than 30 mm at 95% confidence. SPC integration: c-chart on tramp metal events per shift, with Pareto by object type.
Severity: Critical — immediate discharge inspection and belt stop if object is approaching the chute
05
Edge Fraying and Delamination
Belt edges fray from contact with the structure during tracking deviations. Delamination occurs when the rubber cover separates from the carcass at the edge. AI vision detects fraying through edge contour irregularity analysis and delamination through thickness profile variation at the belt edge. Detection threshold: fraying depth exceeding 15 mm from the edge triggers warning. SPC integration: X-bar chart on fray depth measurement per belt segment.
Material that adheres to the belt return side and accumulates on idlers, pulleys, and structure causes tracking deviations, belt damage, and product contamination. AI vision classifies carryback accumulation area at each return idler station using pixel-area measurement. Detection threshold: accumulation covering more than 20% of the idler width triggers cleaning alert. SPC integration: p-chart on carryback-affected idler proportion per shift.
If a Sensor Cannot Detect a Belt Tear That Is 300 Millimetres Long, It Is Not a Monitoring System — It Is a Blind Spot in the Shape of a Control Chart. AI Vision Is the Only Way to Close It.
iFactory's AI vision quality platform places deep-learning cameras at every critical point on the conveyor path — with every detection feeding directly into the autonomous SPC system for real-time trending, Western Electric rule evaluation, and shift-ready compliance documentation.
Manual Walkdown vs AI Vision Inspection — Why the Belt Surface Needs Continuous Coverage
Manual Belt Walkdown Inspection
Inspector walks the belt line once per shift — coverage is 2 of 24 hours maximum
Surface defects detected only if visible to the human eye at walking speed — micro-cracks and early-stage tears are missed
No quantitative measurement — defect size and severity recorded as subjective observations in the shift log
No trend data — each walkdown is a snapshot with no comparison to the previous inspection's measurements
Inspector fatigue and attention variation between shifts produce inconsistent detection rates
No integration with SPC — walkdown findings are written in a log, not plotted on a control chart
AI Vision Continuous Inspection
Cameras inspect 100% of the belt surface, 24 hours per day, 7 days per week — no coverage gaps between walkdowns
Deep learning models detect defects down to 0.1 mm resolution — micro-cracks, edge fraying, and early splice gap widening are caught before they become critical
Every defect is measured in pixels and classified by severity grade — objective, repeatable, quantitative data
Every classification is plotted on a live control chart — defect rate trends, splice gap progression, and carryback accumulation are visible as Cpk-trended data
Consistent detection performance across all shifts — the model applies the same classification criteria to every frame, every hour
Every vision defect is an SPC data point — Western Electric rules, Cpk trends, and CAPA linkages are applied automatically
What the AI Vision Quality Supervisor Dashboard Shows
The supervisor dashboard for AI vision quality is built around a single objective: eliminate every defect that can be seen before it reaches the customer. Every view answers a specific operational question about the current state of conveyor surface quality.
Vision View 01
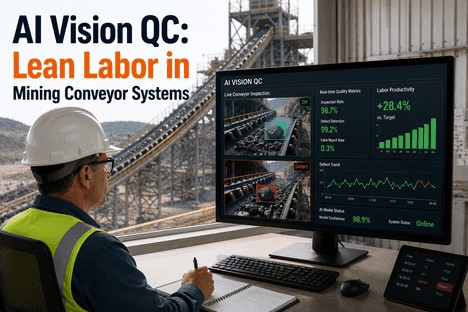
Live Camera Feed With Overlaid Defect Classifications
The supervisor sees every camera feed with AI-classified defects highlighted by bounding boxes and colour-coded by severity. Red boxes for critical defects, amber for high, yellow for medium, green for low. Each box displays the defect type, severity grade, and confidence percentage. The supervisor can click any box to view the defect detail panel showing a zoomed image, pixel measurements, and the classification history for that belt segment.
Supervisor action: Click any defect box to view classification detail. Critical defects trigger immediate notification regardless of dashboard viewing.
Vision View 02
Vision Defect Rate Control Chart by Category
Every vision defect category has its own control chart. Splice gap width is plotted on an X-bar chart with self-tuning UCL and LCL. Cover crack density is plotted on a p-chart. Tramp metal events are plotted on a c-chart. Each chart applies Western Electric rules automatically and highlights rule violations. The supervisor sees at a glance whether the vision defect rate for any category is in control, trending, or out of control.
Supervisor action: Out-of-control vision charts trigger the same escalation as sensor-based SPC violations. No separate monitoring system to check.
Vision View 03
Splice Gap Trend — Pixel-Accurate Progression Tracking
The splice gap is measured at every belt pass and plotted on an individual-value control chart with the baseline gap, the current measurement, the Cpk, and the projected time-to-failure at the current wear rate. The supervisor sees exactly how many belt passes remain before the splice reaches the critical gap threshold — in hours, not in subjective walkdown assessments.
Supervisor action: Schedule splice replacement when Cpk falls below 1.33 on the gap measurement. Projected hours-to-critical displayed on the chart.
Vision View 04
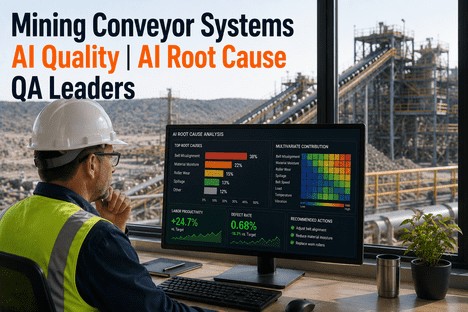
Defect Pareto by Camera Position and Defect Type
The Pareto view ranks vision-detected defects by camera position and defect type, revealing which belt segments produce the highest defect volume and which defect categories dominate. A supervisor who sees that 55% of all vision defects originate at the transfer point camera has an actionable finding — increase inspection frequency at the transfer point, adjust the chute liner, or reinforce belt impact protection. The Pareto is generated automatically from the vision classification log.
Supervisor action: Direct maintenance resources to the camera position ranked highest in the Pareto. Patterns drive systemic fixes, not individual repairs.
Vision View 05
Model Confidence and Retraining Dashboard
The deep learning model's classification confidence is monitored continuously. If confidence drops below 90% on any defect category — indicating that the material appearance or lighting conditions have shifted — the dashboard alerts the supervisor and recommends model retraining with new labelled images. The system captures the low-confidence frames and queues them for review, so the model improves continuously without requiring the supervisor to manually collect training data.
Supervisor action: Review low-confidence frames when alerted. Approve retraining queue. The updated model deploys within the same shift.
Vision View 06
Vision-CAPA Linkage — Defect Closure Verification
Every corrective action generated from a vision-detected defect is linked to the camera, belt segment, and defect category. When the CAPA is closed, the system continues monitoring the defect rate for that category at that camera position. If the defect rate does not decline below the self-tuning UCL within the effectiveness window, the CAPA reopens automatically with a note that the vision data does not confirm the intervention was effective.
Supervisor action: CAPA closure requires vision defect rate confirmation. No manual evidence compilation needed — the control chart provides the effectiveness proof.
"
We had been doing manual belt walkdowns every shift for years. Our inspection log showed zero belt defects for the previous three months. Then we installed AI vision cameras at three transfer points and the discharge chute. In the first week, the system detected 14 longitudinal tears between 80 and 200 millimetres, 6 instances of tramp metal, and a splice gap that had widened by 5 millimetres without anyone noticing. Our walkdowns had been missing defects that were visible on the belt surface. We were not negligent — we were limited by what the human eye can catch at walking speed on a belt running at 4 metres per second. The AI vision system did not just find defects we were missing. It showed us that our manual inspection coverage was effectively zero for the 22 hours between walkdowns. We have not had a belt tear reach the discharge chute since the cameras went live. The system sees what we cannot.
— Shift Supervisor, Copper Concentrator Conveyor System — 4 km Overland Belt, 8,000 tph Rated Capacity
Conclusion
Conveyor defect elimination in mining is not achievable with vibration sensors and current transducers alone. These sensors monitor the mechanical health of the drive system, but they cannot see the belt surface. Longitudinal tears, splice deterioration, tramp metal, cover cracking, and carryback accumulation are invisible to every sensor on a traditional conveyor monitoring system — and they travel past every monitoring point to reach the discharge undetected. AI vision quality inspection closes this coverage gap by placing deep-learning cameras at every critical point on the conveyor path and feeding every defect classification into an autonomous SPC control chart that trends, alerts, and documents automatically.
The documented outcomes from mining conveyor operations using AI vision quality systems are consistent and verifiable: 96.6% detection accuracy for micro-damage on belt surfaces, 80% reduction in conveyor defects when vision inspection replaces manual walkdowns as the primary detection method, and 70% reduction in unplanned downtime when vision-detected defect warnings are integrated with SPC and maintenance scheduling. These are not projections from simulation studies. They are measured outcomes from operations that recognised that the largest undetected defect zone on every conveyor is the belt surface — and deployed AI vision to close the gap.
iFactory's AI vision quality platform is designed for mining conveyor supervisors and quality leaders who need to eliminate surface defects that traditional sensors cannot detect. Book a Demo to see the AI vision inspection system configured for your conveyor profile and defect categories, or talk to an expert about a free vision coverage assessment for your conveyor system.
Frequently Asked Questions
AI vision cameras deployed on mining conveyors are housed in pressurised enclosures with integrated lens cleaning systems — compressed air knives, wiper blades, or liquid spray cycles depending on the dust loading at each camera position. The deep learning model is trained on images that include dust artefacts, fogged lenses, and low-visibility conditions, so the model can distinguish between a dust spot on the lens and a genuine belt defect. If lens contamination exceeds the model's confidence threshold — typically when the lens is more than 30% obscured — the system generates a camera maintenance alert rather than attempting to classify defects through compromised imagery. Each camera also has a self-diagnostic routine that runs a known calibration pattern past the lens at configurable intervals and reports the image quality score to the supervisor dashboard. In underground conveyor applications with high humidity and dust loading, the recommended camera housing includes a vortex cooler and dual-stage air filtration to maintain optical clarity continuously. Talk to an expert about configuring the camera housing and cleaning system for your conveyor environment's specific dust loading conditions.
The initial model is pre-trained on a generic conveyor defect dataset containing over 50,000 labelled images of belt tears, splice gaps, edge fraying, tramp metal, and carryback across multiple mining material types and lighting conditions. This pre-trained model deploys in shadow mode immediately upon camera installation — classifying defects in parallel with existing inspection methods without driving decisions. During the first two to four weeks of operation, the supervisor reviews the shadow-mode classifications and confirms or corrects them, generating a site-specific dataset that is used to fine-tune the model for the particular conveyor, material type, and lighting conditions at each camera position. Fine-tuning typically requires 200 to 500 site-specific labelled images per defect category to achieve detection accuracy above 95%. The fine-tuning process runs on the edge camera hardware and completes within hours. After deployment, the model continues learning through active learning — low-confidence detections are queued for supervisor review, and confirmed classifications are cycled into the next training iteration automatically. Over six months of operation, the model's accuracy typically improves by 3 to 5 percentage points as it accumulates more site-specific defect examples. Book a Demo to see the model training dashboard and accuracy progression data from comparable conveyor deployments.
Yes. The deep learning model is trained to distinguish between three surface states: conforming surface (normal belt texture, material residue, acceptable wear patterns), non-conforming surface (tears, cracks, edge fraying, splice gap progression, tramp metal), and sensor artefacts (lens contamination, lighting reflections, material spray). The classification head of the neural network outputs a separate probability for each state, and the alert threshold is set at 90% confidence for non-conforming classification. If the model confidence is below 90%, the detection is classified as uncertain and queued for supervisor review rather than generating an alert. This three-state classification architecture is what gives AI vision systems their high true-positive rate and low false-positive rate in dusty, high-variability conveyor environments. The false positive rate for deployed systems is consistently below 2% — meaning that fewer than 2 out of every 100 alerts require the supervisor to investigate a non-existent defect. This is achieved through a combination of diverse training data (images captured across multiple lighting conditions, belt materials, and material types), data augmentation during training (synthetic addition of dust spots, glare, and residue patterns), and an active learning feedback loop that incorporates supervisor corrections into the next model iteration. Talk to an expert about configuring the three-state classification thresholds for your conveyor's specific surface conditions.
The system supports configurable automatic response actions per defect category and severity level. For critical defects — longitudinal tears exceeding 200 mm, tramp metal approaching the discharge chute, or imminent splice separation — the system can be configured to send a stop signal directly to the conveyor PLC via hardwired digital output or network protocol (EtherNet/IP, Profinet, Modbus TCP). The stop command includes the camera ID, belt segment, and defect image so the supervisor knows exactly where and why the belt stopped before reaching the physical location. For high-severity defects that do not require an immediate stop — splice gap widening above the warning threshold, cover crack density increasing — the system generates an alert to the supervisor dashboard and mobile notification without stopping the belt, allowing the supervisor to decide whether to reduce belt speed, increase inspection frequency, or schedule a maintenance window. The automatic stop configuration is set per camera position and defect category during commissioning and can be adjusted remotely from the supervisor dashboard. All automatic stop events are logged with the triggering image, model confidence, and PLC timestamp for post-event analysis and compliance documentation. The default configuration for most mining conveyor deployments is: automatic stop enabled for longitudinal tears and tramp metal, alert-only for all other defect categories, with a 10-second supervisor acknowledgement window before escalation. Book a Demo to see the automatic stop configuration interface and PLC integration setup for your conveyor control system.
The Belt Surface Is the Largest Undetected Defect Zone on Every Conveyor. AI Vision Is the Only Way to Close the Coverage Gap. Get a Free Vision Coverage Assessment for Your Conveyor System.
iFactory's AI vision quality platform for mining conveyor supervisors — deep-learning cameras that detect surface tears, splice deterioration, tramp metal, and carryback at line speed, with every classification integrated into autonomous SPC control charts for real-time trending, Western Electric rule evaluation, and CAPA effectiveness tracking with zero manual data entry.