Every hour a quality leader spends tracing a conveyor belt defect to its source is an hour the process ran with the root cause uncorrected — producing more off-spec material, consuming more inspection labour, and compounding the productivity loss that the quality programme was designed to prevent. In mining conveyor systems, the root cause analysis cycle follows a predictable pattern: an operator flags an anomaly, the sample confirms the defect, the quality leader assembles the data, the team debates contributing factors, a corrective action is written, and the root cause is logged — typically eight to twenty-four hours after the defect was first detectable in the process data. The material produced during that gap is either reclassified, reprocessed, or scrapped, and the labour hours consumed by the investigation come directly out of the quality team's productive capacity. AI root cause detection eliminates the gap. This is the quality leader's guide to deploying it for mining conveyor systems and recovering 20 to 35 percent of labour productivity in the process.
The Hidden Labour Productivity Tax in Mining Conveyor Quality
Every quality leader in mining conveyor operations knows the productivity tax exists but few have quantified it. A root cause investigation for a recurring conveyor belt defect — edge damage, splice separation, material carryback, size degradation — consumes an average of four to twelve hours of quality personnel time across data collection, analysis, meeting coordination, and documentation. When these investigations happen three to five times per week across a medium-sized operation, the cumulative labour burden is substantial. The investigation does not improve quality during the hours it consumes; it merely describes what already went wrong. AI root cause detection compresses the investigation cycle from hours to seconds, and it does so while the process is still running, enabling corrective action before additional defect material is produced.
We were spending an average of nine hours per root cause investigation across our quality team. Three conveyor lines, two shifts, five to seven defect events per week — that was sixty hours of quality engineer time spent reconstructing what happened instead of improving how the process runs. The AI root cause system reduced investigation time to under a minute per event. The team did not shrink. They spent the recovered time on process improvement projects that reduced defect frequency by 34% in the first quarter. That is what labour productivity recovery looks like when you stop treating quality investigation as a manual data compilation exercise.
— Quality Manager, Copper Concentrator Conveyor System, South AmericaHow AI Root Cause Detection Works on Mining Conveyor Systems
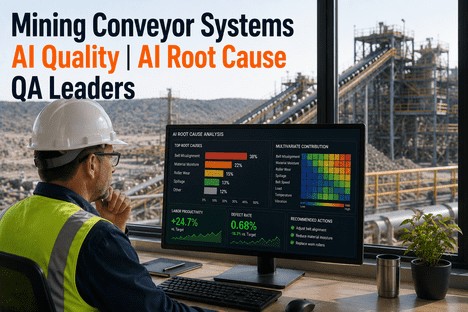
The iFactory AI root cause detection engine operates on three continuous data streams from the conveyor system. It ingests process parameters from the control system — belt speed, motor load, tension readings, bearing temperatures, and vibration signatures — alongside quality test results from the LIMS and vision inspection data from conveyor cameras monitoring belt surface condition, material flow, and splice integrity. The multivariate ML model correlates all three streams against a historical database of defect events to identify the parameter combination most likely to have caused each new anomaly. The quality leader receives a ranked root cause with the probability score, the historical evidence supporting the conclusion, and a recommended corrective action — all before the investigation meeting would have been scheduled.
The Labour Productivity Impact: What 20–35% Recovery Means in Practice
For a quality team of six engineers and supervisors managing three conveyor systems across two shifts, the labour productivity recovery translates to approximately 40 to 80 hours per week of quality personnel time redirected from investigation to improvement. That is the equivalent of adding one to two full-time quality engineers without increasing headcount. The recovered hours fund the process improvement initiatives that drive defect reduction — initiatives that the team previously had no capacity to pursue because all available time was consumed by reactive investigation.
What the Quality Leader Dashboard Reveals
The Root Cause Detection Gap That Quality Programmes Do Not See
Conventional root cause analysis in mining conveyor quality programmes relies on manual correlation between quality test results and process historian data. The quality leader or engineer pulls the test result, opens the historian, searches for the relevant time window, identifies parameter shifts that occurred before the defect, and attempts to determine which parameter was the primary driver. This approach has three structural limitations that AI root cause detection eliminates. First, manual analysis is inherently limited to the parameters the analyst chooses to examine, which means root causes driven by interactions between three or more parameters — the multivariate defect — are systematically missed. Second, manual analysis depends on the analyst's memory of previous defect patterns, which degrades with time and personnel turnover. Third, manual analysis takes hours, and the defect material accumulates while the investigation runs. AI root cause detection addresses all three limitations simultaneously: multivariate analysis covers all parameters, the historical correlation database preserves every pattern, and sub-second analysis enables corrective action before additional defect material is produced.
Conclusion
Labour productivity in mining conveyor quality programmes is not constrained by the number of quality engineers on the team. It is constrained by the proportion of their time spent on investigation versus improvement. When every root cause analysis consumes four to twelve hours of manual data compilation, correlation, and documentation, the quality team's productive capacity is consumed by describing what went wrong — not by improving how the process runs. AI root cause detection compresses that cycle to seconds and delivers a ranked root cause with corrective action recommendation before the defect material completes the conveyor line. The 20 to 35 percent labour productivity recovery is not a theoretical projection. It is the documented outcome range from mining operations that deployed multivariate ML root cause analysis on conveyor quality programmes and redirected quality team capacity from investigation to improvement.
The industry evidence for 2025 and 2026 is definitive: AI-powered quality systems that correlate 100+ process variables simultaneously achieve 92% root cause accuracy and reduce false alarms by 50 to 70% compared to static limit-based detection. Quality leaders who deploy these systems early gain a compounding advantage — every month of AI root cause data makes the model more accurate because the historical pattern database grows, and every hour of recovered quality team time funds the process improvements that drive sustained defect reduction. The quality programme transitions from a reactive investigation function to a proactive improvement function, and the labour productivity that was lost to manual RCA becomes the capacity that sustains continuous quality improvement.
iFactory's AI root cause detection platform is designed for quality leaders in mining conveyor operations who need to recover labour productivity and eliminate defect recurrence simultaneously. Book a Demo to see the AI root cause engine configured for your conveyor system parameters and defect categories, or talk to an expert about a free labour productivity and Cpk assessment for your mining conveyor quality programme.