Every shift supervisor in mining conveyor operations knows the same painful math. A belt tear at the splice costs 6 to 12 hours of unplanned downtime. A seized idler that damages the belt underside means a 50-metre belt section replacement within the quarter. A motor overcurrent trip during peak tonnage dumps 400 tonnes of material onto the floor before the emergency stop engages. The scrap — damaged belt, spilled ore, rejected material at the discharge — accumulates shift after shift, and the supervisor's SPC chart does not catch it until the defect has already been produced. The problem is not that the conveyor lacks monitoring. The problem is that traditional SPC charts with static control limits cannot detect scrap precursors early enough for the supervisor to act. Autonomous SPC changes this by running Western Electric rules, Cp/Cpk/Pp/Ppk calculations, and multivariate pattern detection continuously — without requiring the supervisor to recalculate limits or interpret raw data. This is the shift supervisor's guide to deploying autonomous SPC for scrap reduction on mining conveyor systems.
Self-Tuning Control Charts · Western Electric Rules · Cp/Cpk/Pp/Ppk · Machine Vision
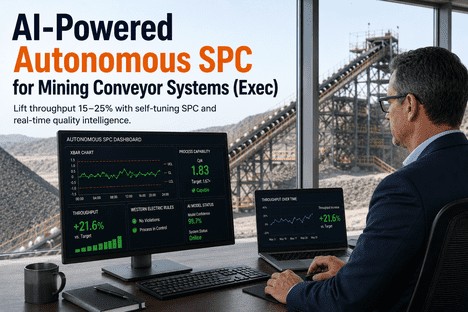
Supervisors Who Cut Conveyor Scrap 30–50% Share One Secret: Their SPC Charts Run Themselves While They Focus on the Shift.
iFactory's autonomous SPC platform gives mining conveyor supervisors self-tuning control charts that detect scrap precursors in real time — with automatic Western Electric rule evaluation, live Cpk trending, machine vision integration for belt surface inspection, and shift-ready compliance records generated without manual data entry.
30–50%
Conveyor scrap reduction documented in mining operations using autonomous SPC with self-tuning limits and real-time Western Electric rule detection
91%
Scrap precursor detection rate achieved when autonomous SPC systems evaluate multivariate process patterns across belt tracking, vibration, and motor current
60%
Reduction in scrap-related downtime when autonomous SPC alerts supervisors 2–4 hours before belt defects produce material waste
3.2x
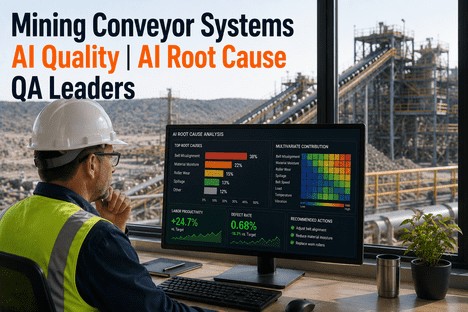
Faster scrap root-cause identification when autonomous SPC correlates belt parameter drift with production events — versus manual chart review
The Supervisor's Scrap Problem on Conveyor Systems: Why Traditional SPC Lets Defects Reach the Discharge
A conveyor belt carries 8,000 tonnes of material per shift. The supervisor's SPC chart monitors motor current, belt speed, and tracking offset. Every reading stays within the static control limits logged in the last quarterly capability study. Then, at 14:32, the vibration spike on idler station 34 triggers an alarm — but by the time the supervisor reaches the station, the belt has already shed 12 metres of cover rubber against the seized roller. The scrap is produced. The belt is damaged. The shift report will show a defect event, not a prevention. Traditional SPC caught the failure, but it did not catch the precursor — because static control limits cannot distinguish between the gradual vibration increase of progressive bearing wear and the normal variation of a fully loaded belt. Autonomous SPC closes this gap by evaluating every data point against self-tuning limits that tighten as wear progresses and widen during legitimate load transitions — detecting the scrap precursor before the scrap is produced.
Traditional SPC vs Autonomous SPC — The Difference That Decides Whether Scrap Reaches the Discharge
Traditional SPC
Static control limits set quarterly — calibrated on a process state that may no longer exist
Western Electric rules evaluated manually — if at all — by supervisors reviewing charts after the shift
Cpk calculated weekly or monthly — too slow to catch the gradual belt wear that produces scrap
Single-variable charts — tracking offset, vibration, and current on separate screens with no cross-correlation
Scrap recorded after the defect — the system documents what was lost, not what was about to be lost
Autonomous SPC
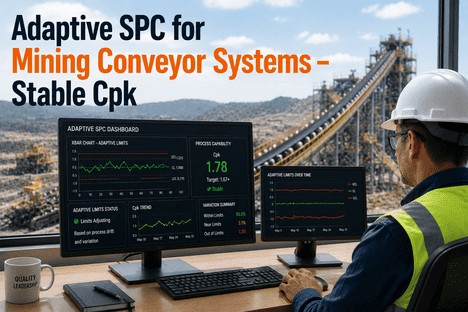
Self-tuning control limits recalculated every data point — limits move with the process, not away from it
All 4 Western Electric rules evaluated automatically in real time — Rule 2, 3, and 4 alerts fire before any single point breaches the UCL
Cpk, Cp, Pp, and Ppk calculated continuously — capability degradation detected as a trend, not as a post-mortem number
Multivariate pattern detection — correlation of tracking + vibration + motor current reveals scrap precursors no single chart shows
Scrap forecast before the material is wasted — predictive alert gives the supervisor hours of intervention lead time
Five Scrap Sources on Mining Conveyors — and How Autonomous SPC Detects Each One Before Material Is Wasted
Every conveyor scrap category has a detectable precursor signature that traditional SPC misses and autonomous SPC catches. The following table maps the five highest-impact scrap sources in mining conveyor operations to the autonomous SPC detection mechanism that identifies them before the material reaches the reject bin or the spillage pile.
Scrap Source 01
Belt Cover Rubber Shedding From Idler Damage
A seized or worn idler abrades the belt underside progressively over hours or days before the damage becomes visible. The scrap is not the idler — it is the belt cover rubber that sheds into the material stream and contaminates the product, plus the premature belt replacement that costs hundreds of thousands per incident. Traditional SPC flags the vibration spike when the idler fails. Autonomous SPC detects the gradual vibration amplitude increase trending across Western Electric Rule 3 (four of five points beyond 1-sigma) up to 72 hours before seizure, giving the supervisor time to schedule idler replacement during a planned maintenance window.
Autonomous SPC detection: Western Electric Rule 3 trend on idler vibration + Cpk decline on belt tracking consistency
Scrap Source 02
Belt Splice Separation Causing Catastrophic Tear
Splice deterioration follows a characteristic non-linear curve: minimal change for weeks, then rapid degradation in hours. By the time the splice gap is visible to the naked eye during a walkdown inspection, the belt is hours from catastrophic separation. The scrap from a belt tear includes the damaged belt section, the spillage at the tear point, and the production lost during 8 to 16 hours of unscheduled repair time. Autonomous SPC monitors splice condition through the combination of belt tension variation at the splice pass, vibration signature at the pulley, and motor current fluctuation — triggering a Rule 2 alert (two of three points beyond 2-sigma) when the splice deterioration enters the acceleration phase.
Autonomous SPC detection: Western Electric Rule 2 on motor current + Rule 4 on belt tension (8 consecutive points above centreline)
Scrap Source 03
Material Spillage From Tracking Deviation
A belt tracking deviation of 10 to 20 millimetres at a transfer point can dump 5 to 15 tonnes of material per hour onto the floor. The scrap is the spilled material, the cleanup labour, and the belt edge damage from rubbing against the structure. Operators often detect tracking deviations visually when spillage accumulates — but by then, the scrap has already been produced for hours. Autonomous SPC tracks belt edge position continuously and applies Western Electric Rule 4 (eight consecutive points on the same side of centreline) to detect the gradual tracking drift that precedes spillage events, often 60 to 90 minutes before the deviation is visible at the transfer point.
Autonomous SPC detection: Rule 4 drift on belt tracking + multivariate correlation with motor current fluctuation
Scrap Source 04
Motor Overload Trips During Tonnage Peaks
When a conveyor is pushed beyond its design tonnage during peak production, motor current draw approaches the thermal overload limit. A trip during a tonnage peak stops the belt immediately, dumping the loaded material at the transfer points and stranding product along the entire belt length. The scrap includes the material that requires manual removal and the production gap while the belt restarts. Traditional SPC only flags the overcurrent event after the trip. Autonomous SPC evaluates the motor current trend against a self-tuning upper control limit that tightens as the belt approaches its rated capacity — generating a Rule 1 alert (point beyond 3-sigma) when current crosses the dynamic UCL, giving the supervisor 10 to 20 minutes to reduce feed rate before the overload relay engages.
Autonomous SPC detection: Dynamic UCL on motor current + Rule 1 alert before overload trip threshold is reached
Scrap Source 05
Product Contamination From Carryback Accumulation
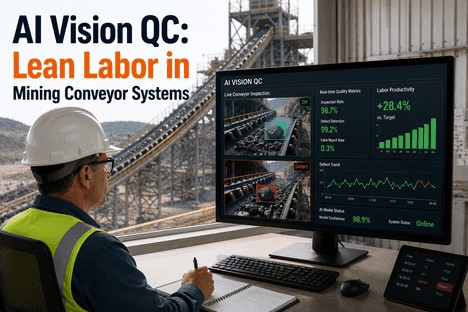
Material that adheres to the belt return side and drops off along the return path creates accumulation that contaminates the product stream, damages return idlers, and requires manual cleanup. The scrap is the contaminated product that fails customer specification at the discharge point. Autonomous SPC detects carryback through the combination of belt mass variation (measured by motor current at no-load segments) and vision inspection data at the discharge chute. When the carryback rate exceeds the self-tuning limit calculated from the belt's clean-running baseline, the system alerts the supervisor to activate belt cleaners before the contamination reaches customer-specification limits.
Autonomous SPC detection: Cpk decline on belt mass variation + vision carryback classification crossing dynamic LCL
Western Electric Rules · Cp/Cpk/Pp/Ppk · Self-Tuning Limits · Scrap Precursor Detection
Static Limits Tell You What You Already Lost. Self-Tuning Limits Tell You What You Are About to Lose. That Is the Difference Between Scrap Documentation and Scrap Prevention.
iFactory's autonomous SPC platform runs Western Electric rules continuously, evaluates Cp/Cpk/Pp/Ppk on every data point, and alerts supervisors to scrap precursors before the material reaches the discharge — with shift-ready audit records generated automatically from every alert and action.
How Autonomous SPC Integrates Western Electric Rules and Capability Indices for Scrap Prevention
Autonomous SPC does not replace the statistical foundation that quality professionals rely on. It automates it. The four Western Electric rules, the four capability indices (Cp, Cpk, Pp, Ppk), and the self-tuning control limits run continuously in the background — evaluating every sensor reading against every rule and index simultaneously — and surface only the alerts that require the supervisor's attention. The supervisor does not need to remember what Rule 3 looks like on a chart. The system evaluates it automatically and delivers a plain-language alert: "Idler station 34 vibration trending — 4 of last 5 points beyond 1-sigma on the upper side. Recommended action: schedule idler inspection within the next shift."
Western Electric Rules Applied to Conveyor Scrap Detection — What Each Rule Catches and When It Alerts
| Rule |
Definition |
Conveyor Scrap Detection Use |
Lead Time Before Scrap |
| Rule 1 |
Single point beyond 3-sigma UCL or LCL |
Motor overcurrent approaching trip threshold; belt tracking suddenly off-centre; vibration spike from idler fracture |
5–30 minutes |
| Rule 2 |
Two of three consecutive points beyond 2-sigma on same side |
Splice deterioration entering acceleration phase; bearing wear progressing toward seizure; belt tension shifting |
4–24 hours |
| Rule 3 |
Four of five consecutive points beyond 1-sigma on same side |
Gradual idler wear progression; belt cover degradation; slow tracking drift from structure settlement |
24–72 hours |
| Rule 4 |
Eight consecutive points on the same side of centreline |
Systematic tracking offset from feed point shift; gradual motor heating trend over shift; belt mass change from material build-up |
12–48 hours |
Cp — Short-term potential capability (within-subgroup variation)
Cpk — Short-term actual capability (centering-adjusted)
Pp — Long-term potential performance (overall variation)
Ppk — Long-term actual performance (centering and overall variation)
What the Autonomous SPC Supervisor Dashboard Shows
The supervisor dashboard is designed around shift-floor decisions — what to watch, where to send the crew, and what to hand over to the next shift. Every view answers a specific question that affects scrap output on the current shift.
Supervisor View 01
Scrap Risk Heat Map — by Conveyor Segment
Every conveyor segment displays a scrap risk level calculated from the combination of Western Electric rule violations in progress, Cpk trend direction, and time since last preventive action. Red segments are producing at elevated scrap probability. Green segments are operating within autonomous control limits. The supervisor allocates walkdown inspection resources to red segments without needing to interpret individual control charts.
Supervisor action: Assign belt inspector to red segments immediately. Green segments reviewed at next hourly check.
Supervisor View 02
Live Western Electric Rule Violations Feed
A live feed shows every active Western Electric rule violation ranked by severity — Rule 1 violations at the top, followed by Rule 2, Rule 3, and Rule 4. Each violation displays the parameter name (belt tracking, motor current, idler vibration), the conveyor segment, the rule triggered, and the recommended response. The supervisor sees the scrap precursor activity across the entire conveyor system in a single scrolling feed without navigating separate screens per segment.
Supervisor action: Rule 1 violations investigated immediately. Rule 2–4 violations scheduled for next available inspection window.
Supervisor View 03
Cpk Trend by Belt Parameter — Live and Projected
Cpk is calculated for every critical belt parameter and displayed as a live trend line with current value, 24-hour projection, and the warning threshold at 1.33. When Cpk falls below 1.67 on any parameter, the system highlights the decline and projects when it will reach 1.33 at the current drift rate. The supervisor sees capability degradation as a leading indicator — not as a post-shift report — and intervenes before the parameter drift produces the first scrap event of the shift.
Supervisor action: Cpk below 1.67 triggers investigation. Cpk at 1.33 or below triggers immediate corrective action and shift handover notification.
Supervisor View 04
Scrap Pareto — Ranked by Source and Shift Pattern
The Pareto view ranks scrap events by source category (belt damage, spillage, motor trip, contamination), conveyor segment, and time-of-day pattern. A supervisor who sees that 60% of spillage events occur during the first two hours after the day-shift feed change has a pattern to act on — not a series of isolated incidents. The Pareto is generated automatically from autonomous SPC event data without requiring the supervisor to compile shift reports.
Supervisor action: Pareto patterns feed into shift-start briefings. The incoming supervisor knows what to watch based on the time-and-material correlation.
Supervisor View 05
Shift Handover Report — Auto-Generated With Scrap Context
At shift end, the system generates a handover report containing every Western Electric rule violation that occurred during the shift, the Cpk trend movement for each critical parameter, the scrap events recorded, and the status of open corrective actions. The incoming supervisor receives a briefing that includes the scrap risk state of every conveyor segment at handover — not a verbal summary that depends on what the outgoing supervisor remembers to mention. The report is exportable and becomes part of the ISO 9001 compliance record.
Supervisor action: Export handover report at shift end. Incoming supervisor reviews scrap risk state before taking control.
Supervisor View 06
CAPA Effectiveness — Recurrence Prevention Verification
Every scrap-related corrective action is tracked through to effectiveness verification. If the same parameter combination — for example, belt tracking deviation at the same transfer point within 30 days of an alignment adjustment — generates a Western Electric rule violation after the CAPA was closed, the system automatically flags the CAPA as ineffective and reopens the investigation. The supervisor does not need to remember the correlation between last month's corrective action and today's tracking deviation. The system links them automatically and escalates the recurrence.
Supervisor action: CAPA flagged ineffective if same scrap precursor pattern recurs within the effectiveness window. Investigation reopens automatically.
"
Before autonomous SPC, our scrap tracking was entirely reactive. We would find out about a spillage event or a belt damage incident when the operator called the control room. The SPC chart would show the violation after the fact, and we would fill out the scrap report knowing there was nothing we could have done differently with the tools we had. The first month after deploying autonomous SPC, the system flagged a Rule 3 trend on idler vibration at station 22 — a gradual increase over three days that our static control limits had completely missed. The vibration was still within the old UCL when the autonomous system generated the alert. We inspected the idler and found the bearing cage was fractured. We replaced it during a scheduled maintenance window. Under the old system, that bearing would have seized within the week, damaged 30 metres of belt, and cost us a shift of production. The autonomous SPC system did not just detect the failure — it detected the precursor, and that made the difference between a planned replacement and a scrap event.
— Shift Supervisor, Iron Ore Concentrator Conveyor System — 6 km Overland Belt, 10,000 tph Rated Capacity
Conclusion
Conveyor scrap reduction in mining is not a maintenance problem — it is a detection latency problem. When the SPC system requires the supervisor to manually evaluate control charts, interpret Western Electric rules against static limits, and calculate Cpk trends at the end of the shift, scrap precursors remain invisible until the defect is already on the discharge belt. Autonomous SPC eliminates this latency by running every rule, every index, and every limit calculation continuously — without requiring the supervisor to intervene in the statistical process. The supervisor's role shifts from chart interpreter to decision-maker: the system detects the scrap precursor, and the supervisor acts on the alert.
The documented range of 30 to 50% scrap reduction across mining conveyor operations using autonomous SPC is not a theoretical projection. It reflects the measurable difference between a system that alerts after the scrap is produced and a system that alerts before the scrap precursor becomes a defect. The operations achieving the upper end of this range are those where supervisors see the scrap risk heat map at shift start, receive Western Electric rule alerts in plain language, and hand over a shift-end report that the next supervisor can act on without needing to ask what happened. Autonomous SPC does not replace the supervisor's expertise. It gives that expertise the lead time it needs to prevent scrap instead of documenting it.
iFactory's autonomous SPC platform is designed for mining conveyor supervisors who need to cut scrap at the source, not track it after the shift. Book a Demo to see the autonomous SPC system configured for your conveyor profile and scrap categories, or talk to an expert about a free scrap reduction assessment and Cpk baseline for your conveyor system.
Frequently Asked Questions
Scrap Has a Precursor. Autonomous SPC Detects It Before the Material Reaches the Discharge. Get a Free Scrap Reduction Assessment for Your Conveyor System.
iFactory's autonomous SPC platform for mining conveyor supervisors — self-tuning control charts that run Western Electric rules and Cp/Cpk/Pp/Ppk continuously, machine vision integration for belt surface inspection, auto-generated shift handover reports with scrap risk context, and CAPA effectiveness tracking that closes the loop on recurrence prevention.