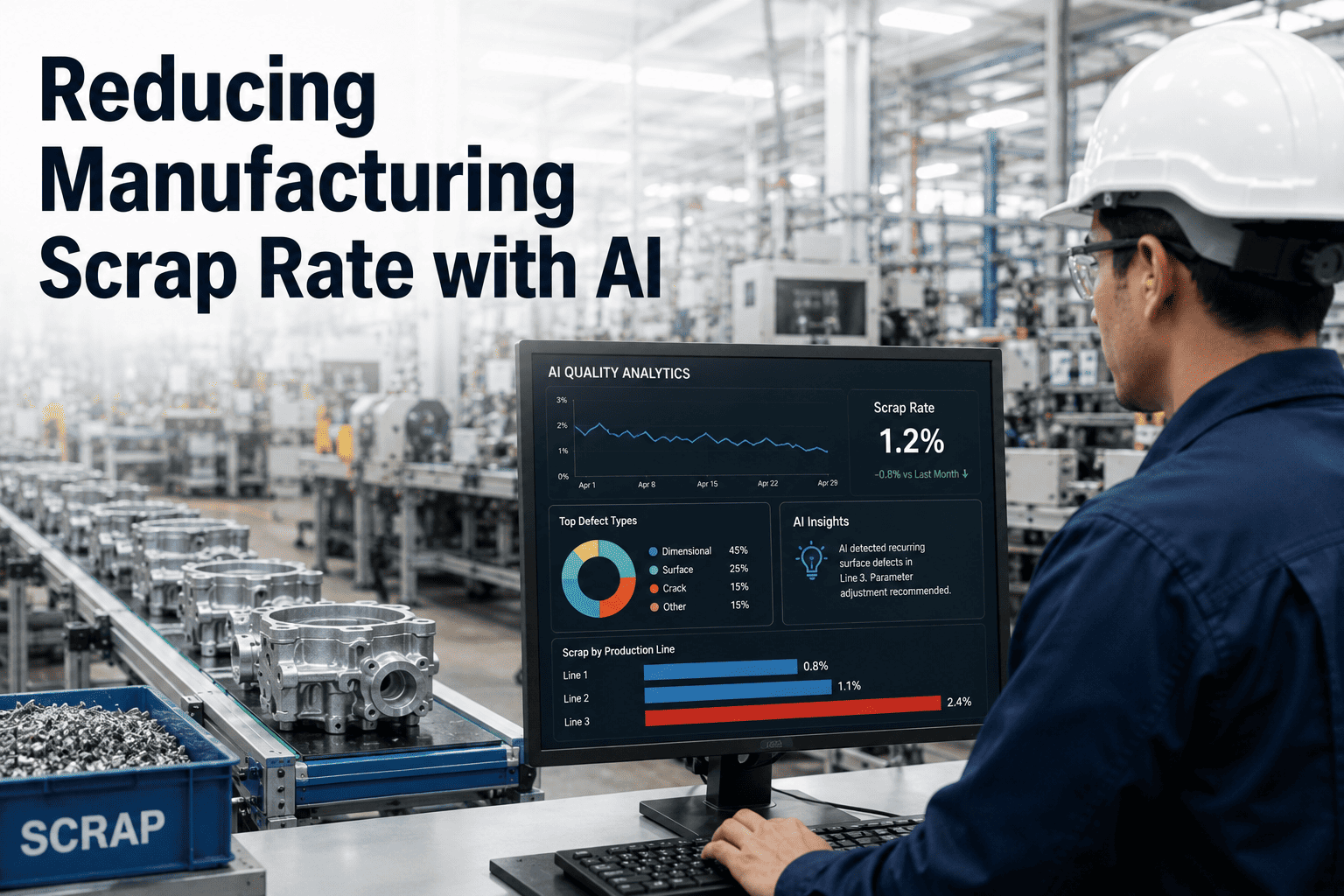
A mid-Tier aerospace component manufacturer operating across three facilities — producing structural brackets, actuator housings, and landing gear components for Tier 1 integrators — had been tracking scrap at 4.7% of throughput for 18 consecutive months. The number was treated as a fixed operating cost: management accepted it, quality engineers wrote corrective action reports, and the scrap rate held steady regardless of which corrective actions were implemented. The reason the rate did not move was that the quality system could identify which parts failed and at which inspection station, but it could not identify why the defect originated — because the inspection data, the machine process parameters, and the upstream material batch records existed in three separate systems that were never correlated. A part failing a CMM dimensional check at final inspection might have been caused by a worn end mill in operation 12, a coolant concentration drift in operation 6, or a material hardness variation from the supplier batch — and the quality system had no way to distinguish between these causes without manual investigation of every non-conformance. iFactory's AI quality integration platform connected these data sources, applied machine learning to correlate process parameters with quality outcomes, and within 90 days of deployment, the manufacturer achieved a 35% reduction in total scrap rate across the three facilities — recovering approximately $2.8 million in annual material and machining cost.
The Root Cause Gap: Why 4.7% Scrap Was Treated as a Fixed Cost
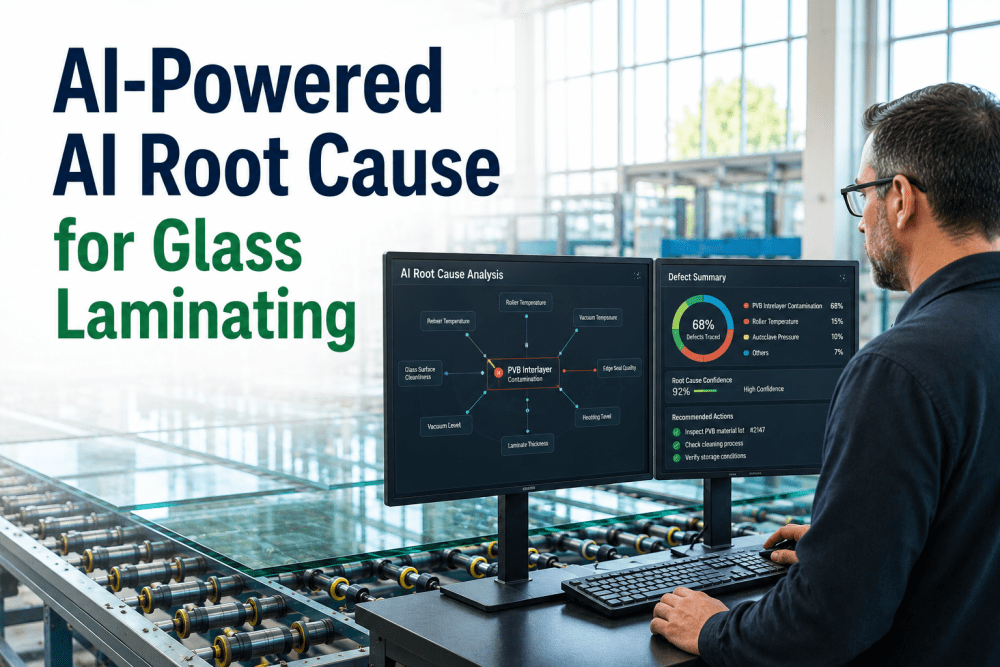
The manufacturer's quality management system was comprehensive by traditional standards. Every part was inspected at defined hold points. Non-conformance reports were generated, reviewed, and tracked to closure. Corrective action requests were issued to responsible departments. What the system could not do — and what no manual quality process at this scale can do — was correlate quality outcomes with their upstream process causes in real time. When a five-axis machining center produced a dimensional deviation on a titanium actuator housing, the quality system recorded the deviation, the operation, and the inspector. It did not record the cutting tool's remaining useful life at the time of the pass, the spindle load trend for that operation over the preceding shift, the coolant concentration measured at the machine that morning, or the heat treatment batch variation for that specific material lot. These variables — the actual root causes of the defect — existed in the CNC controller historian, the CMMS maintenance log, and the material LIMS respectively. No single system held the complete causal picture.
iFactory's integration approach connected these data sources at the production-lot level, creating a unified quality record for every part that included not only its inspection outcomes but the complete machine state, tool condition, and material provenance at the time of production. This unified record eliminated the manual investigation cycle that had consumed 60-80% of quality engineering effort and replaced it with automated root cause correlation — identifying the specific combination of process parameters that produced each defect type, across each machine, for each material batch. Book a Demo to see the integration architecture.
- Defects identified at final CMM inspection — after full machining, finishing, and inspection cost incurred
- Root cause investigation required 4-8 hours per non-conformance — manual data gathering across disconnected systems
- Corrective actions based on dominant-defect Pareto — not on correlated process-outcome relationships
- Quality data siloed from production data — no visibility into which machine, tool, or batch conditions drove defect rates
- First-pass yield tracked at facility level — per-machine and per-operation yield invisible
- Scrap cost recognized at final inspection — no early-warning mechanism during production
- Upstream process deviation flagged before defect propagates to final inspection — intervention possible at source
- Root cause correlation automated — AI identifies causal combination of machine, tool, material, and process variables
- Corrective actions targeted at specific process-parameter combinations — not generic defect categories
- Unified quality record per part — every inspection result linked to its production context automatically
- First-pass yield tracked per machine, per operation, per shift — degradation detected within hours, not weeks
- Real-time scrap risk score per workpiece — quality intervention triggered before machining cycle completes
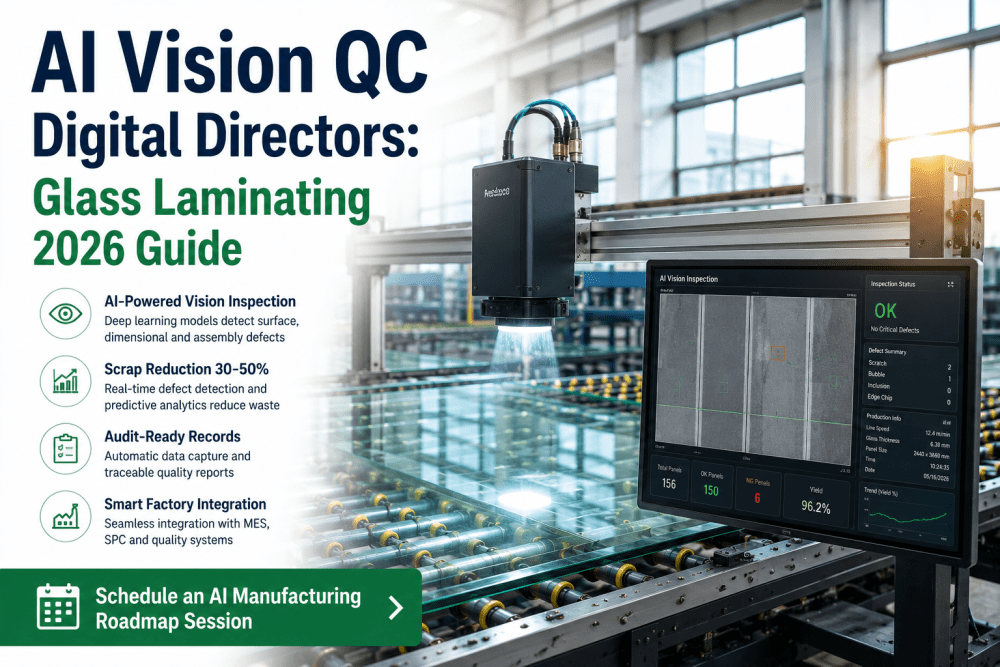
AI Vision Inspection Deployment: From Final Inspection Gate to In-Process Quality Control
The manufacturer's existing quality infrastructure relied on coordinate measuring machine inspection at defined hold points — typically after rough machining, after finish machining, and at final acceptance. This inspection strategy caught defects before they reached the customer, but it also meant that parts traveled through multiple value-added operations — heat treatment, surface finishing, and in some cases partial assembly — before a CMM revealed that a rough-machining operation had drifted outside tolerance. The cost of scrap at final inspection was 4-7x the cost of scrap detected at the rough-machining stage, because downstream operations had already consumed labor, consumables, and machine time on a part that was never going to pass final acceptance. iFactory's AI vision inspection deployment shifted the detection point upstream by integrating high-resolution vision cameras and AI defect classification directly into the machining cells — enabling 100% inspection at every critical operation without slowing production throughput.
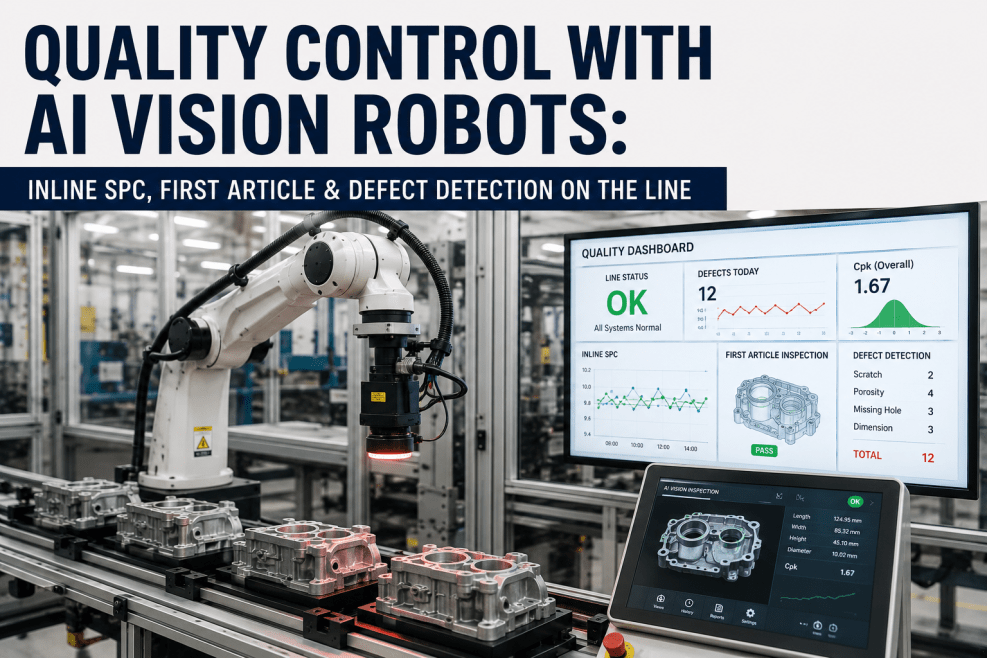
Predictive Quality Analytics: From Reactive Inspection to Proactive Prevention
The most significant structural change iFactory's deployment produced was not in the scrap rate itself — it was in the manufacturer's ability to prevent defects rather than detect them. Before integration, quality was managed through inspection gates: catch the defect before it ships. After integration, quality was managed through process monitoring: predict the defect before it occurs. This shift from detection to prevention changed both the cost profile and the capacity profile of the quality function. Inspection resources were reallocated from manual CMM programming and investigation to process validation and model improvement. Machine downtime for quality-related causes — scrap part removal, rework routing, containment sorting — dropped by 52% across the three facilities in the first six months.
Integration Results: Scrap Reduction by Defect Category
The 35% total scrap reduction was not evenly distributed across defect categories. Some defect types — particularly those driven by tool wear and process parameter drift — responded rapidly to AI correlation and predictive intervention. Others — those driven by material variability that could not be controlled at the machining stage — required upstream process adjustments that took longer to implement. The table below shows the reduction achieved by defect category in the first 90 days of iFactory deployment, along with the primary root cause that the AI correlation engine identified for each category.
| Defect Category | Pre-iFactory Rate | Post-iFactory Rate | Reduction | Primary Root Cause Identified |
|---|---|---|---|---|
| Surface Finish Non-Conformance | 1.42% | 0.61% | 57% | Tool wear beyond 80% of useful life — coolant concentration drift |
| Dimensional Deviation — Rough Machining | 1.18% | 0.52% | 56% | Spindle load variation from inconsistent material hardness |
| Dimensional Deviation — Finish Machining | 0.87% | 0.48% | 45% | Thermal growth from inadequate coolant flow during extended cycles |
| Edge Condition Defects | 0.54% | 0.31% | 43% | Tool holder run-out above specification — standardized holder specification implemented |
| Material Inclusion / Microporosity | 0.69% | 0.53% | 23% | Supplier batch variation — upstream process not controllable at machining stage |
Expert Perspective: What Changes When Quality Data Becomes Connected Quality Intelligence
We had been running corrective action cycles on the same top-5 defect categories for three years. Every quarter we reduced one defect type, and every quarter another defect type replaced it in the top 5. The Pareto chart moved but the total scrap rate never moved. What we did not understand — because our quality system could not show us — was that all five defect types shared a common upstream cause that no single corrective action was addressing. When iFactory correlated the full dataset, it showed us that 62% of our dimensional deviations across all defect categories were associated with spindle load signatures that indicated material hardness variation within supplier batch lots. We were chasing surface finish fixes, edge condition fixes, and tool life adjustments — all symptoms of a material consistency problem that none of those corrective actions could solve. We changed our incoming material verification protocol and added a spindle load monitoring step at first-cut for every new batch lot. Seven weeks later, the scrap rate dropped below 3% for the first time in the facility's history. The data was there the whole time. We just could not see it connected.
Frequently Asked Questions: Aerospace AI Quality Integration
At minimum, iFactory requires access to the quality measurement system (CMM, vision inspection, or manual gauge data), the machine controller historian (CNC spindle load, feed rates, speeds, and alarm logs), and the material traceability system or LIMS. These three data sources provide the foundational correlation between process conditions, material characteristics, and quality outcomes. Integration with OSIsoft PI, Siemens, Fanuc, or Mazak controller historians is typically completed within 1-2 weeks per facility without disrupting production. For facilities without a centralized data historian, iFactory provides edge data collection modules that connect directly to machine controllers and inspection equipment.
iFactory's material correlation models ingest supplier heat certification data as a direct input — incorporating chemistry composition, mechanical properties, and heat treat condition into the quality prediction for each production lot. When a material batch from a specific supplier shows statistically higher defect risk on certain operations, the platform flags it at material issuance — before any machining cost is incurred. The system learns per-supplier variation patterns over time: if Supplier A's 6AL-4V titanium consistently machines differently than Supplier B's same-grade material on specific operations, iFactory adjusts its process parameter recommendations per supplier, per operation, enabling process settings that are optimized for the actual material characteristics rather than the nominal specification.
Yes. iFactory's platform is designed to operate within the documentation and validation requirements of AS9100D and NADCAP quality management systems. The AI models produce an audit trail for every prediction and correlation — recording the input data sources, model version, confidence score, and timestamp for each quality event. This audit trail supports the objective evidence requirements for corrective action documentation and process change justification. iFactory does not replace any existing quality system — it operates alongside them, feeding correlated quality intelligence into the existing NCR, SCAR, and process change workflows without adding compliance burden.
Initial correlation accuracy — sufficient to identify the dominant root cause for each defect category — is typically achieved within 2-3 weeks of data ingestion, provided there is at least 6-12 months of historical quality and process data available for model training. Predictive accuracy for real-time scrap risk scoring continues to improve over 8-12 weeks as the models ingest live production data and learn facility-specific patterns. The manufacturer in this case study achieved statistically significant root cause correlation by week 3 and real-time predictive quality alerts with 87% accuracy by week 10. Cross-facility pattern detection — the ability to correlate defect patterns across multiple plants — becomes statistically meaningful at approximately 16-20 weeks of combined production data.
iFactory's aerospace quality deployments typically achieve full cost recovery within 6-12 months, with the fastest payback cases occurring when the platform identifies a high-frequency defect root cause in the first month that, once addressed, reduces scrap by more than the platform's annual cost in a single quarter. For a facility with $60-80 million in annual machining cost and a 4-5% scrap rate, each percentage point of scrap reduction represents $600,000 to $800,000 in recovered material and machining cost. The 35% scrap reduction achieved in this case study — from 4.7% to 3.05% — recovered $2.8 million annually against a platform investment that was recovered within 4 months of deployment. The reduction in quality engineering investigation time and machine downtime for scrap-related causes adds a secondary payback stream that typically doubles the visible scrap-reduction ROI within the first 12 months.
Conclusion: The Quality Intelligence Gap Is a Data Connection Problem
The aerospace component manufacturer in this case study was not producing defective parts because its machining capability was inadequate, its inspection equipment was insufficient, or its quality team was ineffective. It was producing defective parts at a consistent, predictable rate because its quality data, process data, and material data existed in disconnected systems that could not together answer the question that every quality engineer needs answered: what caused this defect? The connection of those data sources — the integration of inspection outcomes with machine conditions, tool states, material characteristics, and process parameters — is not a theoretical improvement. It is a practical, measurable intervention that, in this deployment, reduced total scrap by 35% in 90 days and recovered $2.8 million in annual cost without adding a single inspection station, machining center, or quality engineer.
iFactory's AI quality integration platform provides the data connection layer that converts disconnected quality and process data into predictive quality intelligence — enabling aerospace manufacturers to identify defect sources at their point of origin, intervene before defects propagate through downstream operations, and continuously improve first-pass yield across facilities, material suppliers, and product families. The data is already being generated. The connection layer is the only component missing. Book a Demo to see the platform connected to your facility's data environment within a 30-minute live demonstration.