Somewhere between five and ten percent of the industrial valves running in a typical plant are leaking internally right now, and most of that leakage is invisible to a visual inspection or a walkaround. A control valve that starts sticking, a safety valve seat that begins to leak, or an actuator that slows down by even fifteen percent rarely trips an alarm on its own — it shows up first as a slightly wider control loop deviation or a longer stroke time that nobody is charting. On a plant with hundreds of control loops, that is hundreds of small drifts nobody is watching until one of them causes a process upset. iFactory's AI-driven valve diagnostics platform watches every one of them continuously. Get a fleet-wide diagnostic review at iFactory.
AI-Driven · Valve Diagnostics · Control, Safety & Relief
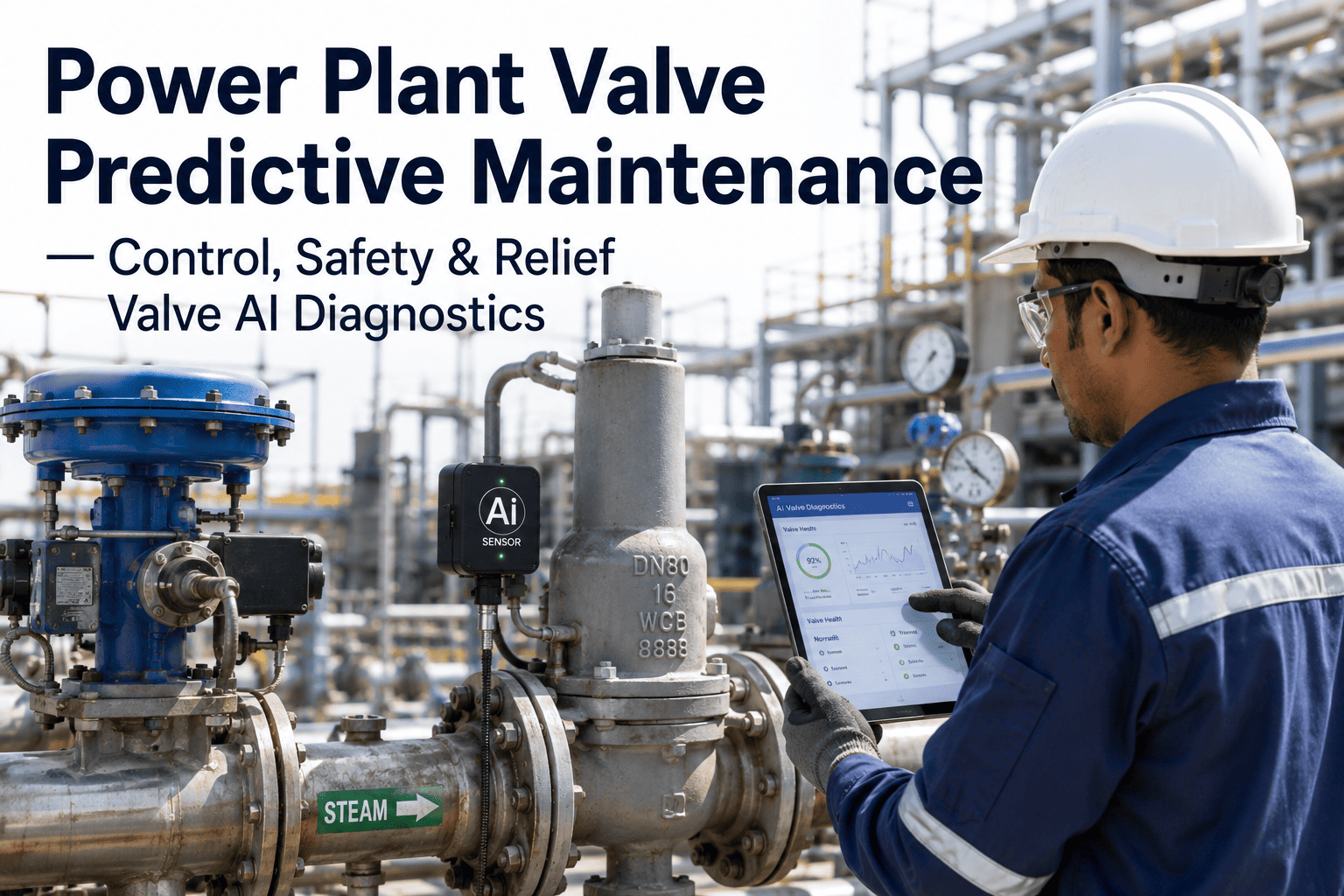
Power Plant Valve Predictive Maintenance: Catch Sticking, Seat Leakage, and Actuator Drift Before They Reach the Process
iFactory tracks stroke time, hysteresis, positioner response, and seat condition across your full valve fleet — control valves, safety valves, and relief valves — turning early drift into a scheduled maintenance action instead of a control upset or a compliance finding.
Three Valve Classes, Three Risk Profiles
Control, Safety, and Relief Valves Fail Differently — and Carry Different Consequences
Control Valves
Modulate flow, pressure, and temperature continuously across the process. Positioner drift, sticking, and hysteresis degrade control loop stability gradually — the process still runs, but with progressively worse variability that operators often tune around rather than diagnose.
Detectable within days of onset
Safety Valves
Provide overpressure protection and are expected to remain closed and leak-tight for long periods between actual demands. Seat leakage develops silently because the valve rarely operates, and it is typically only found at the next scheduled proof test or inspection.
4–8 weeks lead time on seat leakage
Relief Valves
Provide the last line of overpressure protection on pressure vessels and piping systems. Spring fatigue and diaphragm wear in the actuator reduce set-point accuracy over time, a degradation that shows in stroke time trending well before a proof test would catch it.
6–12 weeks lead time on actuator wear
What the Diagnostics Watch
Four Diagnostic Signals Across the Valve Fleet, All Feeding One Health Record
01
Stroke Time Trending
The time a valve takes to travel from closed to open, or between set positions, tracked continuously and compared against its own commissioning baseline. A drift here is one of the earliest indicators of actuator wear.
02
Hysteresis & Positioner Drift
The gap between commanded position and actual travel, measured across the full stroke range. Growing hysteresis is a leading signal of internal wear or a positioner calibration issue before it affects control loop performance.
03
Seat Leakage Signature
Acoustic and pressure-decay signatures that indicate media passing a supposedly closed seat, caught well before the leakage reaches a volume that would be visually or audibly obvious on rounds.
04
Actuator Air & Torque Patterns
Air consumption, spring tension behavior, and torque anomalies on pneumatic and hydraulic actuators, trended to catch spring fatigue, diaphragm wear, and cylinder leakage before they affect stroke reliability.
Hundreds of Control Loops. One Diagnostic Layer Watching All of Them.
iFactory connects to your existing HART positioners, digital valve controllers, and SCADA historian to bring stroke time, hysteresis, and seat health into one fleet-wide valve record.
Field Case
A Slope Change in Servo Voltage Flagged a Leaking Actuator a Year Before It Would Have Been Found
During a hysteresis test program on steam turbine stop and intercept valves, a controls engineer reviewing individual valve test results noticed that the measured servo coil voltage ramp rate on one main stop valve showed an anomaly compared to its expected pattern. The slope change in that ramp rate indicated the actuator cylinder was either leaking internally or beginning to stick, even though the valve's visible movement remained smooth and would not have raised concern on a routine walkdown. The finding was flagged for further investigation and a repeat hysteresis test within the next year to confirm the anomaly was repeatable, giving the plant a documented, data-driven basis for planning the repair well ahead of an in-service failure of a safety-critical steam valve.
1Anomaly caught with smooth valve movement
~1 yrAdvance flag before recommended re-test
0Unit trips required to find the issue
Before vs. After
Valve Fleet Health — Scheduled Testing vs. iFactory Continuous Diagnostics
Valve Function
Without Continuous Diagnostics
With iFactory Valve Analytics
Control Valve Sticking
Operators tune the loop around growing variability instead of diagnosing the valve
Hysteresis and stroke time drift flagged within days of onset, root cause identified
Safety Valve Leakage
Found only at the next scheduled proof test, often months after leakage began
Seat leakage signature flagged 4–8 weeks ahead of the next scheduled test
Relief Valve Actuator
Spring fatigue or diaphragm wear discovered during teardown at a planned outage
Stroke time and torque trend flags actuator wear 6–12 weeks before failure
Fleet Visibility
A handful of critical valves get attention; hundreds of loops run unmonitored
Every connected valve reporting into one continuously updated health record
Measured Outcomes
What Reliability Teams Track After Deploying iFactory Valve Diagnostics
4–8 wks
Seat Leakage Lead Time
Acoustic and pressure-decay signatures flag seat leakage and packing wear this far ahead of process impact.
6–12 wks
Actuator Wear Lead Time
Spring fatigue and diaphragm wear show up in stroke time trends well before they cause an actuator failure.
Days
Positioner Drift Detection
Positioner drift on control valves is detectable within days of onset, before it visibly affects loop performance.
5–10%
Of Valves Leak Internally
Industry estimates put internal leakage at this share of the installed valve base — most of it undetected by visual inspection.
Frequently Asked Questions
Power Plant Valve Diagnostics — What Reliability Engineers Ask First
What valve types and instrumentation does iFactory integrate with?
iFactory connects to HART-enabled digital valve controllers, Foundation Fieldbus devices, and standard SCADA and DCS historians to pull stroke time, positioner feedback, and diagnostic data from control valves, motor-operated valves, and air-operated valves. For older analog valves without a digital positioner, iFactory can incorporate data from add-on IIoT sensors or manual inspection and proof-test records to maintain a complete health history for those assets as well. The integration approach is matched to the instrumentation already present on each valve rather than requiring a fleet-wide hardware upgrade.
Contact support to review your current valve instrumentation.
Can safety and relief valves be monitored even though they rarely operate?
Yes. Safety and relief valves that remain closed for long periods present a specific monitoring challenge because there is little operating data to trend under normal conditions. iFactory addresses this using periodic partial-stroke test data where available, acoustic and pressure-based seat leakage signatures that do not require full actuation, and comparison against proof-test history to flag valves whose condition is drifting between scheduled tests. This approach surfaces developing seat leakage or actuator degradation without requiring the valve to be exercised more often than its safety function calls for.
How does iFactory distinguish valve wear from normal process-driven variation?
Stroke time, positioner response, and torque readings all vary somewhat with process conditions such as differential pressure, temperature, and flow rate, and iFactory's baseline model accounts for these operating variables rather than comparing raw readings against a single fixed value. A stroke time change that is fully explained by a process condition shift is not flagged, while a change of similar size under stable process conditions is treated as a genuine indicator of developing wear. This distinction is what keeps the diagnostic layer useful across hundreds of loops without generating alerts that maintenance teams learn to ignore.
Does valve diagnostics data help with safety and regulatory compliance reporting?
Continuous diagnostic data builds a documented condition history for each valve between formal proof tests and inspections, which supports safety instrumented system documentation and can inform proof-test interval justification where allowed by the plant's governing standards. iFactory generates this history automatically from operational data rather than requiring a separate manual compilation exercise before each audit or regulatory submission, giving reliability and safety teams a continuously available record rather than a point-in-time test result.
Book a Demo to see the valve health record format.
How long does it take to bring the valve fleet under iFactory's diagnostics?
For a standard configuration with HART or Fieldbus-enabled digital positioners already in place, iFactory's valve diagnostics module goes live in 10 to 14 days, covering data connection to the existing historian, baseline configuration for each valve using commissioning and historical stroke data, and validation against known past maintenance events where available. Plants with a large population of analog valves requiring add-on sensors, or with limited historical baseline data, typically take three to five weeks for full fleet coverage, with sensor installation and baseline profiling running in parallel rather than adding sequential time.
Your Valve Fleet Is Already Drifting Somewhere. iFactory Finds Out Where Before the Process Does.
Continuous stroke time, hysteresis, seat leakage, and actuator diagnostics for control, safety, and relief valves — connected to your existing instrumentation and live in as little as 10 days.