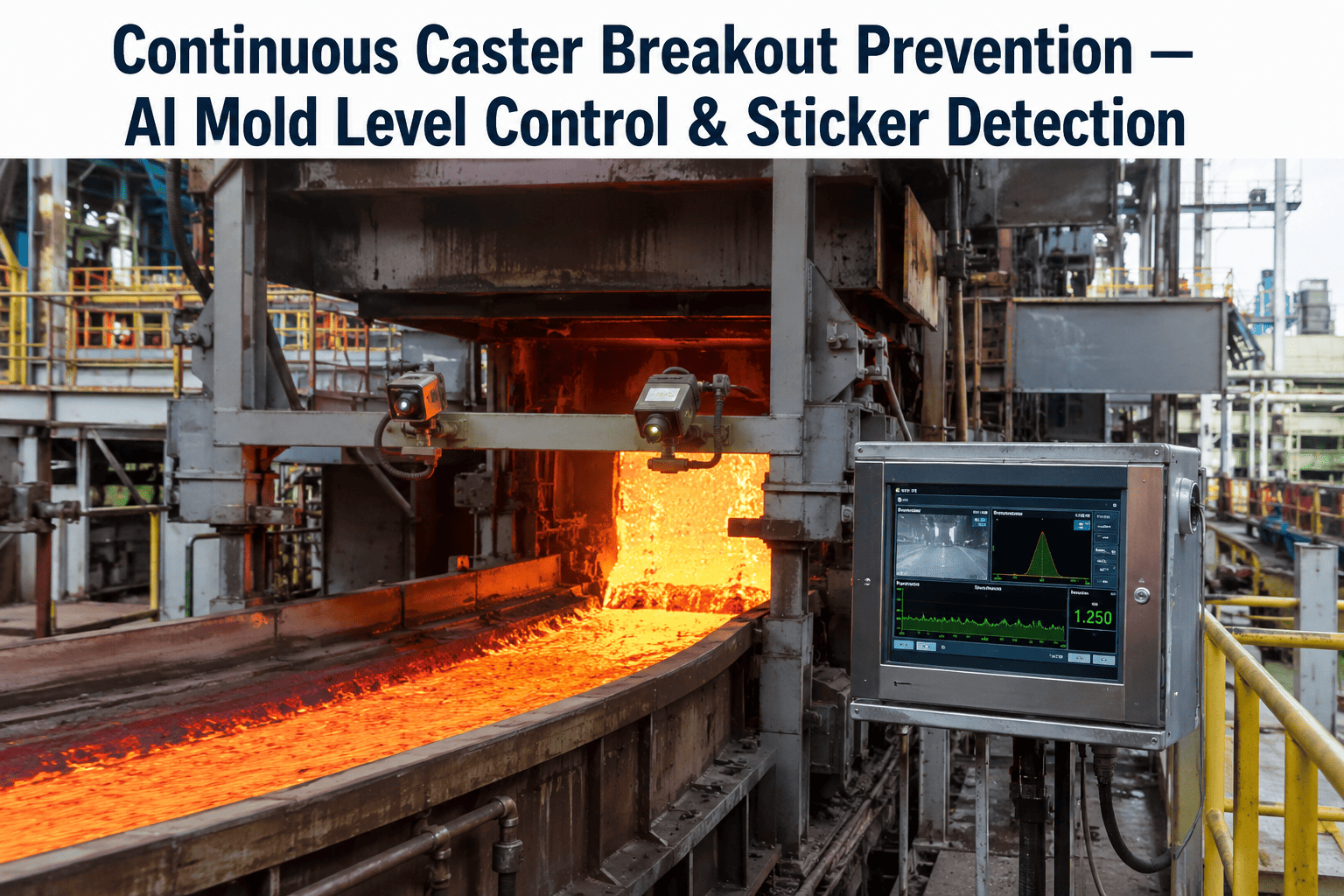
Continuous casting mold monitoring represents the most critical safety barrier in modern steel production—a high-stakes operational layer where molten steel temperature, copper plate heat transfer, and mechanical oscillation converge. As the 'heart' of the caster, the mold's condition directly dictates the integrity of the initial solidified shell and the risk of catastrophic breakouts. From automated sticker breakout detection to complex heat flux trending, caster mold analytics are transforming how melt shops protect their equipmentoptimize casting speeds, and ensure 100% metallurgical yield. Without a data-driven approach to mold condition monitoring, steel plants face frequent emergency caster stops, expensive copper plate damage, and million-dollar safety events. This guide delivers actionable technical insight into how AI-driven analytics are converting raw thermocouple data into a zero-breakout continuous casting strategy.
Is Your Breakout Prevention System Driving Higher Casting Speeds?
Unify mold thermocouple pattern analysis, heat flux balance, and oscillation friction tracking into one intelligent platform designed for high-tonnage caster safety.
Why AI-Powered Mold Condition Monitoring is Redefining Caster Safety
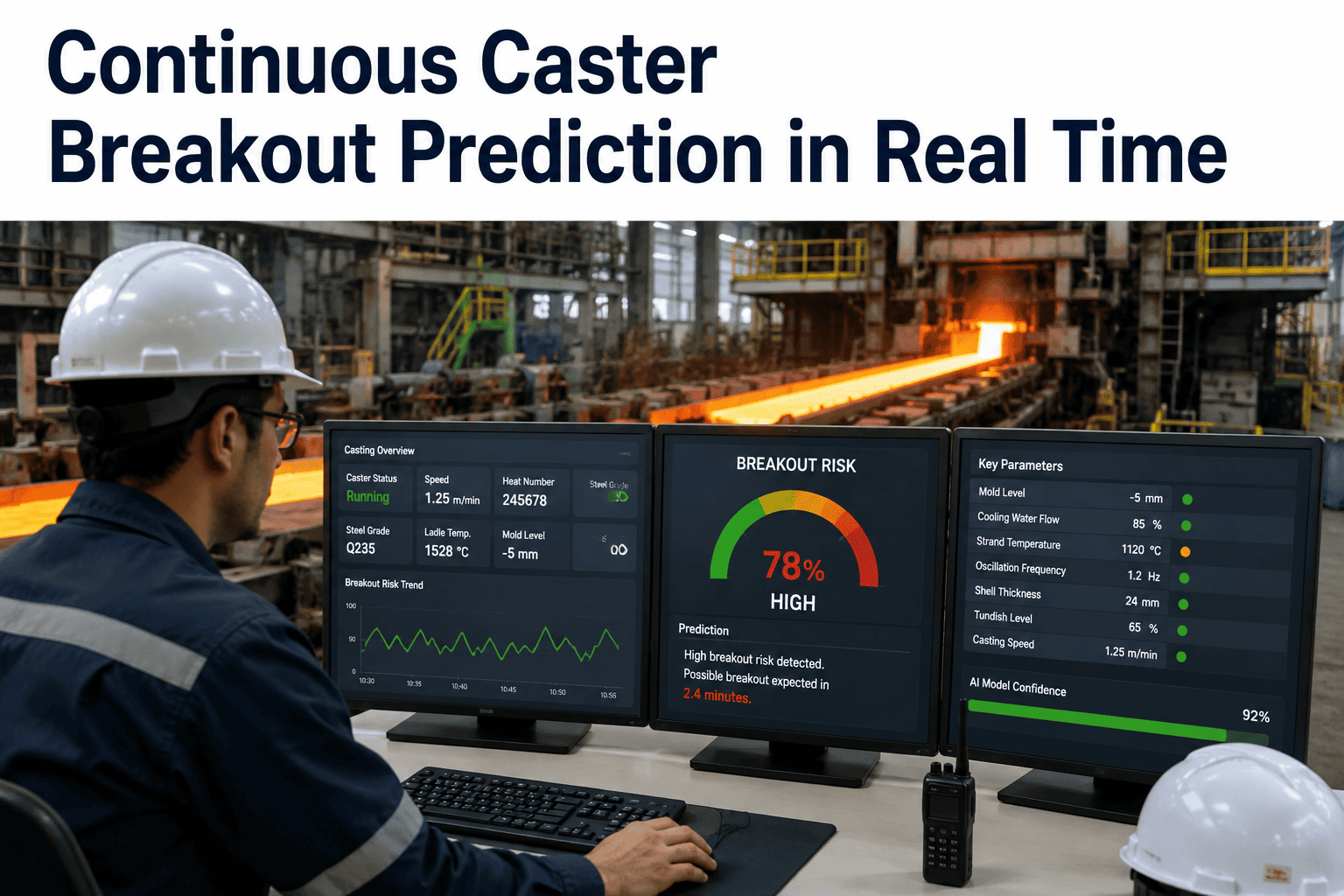
The stewardship of the continuous caster mold has always been a technically demanding task — but the move toward high-speed casting of advanced grades has made manual monitoring impossible. Sticker breakouts, longitudinal cracks, and mold level fluctuations all require sub-second recognition patterns that traditional limit-based alarms simply cannot provide. Modern breakout prediction AI bridges this critical gap by aggregating data from high-density thermocouple arrays, cooling water flow sensors, and oscillation load cells into a single intelligence layer. When caster engineers book a demo, the most common discovery is that their current L1 system generates hundreds of false alarms that — once filtered through AI — can be reduced by 85%, allowing for safely increased casting speeds and higher throughput.
Sticker Pattern Recognition
Deploy AI to identify the classic 'inverted V' thermal signatures of sticker breakouts across the copper plate. Trigger automated speed reductions before the shell ruptures at the mold exit.
Mold Heat Flux Analytics
Monitor energy removal balance between the fixed and loose copper sides. Detect abnormal mold heat flux trends that indicate mold powder failure or improper mold taper adjustment.
Oscillation Friction tracking
Track hydraulic pressure and load cell feedback from the mold oscillation system. Identify friction spikes and stroke inconsistencies that lead to deep oscillation marks or shell sticking.
Mold Level Stability Logic
Correlate stopper rod position, ladle-to-tundish flow, and radioactive level sensor telemetry. Detect 'mold level hunts' that reveal sub-surface shell defects or shroud clogging.
Transitioning to Automated Caster Breakout Prevention Systems
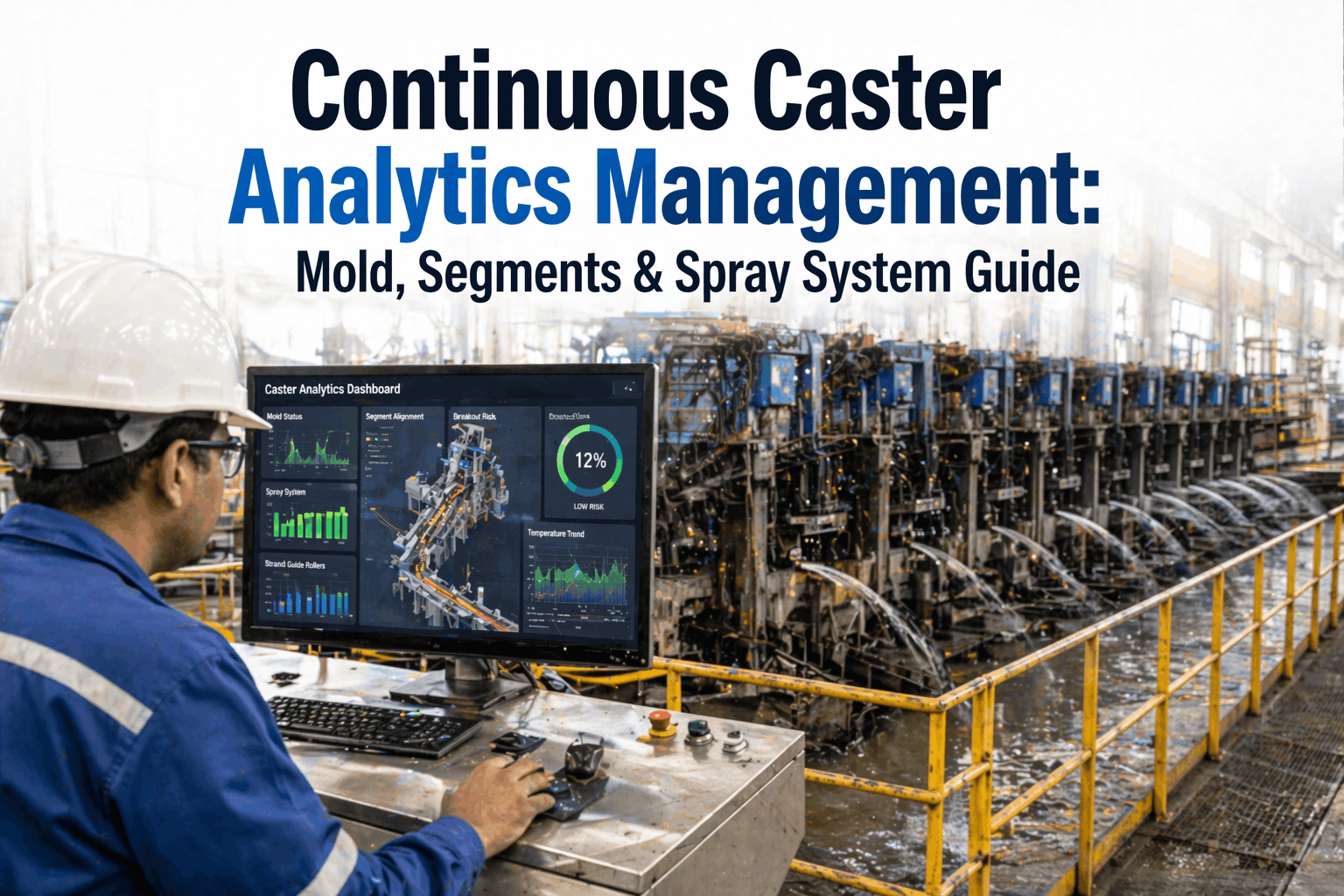
A purpose-built mold analytics platform must address four foundational requirements unique to high-tonnage casting facilities: thermocouple density, cooling water precision, oscillation reliability, and automated speed intervention. Steel mills that have already booked a demo report that centralizing their mold copper logs and real-time thermal maps into iFactory is the single biggest factor in achieving zero-breakout years.
| Monitoring Module | Safety Function | Caster Application | Mitigation Benefit | Priority Level |
|---|---|---|---|---|
| TC Array Monitor | Pattern recognition | Mold Copper Plates | Stops Sticker Breakouts | Critical |
| Heat Flux Balance | Energy removal tracking | Copper Cooling Channels | Detects Taper Inaccuracy | Critical |
| Oscillation Intelligence | Friction load analysis | Hydraulic/Mechanical Drive | Prevents Marked Shells | High |
| Mold Level Pulse | Stability & Control correlation | Tundish Stopper Rod | Reduces Slag Entrapment | High |
| Copper Wear Tracker | Plating condition log | Nickel/Chrome Coating | Optimized Remachining | Standard |
The Roadmap to AI-Driven Mold Condition Monitoring
Upgrading a casting machine from basic alarms to AI-powered breakout prediction requires a phased approach that ensures operator trust and system reliability. Most plants start with 'Shadow Mode' where the AI evaluates thermocouple patterns in the background, followed by full integration into the caster's PLC for automated speed intervention. Caster directors who book a demo early consistently achieve better shell quality and faster ramp-up times after a mold change.
Thermocouple Integrity & Density Audit
Verify the operational status of every copper-plate thermocouple. Upgrade to high-density arrays in the meniscus and center-line zones for superior pattern resolution.
AI Model Training on Historical Breakout Patterns
Ingest thousands of hours of historical casting data, including past breakout events. Train the iFactory AI to recognize grade-specific thermal 'pre-signatures' that human operators miss.
Shadow Mode Activation & False-Alarm Tuning
Deploy the analytics platform in monitoring mode. Fine-tune the sensitivity to eliminate false sticker alarms caused by casting speed ramps or tundish grade changes.
L2-PLC Closed Loop Integration
Connect the AI intelligence layer to the caster's master speed control. Enable automated 'Intervention' mode where the system reduces speed the millisecond a sticker is confirmed.
Continuous Condition-Based Maintenance
Use heat flux and oscillation friction data to drive condition-based maintenance for the mold copper plates and oscillation table — eliminating 'fix-on-failure' events.
Top Operational Risks in Continuous Casting Mold Stewardship
Most melt shops pursuing caster safety system improvements encounter a predictable set of technical data silos. Addressing these gaps improves system confidence and helps casting officers allocate finite budgets more strategically across the caster breakout detection program.
Relying on simple temperature 'rise rate' alarms that lead to high false-alarm rates and unnecessary casting speed reductions.
Cooling water telemetry is stuck in separate PLC screens, preventing engineers from diagnosing mold taper or slag-rim issues in real-time.
Mold oscillation friction and vibration data is managed in shift logbooks, missing the early warning signs of bearing failure or cylinder wear.
No digital tracking for copper plate remachining or coating wear, leading to poor heat transfer and shell quality at end-of-campaign.
Breakout alarms are monolithic and do not adjust for the different thermal behaviors of peritectic or high-carbon grades.
Speed reductions are operator-dependent, creating a dangerous 'latency gap' between pattern detection and machine intervention.
Redefine Your Continuous Casting Safety Today
Deploy a unified analytics platform that integrates high-density thermocouple patterns, mold heat flux, and automated breakout detection — built for steel safety.
Continuous Caster Mold Monitoring — Technical Questions Answered
How does AI-based breakout detection differ from traditional PLC-based sticker systems?
Traditional systems use simple 'limit checks' on temperature rise rates, which fail during ramping or grade transitions. iFactory’s AI uses **Spatiotemporal Pattern Analysis** to distinguish between a functional sticker (shell rupture) and transient thermal spikes — reducing false alarms and unnecessary machine stops by 85%.
Can the platform detect longitudinal cracks before they lead to a breakout?
Yes. By monitoring high-frequency heat flux variations between narrow and wide mold faces, iFactory identifies the 'heat-removal lag' typical of a longitudinal crack. This allows the system to alert operators to adjust mold taper or mold powder feed before the crack propagates.
How is thermocouple density related to breakout prediction accuracy?
High density is critical. iFactory supports multi-layered thermocouple arrays (meniscus, center, and exit rows). This higher spatial resolution allows the AI to track the downward velocity of a sticker more accurately, providing a more reliable 'Intervene' signal to the PLC.
Does the system require new sensors for mold oscillation monitoring?
In most cases, iFactory can ingest existing hydraulic pressure and servo-valve telemetry from your Level 1 system. However, for maximum results, we recommend high-frequency accelerometers to track mold vibration 'fingerprints' that reveal early-stage oscillation drive failure. Book a demo to see a sensor mapping guide for your specific machine.