Every steel melt shop moves ladles through a complex choreography of tap-to-turret logistics where the difference between a successful multi-sequence cast and a costly interruption is measured in degrees of temperature and minutes of delay. A ladle that arrives at the caster turret 50°F below target temperature does not just risk a cold-shut surface defect on a single slab; it forces the tundish thermal profile to drift, the casting speed to slow, and the entire sequence to operate outside the stable window that produces prime-quality steel. When ladle positions and temperatures are tracked through operator observation, handheld pyrometer readings, and shift-log entries, the data arrives too late and too fragmented to support proactive decisions. AI-powered ladle and tundish tracking eliminates these blind spots by integrating RFID location data, wireless thermal sensors embedded in ladle refractory, and predictive analytics into a single on-premise platform that delivers real-time ladle position, thermal history, and remaining tundish life to every decision-maker in steelmaking operations. Book a Demo to see how iFactory's Ladle Thermal AI platform connects melt shop logistics to caster performance in real time.
Is Your Melt Shop Still Tracking Ladles with Whiteboards, Clipboards, and Shout-Outs?
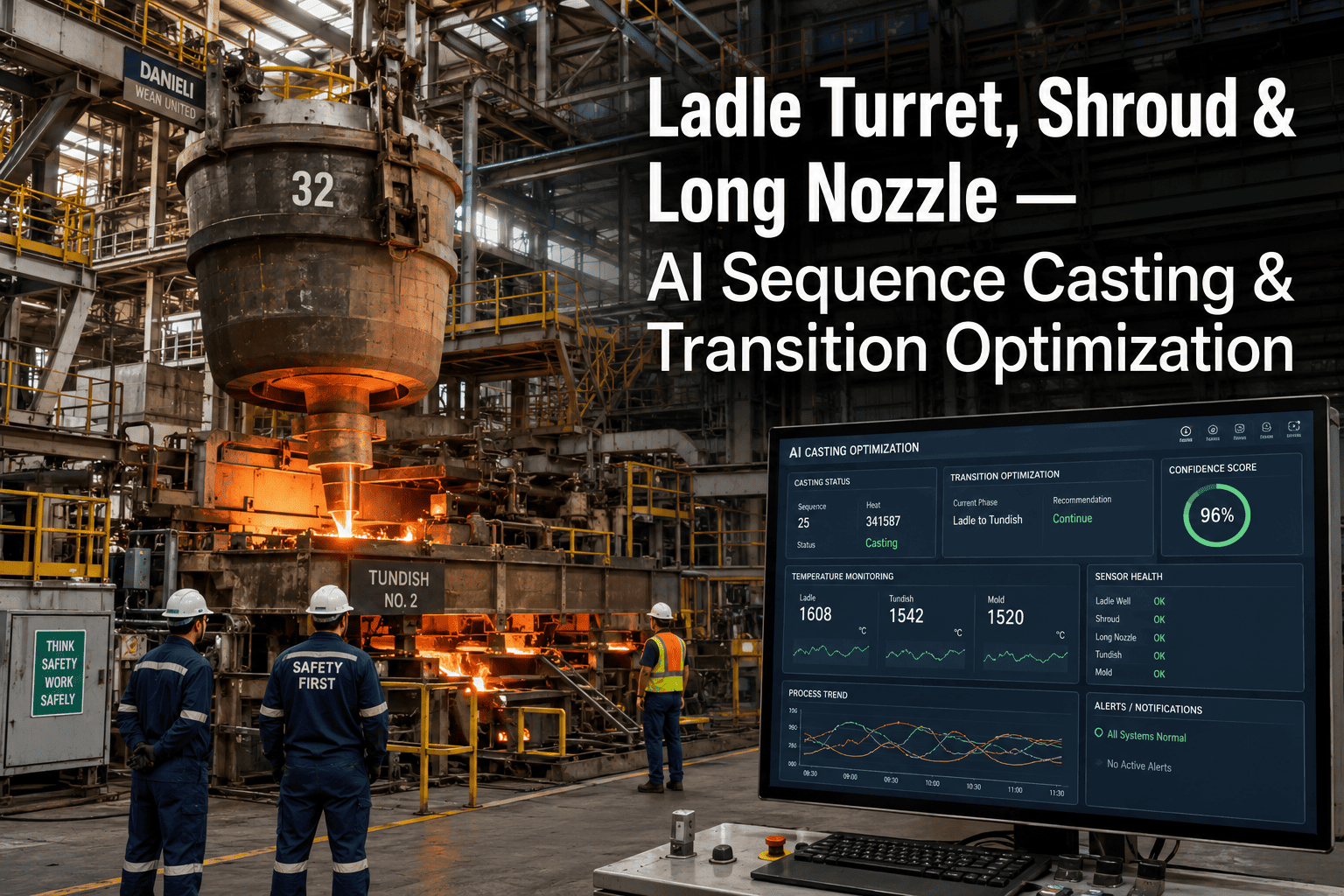
iFactory's Ladle Thermal AI platform integrates RFID location tracking, wireless thermal sensors, and predictive analytics into a single on-premise system — delivering real-time ladle position, temperature history, and tundish life predictions to every decision-maker in your steelmaking operations.
Why Ladle and Tundish Tracking Is the Foundation of Steelmaking Logistics
Steelmaking is a thermal process where every transfer point between the BOF or EAF, ladle metallurgy station, and caster represents an opportunity for heat loss that directly affects product quality and sequence stability. A typical ladle cycle — from tap at the BOF or EAF through LRF processing and alloy trimming to turret arrival — spans 90 to 180 minutes, during which the steel temperature drops 150 to 250°F through a combination of radiative losses at the bath surface, conductive losses through the ladle refractory, and thermal losses during alloy additions and argon stirring. Each 10°F of unplanned temperature loss at the turret forces the caster operator to reduce casting speed by 3 to 5 percent to maintain the tundish superheat window, and a cold ladle arrival that pulls the tundish temperature below the liquidus line of the grade being cast can terminate the entire sequence, costing $50,000 to $150,000 in lost production and refractory damage.
AI-powered ladle tracking creates a continuous digital thread from ladle tap to tundish change. RFID readers at every ladle waypoint — tap area, ladle refractory preheater, LMF station, turret arm — capture position and timestamp data automatically, eliminating the manual logging that consumes operator attention during the most demanding phase of the melt shop cycle. Wireless thermal sensors embedded in the ladle working lining transmit temperature readings at each stage of the cycle, building a per-ladle thermal history that the AI platform correlates with caster sequence plans to predict arrival temperatures, flag thermal anomalies, and recommend preheater prioritization that ensures every ladle meets its target temperature at turret arrival. Book a Demo to explore iFactory's Ladle Thermal AI deployment framework for your melt shop configuration.
Real-Time Ladle Position and Cycle Tracking
RFID readers deployed at every major ladle waypoint capture automatic location updates as ladles move through the melt shop — from tap to LMF to turret — eliminating the manual observation and radio communication that operators rely on when tracking systems are absent. The platform displays every ladle's position relative to the casting sequence timeline, enabling the operations team to identify cycle delays and re-route ladle logistics before the sequence is affected.
Thermal History and Preheat Optimization
Embedded wireless thermocouples in the ladle refractory transmit continuous temperature readings throughout the ladle cycle, building a thermal profile for each ladle that enables the AI to predict arrival temperatures at the turret with accuracy sufficient to recommend targeted preheater assignments. Shops using AI-based preheat scheduling report 12 to 18 percent reduction in preheat energy consumption alongside improved arrival temperature consistency.
Tundish Life and Sequence Prediction
The AI platform tracks cumulative tundish operating hours, heat count, and thermal cycling data to predict remaining refractory life with greater accuracy than manual log-based estimates that rely on heat-count averages. Operations teams use this prediction to schedule tundish changes during planned maintenance windows rather than reacting to unexpected refractory failures mid-sequence.
Ladle Turret and Caster Synchronization
By integrating ladle tracking data with caster sequence schedules, the AI platform provides real-time turret arrival predictions that enable the caster team to prepare for ladle changes with precise timing. Turret swap delays that previously required 3 to 5 minutes of casting speed adjustment are reduced, maintaining consistent speeds across multi-sequence campaigns that span 6 to 12 consecutive heats.
Paper-Based vs. AI-Powered Ladle Tracking: The Operational Gap
The difference between paper-based and AI-powered ladle tracking is not incremental — it is structural, affecting every dimension of melt shop logistics performance from position accuracy through thermal visibility to sequence stability. The comparison below maps the specific failure points where manual ladle tracking creates operational latency, thermal drift, and sequence risk, against the outcomes delivered by an integrated AI platform designed for steelmaking environments. Book a Demo to benchmark your current ladle tracking workflow against iFactory's Ladle Thermal AI capability model.
| Tracking Area | Paper or Manual Operation | AI-Powered Tracking (iFactory) | Operational Impact | Risk Level |
|---|---|---|---|---|
| Ladle Position Logging | Operator observation and shift-log entries; radio or shouted updates | RFID automatic capture at every waypoint; read confirmation within 2 seconds | Zero manual position recording errors; visibility across full melt shop | High |
| Temperature Monitoring | Handheld pyrometer at 2–3 waypoints per heat; logged in shift report | Embedded wireless thermocouples; continuous temperature every 30 seconds throughout cycle | All thermal data captured, trended, and accessible; no pyrometer sampling gaps | High |
| Preheat Scheduling | Operator judgment based on recent memory and fixed-time rules | AI-optimized preheater assignment using per-ladle thermal history and sequence schedule | Preheat energy reduced 12–18%; arrival temperature variability reduced 40% | High |
| Tundish Life Tracking | Manual heat-count logbook; estimated remaining life based on campaign averages | Automated thermal cycle and heat count tracking with refractory wear prediction model | Tundish changes scheduled proactively; unplanned changes reduced 60–80% | Medium |
| Sequence Arrival Prediction | Operator experience and estimation; no quantitative model | ML model using position, thermal history, and sequence schedule; predicts arrival within 2 minutes | Turret swap delays reduced; casting speed stability improved | Medium |
| Ladle Cycle Time Analysis | Manual stopwatch or post-shift review of operation log | Real-time cycle time dashboard with per-ladle and per-route analysis | Cycle time variability reduced 25–35%; bottleneck identification in hours | Lower |
5-Step Implementation Roadmap for Ladle Tracking AI in Steel Melt Shops
Deploying AI-powered ladle tracking does not require replacing ladles, rebuilding the turret, or shutting down production for weeks — it requires a structured integration of RFID infrastructure, thermal sensors, and data analytics into existing melt shop operations. The roadmap below guides steelmaking operations heads through a deployment sequence that delivers measurable improvements in ladle logistics visibility and thermal tracking accuracy within the first month of operation. Book a Demo to review iFactory's pre-built ladle tracking templates with our steelmaking solutions team.
Melt Shop Waypoint and Sensor Audit
Map every physical location where ladles are handled, preheated, processed, and transferred — including the tap area, ladle refractory preheat stations, LMF bays, alloy addition stations, argon stirring stations, and turret arms. Document the current temperature measurement points, cycle time tracking method, and communication protocol between the melt shop floor and the caster control room at each location. Identify RFID reader mounting points, power availability, and network connectivity.
Ladle Instrumentation and Thermal Sensor Deployment
Install wireless thermocouples in the ladle working lining at standard measurement positions that capture the representative thermal profile — typically two to three measurement points distributed vertically through the lining. Assign unique RFID tags to each ladle and register it in the tracking platform with its physical dimensions, refractory type and age, nominal capacity, and thermal characteristics for model calibration.
RFID Reader Network Installation and Calibration
Deploy RFID readers at each waypoint identified in the audit phase, configure read zones that capture ladle passage reliably without false positives from adjacent overhead cranes, ladle cars, or personnel, and calibrate reader sensitivity to the specific RFID tag types and mounting positions used in your ladle fleet. Establish the data pipeline from each reader to the central AI processing server with sub-second latency.
Thermal Model Training and Validation
Collect temperature data from instrumented ladles across a minimum of 20 full cycles and correlate with concurrent handheld pyrometer readings at the turret to train the AI thermal model that predicts arrival temperatures based on thermal history, preheat duration, and cycle timing. Validate the model against an independent set of 10 to 15 cycles before deploying predictions to the operator dashboard.
Dashboard Deployment and Operator Workflow Integration
Configure operations-facing dashboards that display real-time ladle positions, thermal status, and sequence readiness in a format that matches the melt shop's existing workflow patterns — typically a large-screen layout for the central control room and tablet-optimized views for floor supervisors. Define alert thresholds for thermal deviations, cycle time exceptions, and tundish life warnings in collaboration with the operations team.
Industry Expert Perspective: Why Ladle Thermal Intelligence Determines Caster Performance
We asked Tom Redding, former Melt Shop Manager at a top-10 North American integrated steel producer with over 25 years of steelmaking operations experience spanning BOF, EAF, LMF, and caster operations, to assess where AI-powered ladle tracking stands across the industry and what steel plant leaders should prioritize in their logistics digitization programs.
Tom has managed ladle logistics across three different melt shops producing over 3 million tons annually and has observed the transition from paper-based to digital ladle tracking across five integrated and mini-mill facilities. His assessment is grounded in direct experience: the melt shops that digitize ladle tracking first gain a compounding advantage in both sequence stability and thermal efficiency that manual-tracking facilities cannot close through operator experience alone.
"The problem with manual ladle tracking is not that operators are bad at it — it is that the information they need to make good decisions arrives after the decision window has closed," he explains. "The operator at the preheater chooses which ladle to bring to temperature based on the caster sequence schedule from two hours ago and the ladle positions he last confirmed by radio 20 minutes ago. In that 20-minute gap, a ladle could have been held at the LMF for an alloy trim that pushed its schedule back, or the sequence order could have changed, or the turret could have rotated to the other arm. The operator commits the preheater based on outdated information, and the back-half of the sequence pays for that mismatch in temperature deficits and cycle pressure."
His primary recommendation for melt shop managers evaluating ladle tracking technology is to prioritize thermal visibility as the first deployment milestone. "Start with temperature sensors in the ladle brickwork and RFID at the three critical transfer points — tap, LMF exit, and turret arrival. Those six data points per heat give you 80 percent of the value: you know where every ladle is, how hot it is, and whether it will arrive on time. The complexity of full cycle optimization can wait until your team sees the value of real-time thermal data and demands more. Plants that over-scope their first deployment often stall; plants that start with position and temperature and iterate see full adoption within weeks."
Three Business Outcomes Ladle Tracking AI Delivers Across Steelmaking Operations
Beyond the elimination of manual position logging and pyrometer-based temperature tracking, AI-powered ladle logistics creates structural improvements in how melt shops manage thermal drift, preheat energy consumption, and tundish refractory life. The outcomes below represent the measurable impact that steelmaking operations leaders achieve after transitioning from manual ladle tracking to an integrated AI platform.
Real-time thermal monitoring and arrival temperature prediction reduce the incidence of cold-ladle arrivals at the turret by an average of 40 percent in deployed installations — directly decreasing the number of sequence interruptions caused by thermal deviations. Each avoided sequence break saves $50,000 to $150,000 in lost production, refractory damage, and restart costs, making reduced break risk the highest-ROI outcome of the Ladle Thermal AI platform.
AI-based preheater scheduling using actual ladle thermal history rather than fixed-time rules reduces preheat energy consumption by 12 to 18 percent while simultaneously improving arrival temperature consistency. By eliminating the practice of over-preheating all ladles to compensate for those with unknown thermal status, the platform delivers energy savings of $80,000 to $200,000 annually at typical energy prices for a melt shop processing 300,000 annual tons.
Automated tracking of operating hours, heat count, and thermal cycling data enables the AI platform to predict tundish refractory wear patterns with sufficient accuracy to schedule changes during planned maintenance windows. Melt shops using the platform report extending usable tundish life by 8 to 12 percent while virtually eliminating unplanned tundish changes that disrupt casting sequences and consume 60 to 90 minutes of production time per event.
Critical Ladle Tracking Implementation Mistakes Steel Plants Must Avoid
Even well-managed melt shops make predictable and costly mistakes when deploying ladle tracking technology — errors that delay the benefits of digitization, create operator resistance, and leave the facility with an expensive sensor network that fails to deliver actionable intelligence. These failure patterns are preventable when deployment follows a structured approach grounded in melt shop operational reality. Book a Demo to discuss how iFactory's deployment methodology eliminates these risks from the start of your ladle tracking program.
Installing temperature sensors in ladle brickwork without collecting sufficient calibration data to train the predictive thermal model produces temperature predictions that operators learn to distrust. Deploying predictions before the model has accumulated 20 to 30 calibration cycles undermines the operator confidence required for the system to change preheat scheduling and logistics decisions.
Deploying RFID readers based on theoretical waypoint maps rather than actual ladle movement patterns observed across multiple shifts results in read gaps at critical transfer points and false captures from adjacent lifting equipment, overhead cranes, and personnel traffic that corrupt position data and erode confidence in the tracking system.
Implementing ladle tracking as a standalone system without API-level integration to the caster sequence planner creates a data silo that operators must manually cross-reference — limiting the operational speed benefit the system was deployed to deliver and creating a parallel manual process that persists alongside the digital system.
Configuring dashboard layouts, alert thresholds, and notification channels based on engineering assumptions rather than direct observation of how melt shop operators consume information during casting sequences reduces adoption and creates resistance. Operators who find the system inconvenient for their workflow will maintain paper backups and ignore the digital alerts.
Deploying tundish life predictions based on fewer than 50 full tundish campaigns produces a model that lacks statistical significance for the wear variability introduced by different steel grades, casting speeds, and thermal cycling patterns. The model must accumulate grade-specific data across the full product mix before predictions become reliable enough to schedule changes with confidence.
Transitioning from manual or spreadsheet-based ladle tracking without migrating historical cycle time, temperature, and tundish life data into the new platform creates a break in the analytical history that undermines trend analysis and model training. Historical data must be structured and imported to preserve the longitudinal dataset that drives yield optimization and sequence planning.
The Ladle Tracking Decision That Determines Your Melt Shop's Next Decade of Performance
The difference between melt shops that manage ladle logistics reactively and those that manage it predictively is not a gap in operator skill or equipment capability — it is a gap in data visibility. Every ladle moving through a melt shop generates position data, temperature data, and cycle time data that paper-based systems lose at each handoff and that disconnected digital systems cannot correlate into actionable intelligence that reaches operators in time to act on it.
AI-powered ladle and tundish tracking closes that gap by transforming ladle logistics from a coordination problem solved by operator experience into a data-driven process where every decision — which ladle to preheat, when to send it to the LMF, whether its tundish is approaching end-of-life — is informed by real-time sensor data and predictive analytics. The technology is proven across multiple melt shop configurations, the integration path is well-documented, and the operational outcomes across early-adopter facilities are consistent and compounding. The only question is whether your melt shop will be among the facilities that build this capability now or among those that spend the next decade catching up.
Tundish and Ladle Tracking with AI — Frequently Asked Questions
How does RFID-based ladle tracking differ from GPS or manual tag systems in a melt shop environment?
RFID readers deployed at fixed waypoints provide higher reliability in the high-temperature, metal-rich environment of a melt shop than GPS signals that cannot penetrate steel structures and ladle shell refractory. Unlike manual tag systems that require operator action to log position changes, RFID captures ladle movements automatically as ladles pass each reader — eliminating the data gaps that occur when operators are occupied with furnace operations during the high-pressure window of a sequence change or turret rotation.
Can the thermal tracking system work with ladles that have different refractory types and lining ages?
Yes — the AI thermal model is calibrated per ladle based on refractory type (alumina-magnesia-carbon, magnesia-carbon, dolomite, etc.), working lining age in heats, and permanent lining condition. Each ladle's thermal profile is independently maintained and updated as the lining wears, enabling accurate temperature predictions regardless of the differences in thermal conductivity, specific heat capacity, and heat loss rate across the ladle fleet.
What is the typical ROI timeline for a ladle tracking AI deployment in a steel plant?
Plants deploying iFactory's Ladle Thermal AI platform typically achieve full ROI within 8 to 11 months through a combination of reduced sequence break costs, preheat energy savings, and extended tundish life. The largest single contributor to ROI is the reduction in cold-ladle arrivals at the turret, which prevents sequence interruptions that cost $50,000 to $150,000 per incident in lost production and refractory damage.
Does the system integrate with existing level 2 automation, MES platforms, and caster sequence planners?
Yes — iFactory's Ladle Thermal AI platform supports integration with level 2 process automation systems, MES platforms, and caster sequence planners via REST APIs and OPC-UA connectivity. The platform exposes ladle position, temperature, and cycle time data as structured payloads that existing automation systems can consume for sequence optimization, production tracking, and historical analysis.
How does the tundish life prediction model account for different steel grades and casting speeds?
The tundish life model incorporates steel grade chemistry, casting speed, and thermal cycling data as input variables that influence refractory wear rates. As the model accumulates data across different product mixes, it learns the specific wear patterns associated with each combination of operating parameters and adjusts remaining-life predictions accordingly — becoming more accurate over time as the dataset grows across campaigns.
Launch Your Ladle Tracking AI Pilot with iFactory Today
Steelmaking operations leaders across North America are using iFactory's Ladle Thermal AI platform to integrate RFID location tracking, wireless thermal sensors, and predictive analytics into a single on-premise system — eliminating the blind spots in ladle logistics that cause sequence breaks, thermal deviations, and unplanned tundish changes. Book a demonstration to see the platform configured for your melt shop layout, ladle fleet size, and caster configuration.