Continuous casting is the profit center of every steel mill. A single breakout event on a slab caster stops production for 4 to 8 hours, generates $120,000 to $350,000 in direct refractory damage and lost production value, and creates quality impacts that cascade across downstream rolling and finishing operations. Ladle preheating delays, tundish nozzle clogging, mould level fluctuations, and segment roll degradation each contribute to the yield loss that keeps most continuous casting operations at 88 to 93% yield instead of the 96 to 98% yield that best-practice facilities achieve with robotic process automation and AI-driven monitoring. The difference between 91% yield and 96% yield at a 2-million-tonne slab caster is 100,000 tonnes of additional prime product per year at a value of $50 to $70 per tonne — $5 to $7 million in annual revenue that the caster is already producing but not capturing. Robotic operations across the ladle, tundish, and caster process chain close that gap by removing the inspection delay, process variability, and manual intervention constraints that prevent continuous casting operations from operating at their design capability.
Why Robotic Process Automation in Continuous Casting Is a Direct Profit Lever — Not a Maintenance Cost
The financial structure of continuous casting operations is fundamentally different from upstream steelmaking because the caster operates at the point of maximum value addition — after the energy, scrap, and labor costs of melting and refining have already been incurred, but before the product is in saleable form. Every tonne of yield improvement at the caster drops directly to the bottom line at full margin, with no incremental energy or raw material cost. The yield loss categories that robotic process automation addresses — ladle preheating variability, tundish thermal degradation, mould level deviation, breakout events, and segment roll wear — are not maintenance problems in the conventional sense. They are process control problems with maintenance solutions, and the financial impact of solving each one is directly quantifiable in tonnes per year of additional prime slab, bloom, or billet production. At a typical slab caster producing 1.5 million to 2.5 million tonnes annually, the yield gap between 91% and 96% represents $5 million to $10 million in annual revenue. Robotic process automation is the operating model change that captures this revenue by eliminating the manual inspection cycles, delayed intervention patterns, and process variability that create the gap.
Robotic Casting Operations by Process Zone: Ladle, Tundish, Mould, and Segment Automation
Continuous casting robotics spans four distinct process zones, each with its own operational constraints, failure modes, and automation requirements. The ladle zone focuses on preheating control and refractory condition monitoring. The tundish zone addresses nozzle management, thermal condition, and slag carryover detection. The mould zone targets level control, powder management, and breakout prediction. The segment zone covers roll condition, spray cooling, and solidification monitoring. Each zone has measurable yield impact, and the integration of all four creates a continuous automation layer that transforms casting operations from operator-dependent process control to AI-driven robotic process management. Book a Demo to see iFactory's caster robotics deployment mapped to your specific caster configuration and process zone layout.
Ladle preheating is the most thermally demanding and safety-critical robotic application in the continuous casting process chain. Quadruped robots equipped with thermal imaging cameras patrol the ladle preheating station, measuring ladle shell temperature profiles, lining degradation patterns, and preheating burner condition across the full ladle fleet. AI models trained on multi-year ladle thermal histories predict lining refractory remaining life, flag preheating burner anomalies before they produce incomplete preheating cycles, and generate ladle selection recommendations that match the thermal condition of each ladle to the temperature requirements of the next heat. The yield impact comes from eliminating the 1.2 to 2.8% of casts where incomplete preheating produces steel temperature loss at ladle open, requiring casting speed reduction or tundish reheating that degrades surface quality and increases breakout risk.
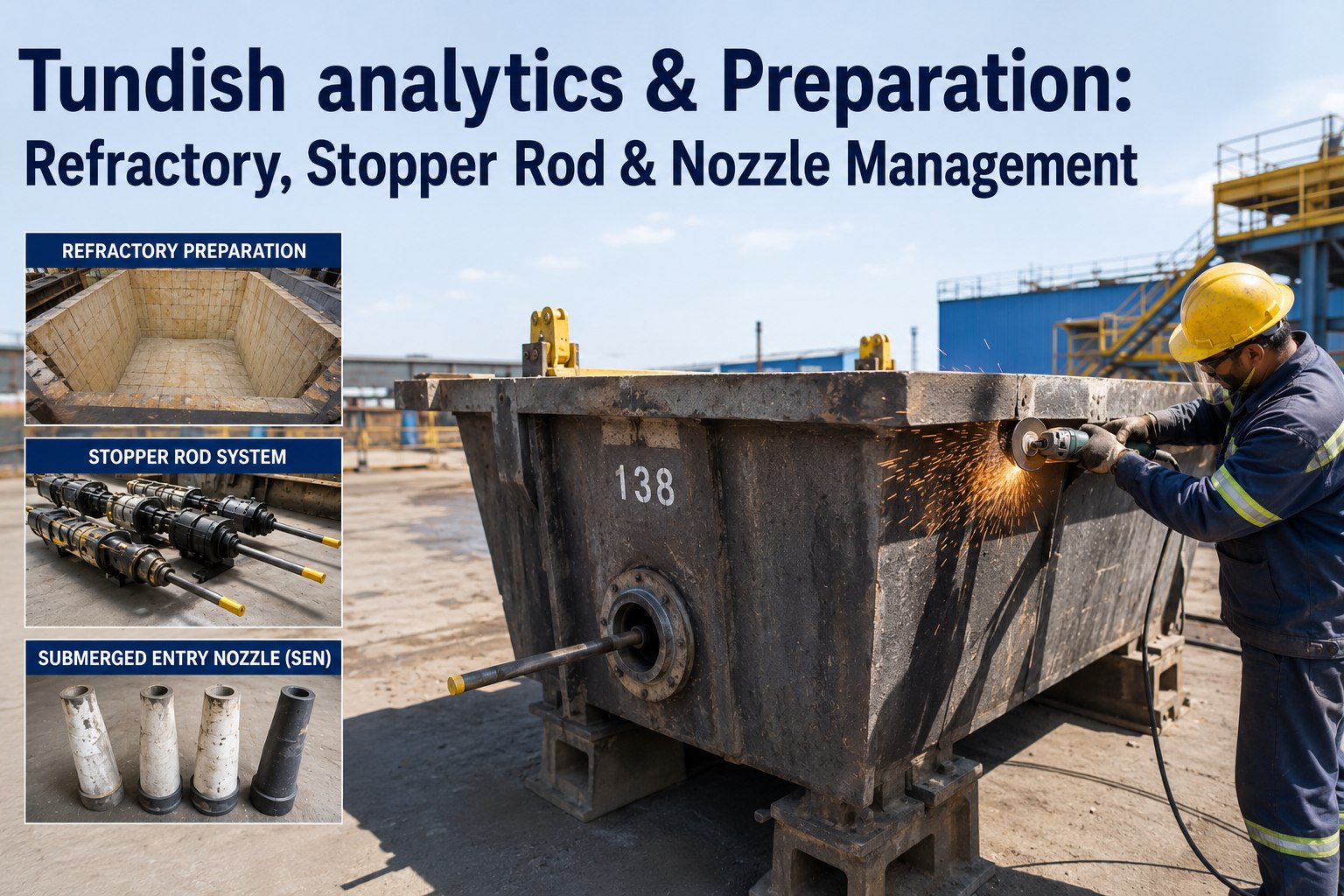
Tundish operations represent the most concentrated source of process variability in continuous casting because the tundish functions as both a thermal reservoir and a flow control device at the interface between batch ladle operations and continuous mould operations. Robotic tundish inspection platforms equipped with laser profilometry and thermal imaging scan the tundish interior between sequences, measuring nozzle bore condition, dam and weir position, lining erosion patterns, and thermal gradient uniformity across the full tundish volume. AI models correlate nozzle condition profiles with casting speed and mould level data to predict clogging events 15 to 30 minutes before they produce the flow restriction that would trigger a casting speed reduction or sequence termination. Automated tundish preheating monitoring ensures every tundish reaches operating temperature uniformly before the first ladle opens — eliminating the thermal gradient variability that causes skulling and inclusion generation in the first 15 to 20 minutes of every new tundish sequence.
Mould zone robotics addresses the highest-value and highest-risk failure mode in continuous casting: the breakout event. A single breakout stops the caster for 4 to 8 hours, destroys mould copper plates, damages segment rolls, and produces 200 to 600 tonnes of scrap that must be cut, removed, and reprocessed — with total direct and indirect cost ranging from $120,000 to $350,000 per event depending on caster configuration and product mix. iFactory's mould thermocouple breakout prediction AI monitors temperature differential patterns across the mould copper plate thermocouple array, detecting the characteristic thermal signatures of sticker formation and longitudinal crack propagation 4 to 8 minutes before the breakout would occur. The AI model correlates mould level deviation patterns, oscillation mark data, and powder consumption trends with breakout precursor signatures, generating prioritized alert levels that give casting operators the confidence to reduce speed rather than stop — preserving production while preventing the breakout. Robotic mould level control systems integrated with the breakout prediction AI maintain mould level within +/-1.5 mm of setpoint across tundish level changes, ladle change events, and casting speed transitions, eliminating the mould level fluctuation that is the primary operating condition driving breakout risk.
The segment zone spans the region from mould exit to torch cut-off and encompasses roll containment, spray cooling, and solidification completion — three interconnected processes that collectively determine internal quality, surface quality, and dimensional accuracy of the cast product. Robotic segment patrols using autonomous quadruped platforms navigate the spray chamber environment to inspect roll condition, measure roll gap, and verify spray nozzle operation without requiring caster shutdown or personnel entry into confined spaces. AI spray cooling optimization models correlate segment zone thermal profiles with casting speed, steel grade, and section size to maintain uniform surface temperature across the strand, minimizing the thermal stress differential that generates internal cracks and corner defects. Solidification endpoint modelling integrated with thermal imaging validation ensures the strand is fully solidified before the torch cut-off point regardless of casting speed changes or grade transitions — eliminating liquid core breakout at cut-off that stops production and requires strand extraction.
Caster Robotics Implementation: From Existing Infrastructure to Autonomous Operation in 6 Weeks
Continuous casting robotic automation does not require replacing existing mould level control systems, installing new thermocouple arrays, or modifying segment containment sections. iFactory's platform connects to existing caster PLC, mould monitoring systems, and process data historians through read-only interfaces — deploying robotic patrols, AI analytics, and automation alerts without changing the caster's existing control architecture or interrupting production schedules.
Continuous Casting Performance Benchmark: Conventional Operations vs. Robotic-Automated Casting
The performance differential between continuous casting operations managed through conventional operator-dependent control and those with robotic automation and AI-driven process management is documented across comparable U.S. slab, bloom, and billet casters. The benchmark below maps operational metrics across both operating models using facility data from comparable casting operations with 1.5 million to 2.5 million tonne annual production capacity. Book a Demo to see iFactory's caster robotics benchmark built on your facility's casting data and product mix.
| Operational Metric | Conventional Caster Operations | With Robotic Automation + AI | Annual Value Difference |
|---|---|---|---|
| Casting Yield | 88–93% | 96–98% | $5–10M recovered prime production |
| Breakout Frequency | 1.2–2.8 events per month | 0.2–0.5 events per month | $720K–$2.1M avoided breakout cost |
| Mould Level Deviation (+/- mm) | +/- 3.5–5.0 mm during steady state | +/- 1.0–1.5 mm during steady state | 2.0–3.5% surface quality improvement |
| Average Tundish Sequence Length | 4–6 heats per sequence | 8–12 heats per sequence | $380K–$920K reduced tundish cost |
| Ladle Preheat Energy Consumption | Baseline — no thermal condition tracking | 8–15% reduction from AI preheat optimization | $160K–$380K annual energy savings |
| Segment Roll Change Frequency | Time-based schedule — all rolls uniform interval | Condition-based — per-roll RUL prediction | $210K–$540K reduced roll cost per year |
| Spray Nozzle Maintenance | Fixed-interval replacement — 100% every campaign | Condition-based — AI detects clogging per nozzle | $120K–$280K annual nozzle and water cost |
| Caster Utilization | 74–82% (breakout recovery and sequence changeover) | 86–92% (robotic turnaround + breakout prevention) | $1.8–4.2M additional production capacity |
Robotic Process Zones in Continuous Casting: A Complete Automation Map
The continuous casting process chain — from ladle arrival at the caster turret to torch cut-off at the runout table — contains eight distinct process zones where robotic automation and AI-driven monitoring deliver measurable yield improvement. The automation map below shows each zone, the robotic technology deployed, the primary failure mode addressed, and the yield impact per zone at a typical slab caster producing 2 million tonnes annually. Understanding this zone-by-zone automation map is the first step in building a caster robotics deployment plan that targets the highest-yield opportunities first.
Expert Perspective: What Casting Operations Leaders Say About Robotics and AI in the Caster Environment
The continuous caster is the most capital-intensive single asset in the steel mill, and it has always been treated as the most operator-dependent process because the thermal dynamics of solidification are not visible to the human eye. Operators make speed and cooling decisions based on experience and downstream quality feedback that arrives 45 minutes to 2 hours after the casting condition that generated the defect has already passed. The mould thermocouple breakout prediction system changed our understanding of what was possible — we had been running casters with mould thermocouple data on the screen for years, but no operator can correlate 32 temperature channels in real time against 12 different breakout signature patterns while simultaneously managing mould level, powder feed, and tundish level. The AI does that correlation continuously, and it catches the sticker patterns that no operator would see until the breakout was already developing. In the first six months, it predicted four breakouts with an average of 6.5 minutes of warning. We reduced speed on three of them and prevented the breakout entirely. On the fourth, we had enough warning to prepare the breakout recovery team before the event occurred — cutting recovery time from 6 hours to 2.5 hours. That single capability changed our caster availability by seven percentage points. The ladle preheating quadrupeds were a separate revelation. Our ladle fleet had been operating with the assumption that preheating was uniform across all ladles because the burner system was identical. The thermal imaging patrol showed us that shell condition, refractory thickness, and burner alignment created significant thermal variation across the fleet — and that variation was directly correlated with the temperature loss events at ladle open that forced casting speed reductions in the first 10 minutes of every new sequence. We realigned two burners and retired three ladles with degraded lining that were producing consistent temperature deficits. That was an $800,000 yield recovery from a robotic platform that cost less than half that to deploy."
Conclusion
Robotic process automation in continuous casting is not a technology initiative — it is a yield recovery program with direct and measurable financial return. The 5 to 8 percentage point yield gap between conventional casting operations and robotic-automated casting represents $5 million to $10 million in annual prime production value at a typical slab caster — revenue that is already passing through the caster but not being captured because of breakout events, mould level variability, tundish thermal degradation, and segment roll condition drift that robotic automation and AI monitoring address at their source. The breakout prediction that provides 4 to 8 minutes of early warning, the mould level control that maintains +/-1.5 mm deviation through every process transition, the thermal imaging patrol that catches ladle preheat variability before it reaches the tundish — each capability closes a yield gap that conventional casting operations accept as unavoidable and that robotic process automation eliminates as a controllable variable.
iFactory's continuous casting robotics platform is deployable without modifying caster control systems, replacing mould level hardware, or interrupting production schedules — robotic platforms are introduced during standard maintenance windows and begin delivering yield analytics from the first sequence. The 3 to 8 percentage point yield improvement and $3 million to $8 million in annual value recovery at comparable casting facilities are the documented outcomes of treating continuous casting robotics not as an automation upgrade but as the operating model change that makes the caster the profit center it was designed to be. Book a Demo to see iFactory's caster robotics deployment built on your facility's caster configuration, product mix, and data infrastructure.