Sequence casting only works if every ladle change happens clean — a shroud that fails to seal or a turret rotation that lags by even a few seconds exposes molten steel to air, causing reoxidation defects that a reliability engineer will not see until the coil or bloom is already downstream. Long nozzle wear and turret bearing condition are the two most common root causes of a botched ladle transition, and both give off measurable warning signs well before they cause a sequence break. Reliability engineers can review the monitoring approach at ifactoryapp.com/support.
The Three Risk Points in Every Ladle Transition
A sequence casting run lives or dies on the quality of its ladle transitions, and each transition carries three distinct risk points that reliability engineers need visibility into simultaneously — not one at a time after something already went wrong.
A degraded shroud tube seal lets air into the stream during ladle change, causing reoxidation defects that surface far downstream and are hard to trace back to their source.
Nozzle wear changes flow characteristics gradually, affecting tundish level control and mold flow pattern before it becomes visible in casting speed.
Bearing wear or hydraulic drift slows turret rotation speed, extending the exposure window during ladle swap and increasing reoxidation risk.
A Reliability Checklist for Sequence Casting Readiness
Before every ladle change in a sequence, these are the conditions that determine whether the transition will be clean. AI monitoring turns this from a mental checklist into a scored readiness signal ahead of each swap.
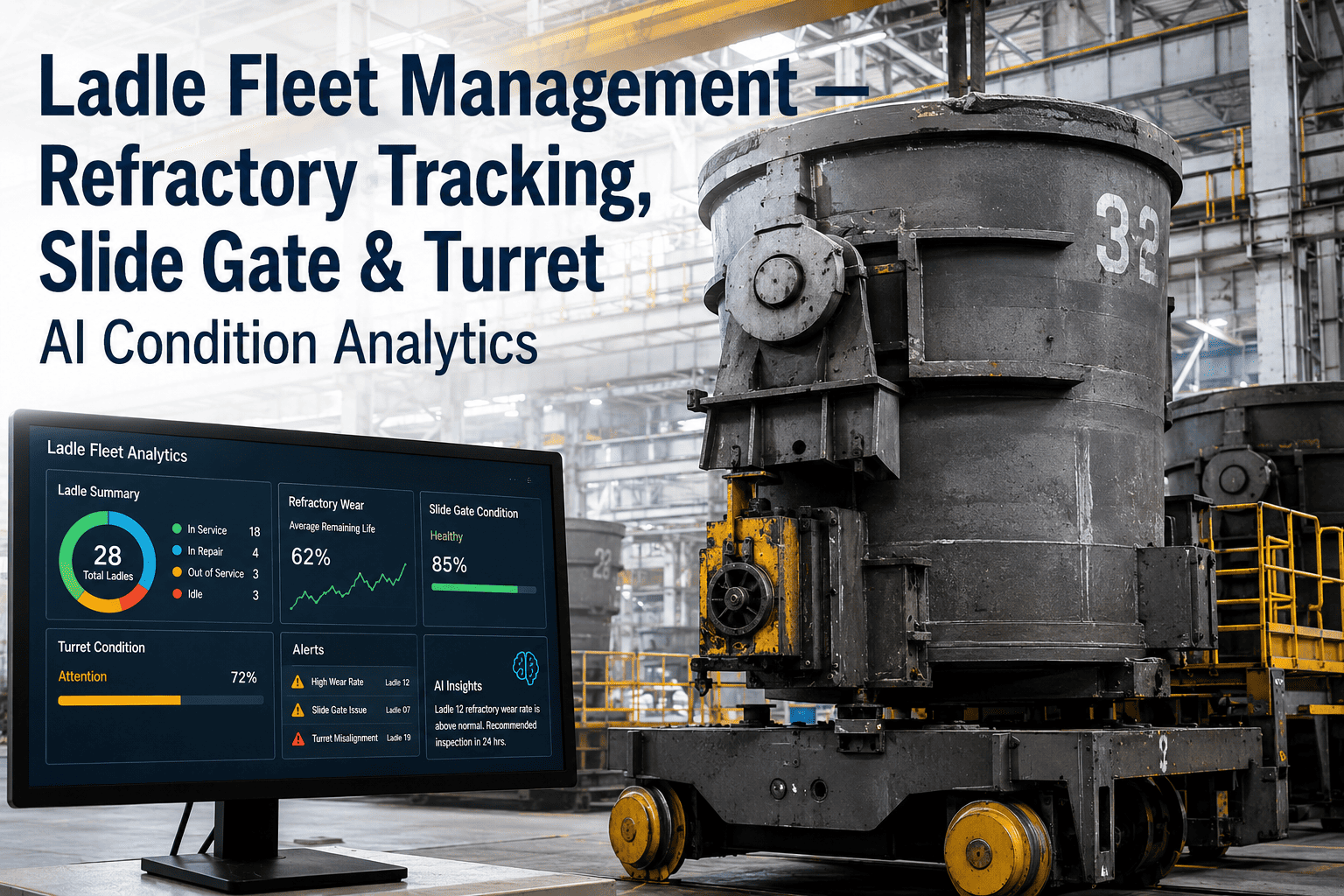
How the Model Reads Each Component
| Component | Signal Monitored | Early Warning Given |
|---|---|---|
| Shroud Tube | Thermal signature, argon flow consistency | 1-3 heats ahead of seal degradation |
| Long Nozzle | Flow rate trend, tundish level variance | 3-6 heats ahead of critical erosion |
| Turret Bearing | Rotation speed, vibration pattern | 2-4 weeks ahead of bearing failure |
| Turret Hydraulics | Pressure response time during rotation | 1-2 weeks ahead of drift-related lag |
What Longer, Cleaner Sequences Are Worth
Every additional heat added to a sequence run reduces the fixed cost overhead of tundish preheat and mold setup, which is exactly why extending sequence length safely is one of the highest-leverage reliability wins on a caster. Book a Demo to see the sequence length gain modeled against your own casting schedule.
Frequently Asked Questions
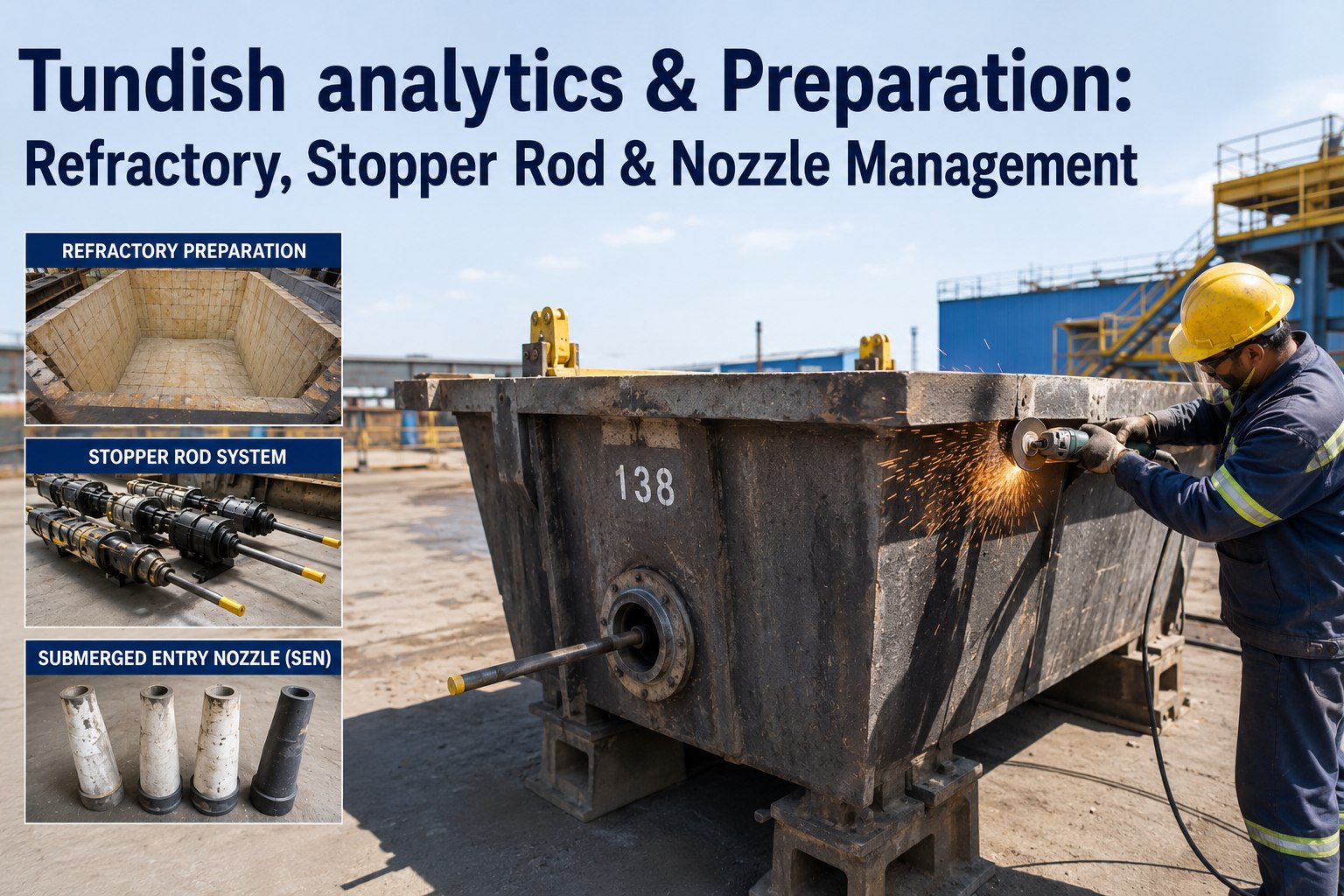
Shroud seal condition is inferred from a combination of thermal imaging around the shroud-to-tundish connection point and argon shrouding flow rate consistency, both of which change measurably when a seal begins to degrade even before any visible leak occurs. A properly sealed shroud maintains a stable thermal signature and argon consumption pattern, while a developing leak shows characteristic fluctuations that the model is trained to recognize. This approach avoids the need for any physical inspection that would require breaking the seal to check it. The same sensors used for this monitoring are typically already present for other tundish metallurgy purposes, minimizing additional instrumentation.
The model identifies rising risk trends across specific components — shroud, nozzle, turret — rather than predicting a single specific heat number with certainty, since transition risk is a function of accumulated wear that could manifest slightly earlier or later depending on operating conditions during the sequence. What it reliably provides is enough lead time, typically one to three heats or more, for a reliability engineer to make an informed decision about whether to proceed with the next ladle change or schedule an intervention first. This lead time is the actionable output, not a guaranteed failure heat number. Confidence scores accompany every risk flag so the team understands how urgent the signal is.
No, turret bearing vibration sensors are typically installed during a scheduled caster maintenance outage rather than requiring a dedicated stop, since the sensor mounting points are accessible without disassembling the turret structure itself. Rotation speed data is usually already available from the existing turret drive control system and can be integrated without new hardware in many cases. The full sensor package for shroud, nozzle, and turret monitoring is generally installed across one planned outage. Site-specific installation planning is available to confirm timing around your maintenance schedule.
Each long nozzle installation is tracked as an individual asset from the moment it goes into service, with flow rate and tundish level variance data building a wear curve specific to that nozzle rather than assuming a fixed lifespan across all nozzles regardless of actual operating conditions. This matters because nozzle wear rate varies with steel grade, casting speed, and tundish practice, so a fixed replacement interval either wastes usable nozzle life or risks running one too long. The model's wear curve accounts for these variations by comparing current flow behavior against the specific nozzle's own baseline established early in its service life. This per-asset tracking approach scales automatically as nozzles are swapped in and out.
Standard integration covers common caster automation platforms including SMS Concast, Danieli, and Primetals level 1 and level 2 systems, reading turret drive data, tundish weight and level signals, and argon flow measurements through OPC-UA or Modbus connections. No changes to the existing caster automation logic are required, since the monitoring platform operates as a read-only data consumer layered on top of the current control system. ifactoryapp.com/support can confirm specific compatibility with your caster's automation vendor and version before installation planning begins.