Every caster schedule is a trade-off between two competing goals — run long, tight sequences of similar grades and widths to maximize throughput, or meet a diverse order book that constantly forces grade transitions and width changes that eat into productive casting time. Operations directors who let AI handle grade sequencing and width campaign planning are finding schedules that satisfy both goals better than a human scheduler working from a whiteboard and experience alone. A look at how that scheduling model works is available at ifactoryapp.com/support.
The Scheduling Trade-Off Operations Directors Live With Every Day
A caster scheduler juggles grade compatibility rules, width change frequency, mold availability, and order due dates simultaneously, and the number of valid sequence combinations grows so quickly that even an experienced scheduler cannot evaluate every option before committing to a plan. The typical result is a workable schedule, not necessarily the best one — sequences that hit due dates but leave throughput and yield on the table because a better combination existed but was never found in time.
What a Better Sequence Actually Looks Like
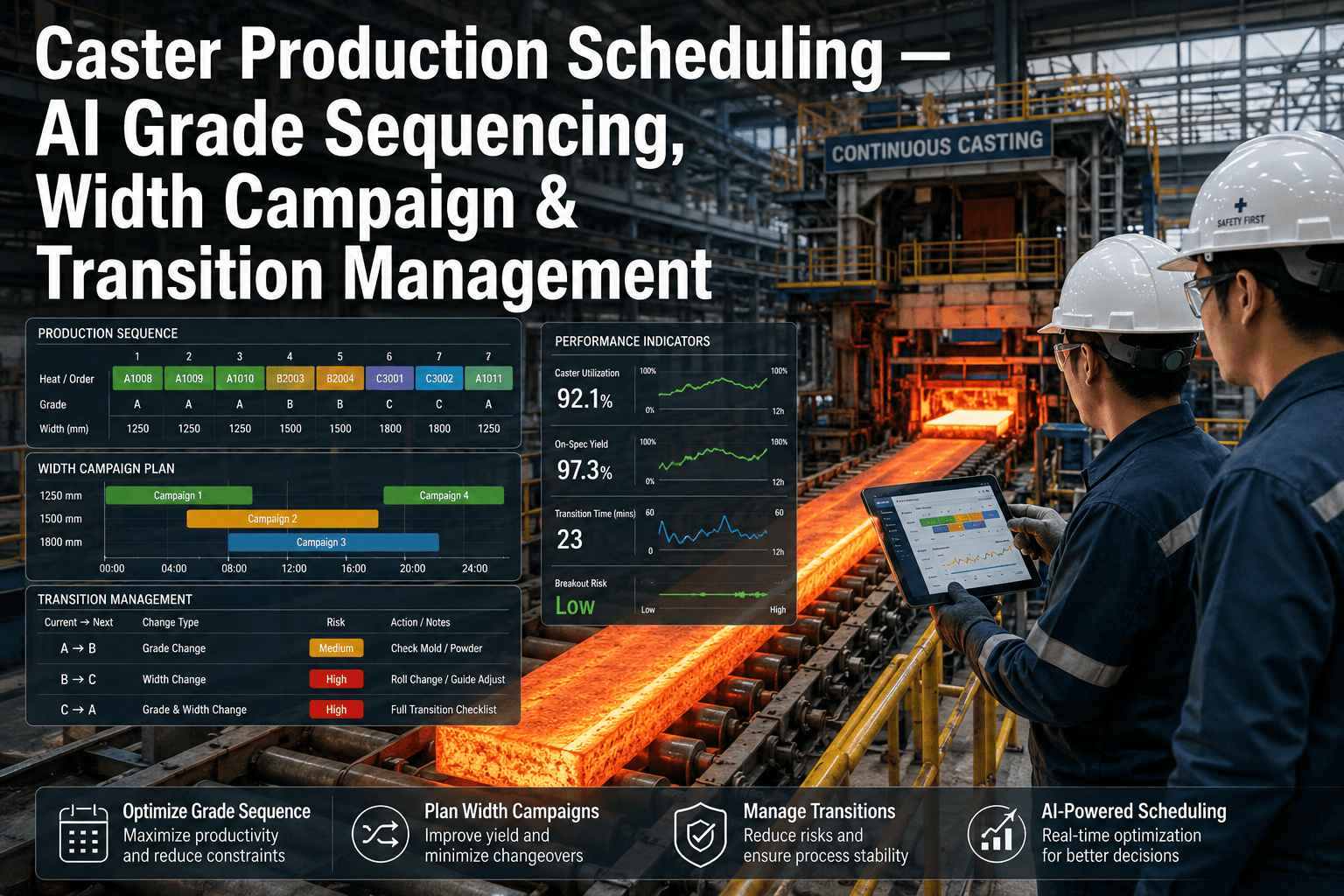
Below is a simplified illustration of the same order book scheduled two different ways — a manually built sequence versus an AI-optimized one that groups compatible grades and widths more effectively.
The optimized version groups Grade A heats together and pairs Grade B and C on the same width, cutting two transitions from the sequence without changing a single delivery commitment. Book a Demo to see this modeled against your actual order book.
Where the Optimization Gains Come From
| Scheduling Factor | Manual Approach | AI-Optimized Approach |
|---|---|---|
| Grade Sequencing | Grouped by due date primarily | Grouped by chemistry compatibility and due date together |
| Width Campaigns | Changed reactively as orders arrive | Planned as campaigns to minimize mold changes |
| Transition Placement | Wherever grade changes are unavoidable | Placed to minimize total transition count across the full schedule |
| Mixed-Grade Downgrade | Accepted as a cost of frequent transitions | Actively minimized through compatible grade pairing |
The Business Case in Numbers
An Operations Director's View on Scheduling Optimization
Our schedulers were good at hitting due dates, but they were building sequences reactively, order by order, without a way to see the whole week's optimal grouping at once. When we started running the AI sequencing model alongside our manual process, it consistently found two to three additional grade groupings per week that our team had missed simply because the combinatorics were too large to work through by hand. The utilization gain was real, but the bigger surprise was how much less firefighting our scheduling team did once the plan stopped requiring constant reactive changes mid-week.
— Operations Director, long products caster operationRollout Approach
Frequently Asked Questions
The model is designed to generate optimized sequence options that your scheduling team reviews and approves, not to remove human oversight from a process that involves customer relationships, expedite requests, and operational judgment the model does not have visibility into. Schedulers typically shift from manually building sequences from scratch to reviewing and adjusting AI-generated options, which is a significant time savings but keeps a person accountable for the final schedule. Most operations directors find their schedulers become more strategic once the repetitive combinatorial work is handled by the model. The tool is built to make your scheduling team more effective, not to operate independently of them.
Grade compatibility rules — which chemistries can follow each other without contamination risk, which require a dummy bar or flush sequence between them — are configured specifically for your plant's metallurgical standards during onboarding, since these rules vary by steelmaker and are often stricter or more permissive than generic industry defaults. The model treats these as hard constraints it will never violate, then optimizes sequencing within that boundary for throughput and yield. Any changes to your compatibility rules over time can be updated in the configuration without retraining the entire model. This ensures the schedule the model produces is always metallurgically sound for your specific operation.
Yes, the model can re-optimize a schedule quickly when new orders arrive or priorities shift, generating an updated sequence that accounts for the change while still respecting all grade compatibility and width campaign constraints already in place. This re-optimization typically runs in minutes rather than requiring a scheduler to manually rework the entire week's plan by hand. The system shows the specific changes between the previous and updated schedule so the scheduler can quickly see what moved and why. This responsiveness is one of the more valued capabilities reported by operations directors managing volatile order books.
The core data needed includes order due dates, grade and chemistry specifications, width and gauge requirements, and current caster mold and ladle availability, typically pulled from your existing ERP or order management system through a standard API or scheduled data export. Historical sequencing data and past transition records are also valuable for calibrating the optimization model to your specific plant's transition costs and downgrade rates. Most plants already have this data in their existing systems, and integration focuses on connecting to those sources rather than requiring new data collection processes. A data readiness review during onboarding will identify exactly what is needed from your specific systems.
Most operations directors see the optimization model generating meaningfully better sequence options within the first two to three weeks of the parallel scheduling trial, since grade compatibility and width constraints can be configured relatively quickly compared to equipment condition monitoring systems that require months of sensor data collection. Measurable utilization improvement typically becomes visible over a full production month once the scheduling team has fully adopted AI-generated sequences into their standard workflow. The exact timeline depends on how complex your grade and width mix is and how much historical data is available for calibration. ifactoryapp.com/support can provide a more specific estimate based on your order book complexity.